Trends in Welding Research, Proceedings of the 9th International Conference June 4–8, 2012, Chicago, Illinois, USA
Copyright © 2013 ASM International® All rights reserved www.asminternational.org
Changes in Mechanical Properties of Dual-Phase Steel Due to Post-Welded Microstructure and Loading Geometry E. Biro ArcelorMittal Global Research Hamilton, Hamilton, Ontario, Canada
[email protected], (905) 548-4762 S.S. Nayak, Y. Zhou Centre for Advanced Materials Joining, Mechanical and Mechatronics Engineering Department, University of Waterloo, Waterloo, Ontario, Canada
[email protected], (519) 888-4567 x35256
[email protected], (519) 888-4567 x36095
Abstract
ultimate strength (UTS) when compared to conventional steels of similar ductility.
Since the early 2000’s there has been increasing adoption of dual-phase steels for automotive manufacture. Dual-phase steels have a multiphase microstructure containing ferrite martensite and sometimes bainite, which is achieved through complex processing that often requires a high alloy content. This combination of a multiphase microstructure containing metastable phases and a heavily alloyed chemistry can cause a high degree of heterogeneity in the properties of welded joints. This paper explores the literature of both the metallurgy reactions responsible for the post-welded properties and the effect that these properties have on three linear welding techniques used in the automotive sector: laser welding, gas metal arc welding, and HF tube welding. Finally welding parameters and joint designs are suggested to optimize postweld properties in DP steels.
Although DP steels have excellent formability, when the material is heated during welding, its properties change. The local nature of the change depends on the peak temperature reached during welding, which determines how the microstructure is modified. In areas of the heat-affected zone (HAZ) that are heated above the transformation temperature, the final structure and properties depend entirely on the base material chemistry and the cooling rate, typically forming martensite and bainite, due to the alloying content commonly used in DP steels[5]. However, in the subcritical area of the HAZ, martensite within the base material structure tempers reducing the hardness of the material[4]-[6]. This phenomenon is known as HAZ softening and was first recognized in wheel rim welding applications in the early 1980’s[6]. Whether the property heterogeneity across the weldment decreases joint properties from those of the base material depend on: weld dimensions, orientation, and loading geometry. This paper explores the literature on the metallurgical changes that occur in DP steel weldments. First it discusses how DP steel chemistry, microstructure, and welding process contribute to the final welded structure. Then it details how these changes affect joint properties in the linear welding processes of: laser welding (LBW), gas metal arc (GMA), welding and high frequency induction (HF) tube welding. Finally it suggests ways to improve joint design.
Keywords Dual phase steel, gas metal arc welding, laser welding, HAZ softening
Introduction The automotive industry is under increasing regulatory pressure to increase the fuel economy of their vehicles[1]. One of the ways that carmakers are trying to achieve this is by using thinner steel gauges to reduce vehicle weight. However, as reduction in component thickness would result in a reduction in part strength, this requires the use of new advanced high strength steels (AHSS), which have higher strength than conventionally used automotive steels. The use of AHSS allows parts to be down-gauged without compromising vehicular safety[2].
HAZ Microstructure and Mechanical Properties DP steels have a composite microstructure composed of ferrite, martensite and sometimes bainite. To produce this microstructure steels must be highly alloyed containing typically between 0.05-0.15 wt% C, 0.7-2.2 wt% Mn, 0.04-0.70 wt% Si, and up to 0.65 wt% Cr and 0.35 wt% Mo[6][9] . The highly alloyed chemistry and the martensitic phase within microstructure leads to a widely varied properties in the fusion zone and HAZ.
Dual-phase (DP) steels are one of the families of AHSS steels that are currently being adopted by the automotive industry. DP steels have composite microstructures where a ferritic matrix contains islands of martensite and sometimes bainite[3],[4]. This mixed microstructure results in a higher
201
In the coarse grained and recrystallized zones of the HAZ, where the material transforms to austenite during welding, the material typically cools to a combination of martensite and bainite, due to the high hardenability of these steels[5]. Sometime ferrite may also appear in this area of the HAZ depending on the local hardenability of the weldment and the cooling rate after welding. The volume fraction of the individual phases will change throughout the supercritical HAZ as the local cooling rate changes. Near the fusion zone where the cooling rate is the highest and the prior austenite grain size is the largest, the HAZ will be highly martensitic and bainitic. Adjacent to the partially transformed zone where the cooling rate drops, and the prior austenite grain sizes are smaller, the HAZ will contain softer phases. This progression in microstructure and hardness may be seen in Fig. 1.
a)
b)
Fig. 2. Martensite grain in the subcritical HAZ of a weld made with a) low and b) high heat input. (Taken from [4])
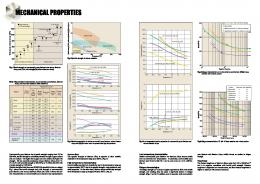
In the tempered zone of the HAZ, the peak temperature during welding is sufficient to temper martensite. This reduces the martensite hardness, while the ferrite remains unchanged[10]. The change in martensite hardness depends on three factors: heat input[4][5][11], distance from the Ac1 line[12], and material chemistry[4][5]. With the decrease in martensite hardness, the ferritic matrix of the DP steel is no longer reinforced and HAZ softening occurs. The severity of softening in any weldment depends on the above factors, which determine the degree of martensite tempering, and the martensite volume fraction of the base material, which determines that maximum softening that may occur in a particular steel[11]. At the lower heat input levels seen in spot welding and high speed laser welding, there is only sufficient heat to partially temper the martensite within the structure (see Fig. 2a), so some properties are retained. However, when high heat input is used the martensite fully decomposes (see Fig. 2b) and the material fully softens. The
Fig. 3. Stress-strain curves for Gleeble simulated subcritical HAZ in DP600. (Taken from [7]) heat input required to fully soften a DP steel can be increased by alloying with more carbide forming elements as they retard martensite tempering[4]. Softening also decreases further away from the Ac1 line as the peak temperature experienced during welding drops[12], slowing the tempering reaction.
Base Metal Supercritical HAZ Subcritical HAZ
Fig. 1. Microstructural changes through the HAZ of a GMA weld. Etchant: LePera’s Tint (Taken from [5]) 202
When HAZ softening occurs, the subcritical HAZ no longer shows the continuous yielding, initial high strain hardening and low yield to ultimate strength ratio associated with DP steels[7],[8] (see Fig. 3). As suggested by its lower hardness, the tempered HAZ has a lower yield strength, ultimate tensile strength (UTS), and greater elongation than the base material. However, it is interesting to note that this area of the HAZ also shows yield point elongation (YPE). It has been suggested that this is because carbon trapped in the base material martensite is freed after tempering so it can impede dislocation movement during straining[7],[8]. It is also interesting to note that prestraining parts before welding may radically change the mechanical properties of the tempered HAZ. This prestraining will increase YPE and increase both the upper and lower yield points. It is thought that this is because the dislocations formed during prestraining are not annihilated during tempering, thus allowing the released carbon to further impede dislocation movement[7].
Changes to Formability in Laser Welded Blanks
Effect of HAZ softening and width on blank formability
The mechanical and microstructural changes that occur in the HAZ and fusion zone of DP welds can affect the formability of laser welded blanks (LWB). As heat input during laser welding can vary widely depending on laser parameters and material thickness[13], laser welds may show very hard martensitic welds, severe HAZ softening, or both. This depends on the chemistry of the DP steel, the heat input used during welding. Both HAZ softening and weld hardness will affect the formability of laser welds used in LWBs.
HAZ softening can greatly impact LWB formability when the blank is formed perpendicular to the weld. Because the strength of the tempered HAZ is lower than that of the base material and the weld, strain localization occurs in the tempered HAZ at lower stresses compared to the rest of the material. This leads to lower overall formability before necking. Although HAZ softening will decrease blank formability from that of the base material, the changes in formability are a function of both HAZ softening and HAZ width.
Weld ductility as a function of weld hardness and width
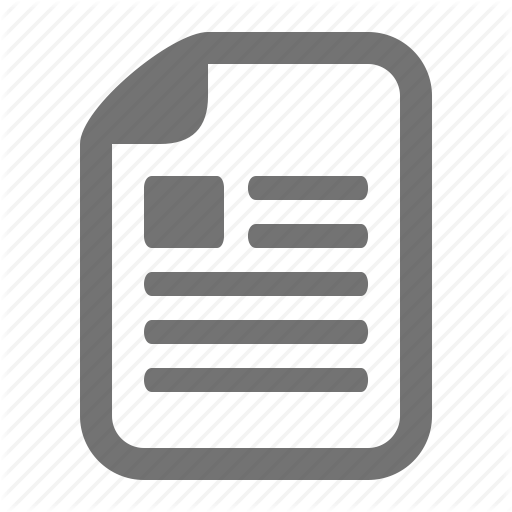
As described in the previous section, the HAZ softening severity in a DP steel weld is a function of the heat input during welding. If heat input is low, then HAZ softening may be minimized, reducing the degradation of the forming properties. This was shown both experimentally and numerically. Sreenivasan et al.[17] observed that the limiting dome height (LDH) of LWB decreased as HAZ softening became more severe (see Fig. 5). This was followed by an FEA simulation of this problem by Panda et al.[18] to decouple effects of HAZ softening severity and HAZ width that occurs in experiments. This work showed that the load carrying capacity and elongation of a tensile coupon pulled perpendicular to the weld line decreased as HAZ softening increased. Most notably though, if there was only slight HAZ softening, the HAZ would work harden above the base material strength and thinning would then occur in the base material.
The fusion zone microstructure of LBW’s are typically martensitic and bainitic due to the high hardenability of typical DP steels [14],[15], where the weld hardness is a function of material chemistry[16]. This very hard weld zone will reduce elongation parallel to the weld, which can affect the formability of the laser line in a LWB. The maximum elongation that a weld may withstand is inversely proportional to its hardness[16] (see Fig. 4). However, the elongation of a LWB may be maximized by welding quickly to minimize weld width[14] (see Fig. 5). If the weld width is narrow, the weld takes on the mechanical properties of the neighboring base material and HAZ, which are more ductile when pulled parallel to the weld.
Fig. 4. Effect of weld metal hardness on LWB elongation. (Taken from [16])
Fig. 6. Decreasing LDH results with increases HAZ softening in DP980. (Taken from [17]) As changes in heat input affect both weld and HAZ width, Panda et al.[18] also studied the effect of HAZ width on weldment properties while HAZ softening severity was held constant. They found that the load carrying capacity of a tensile coupon increased as the tempered HAZ narrowed. This was due to the restraint forces from the adjacent base material and fusion zone. By restraining thinning in the tempered HAZ, biaxial loading was introduced which delayed failure. Although HAZ softening and HAZ width are typically coupled, increasing with heat input, these phenomena may be decoupled by changing the DP steel used. So, if thicker parts are being welded a DP steel with a base material chemistry and microstructure that is less susceptible to softening may be used to accommodate the higher HAZ width of the weld.
Fig. 5. Effect of welding speed on weld: width, elongation, and hardness. (Taken from [14]) 203
Although laser welds in DP steels fail in the tempered HAZ, in dissimilar LWBs, where high strength low alloy (HSLA) steels are welded to DP steels, the failure location shifts. Panda et al.[9] found that when DP and HSLA steels are used for an LWB the strength of the tempered HAZ in the DP steel is stronger than the HSLA steel, which exhibits no softening. In this case, strain localization occurs in the HSLA steel and not in tempered HAZ of the DP steel during forming. In steels that exhibit high levels of HAZ softening, such as DP980 and DP780, the LDH of the HSLA-DP steel combination was also higher than that of DP-DP steel blank.
Strength and Failure Locations of GMA Welds Fig. 7. Failure location of GMA welds in DP steels as a function of maximum HAZ hardness and base material hardness. (Taken from [19]).
Unlike LBW, GMA welding is a process with inherently high heat input. Therefore, GMA welds in DP steels exhibit a high amount of HAZ softening[5],[19]-[21]. However, even with severe HAZ softening failure does not always occur in the tempered HAZ[19]-[21]. Failure location is highly dependant on the geometry of the joint and the weldment.
by trying to increase the strength of this local area by decreasing heat input to form harder phases in the coarse grained HAZ, although this was more effective in DP780 than DP600. However, it should also be noted that maximizing the strength of this region will result in a highly martensitic microstructure, which will not be very tough. This could be why the failures in this area have such variable joint strengths.
The failure location in GMA lap joints occur in one of four locations: the fusion zone, the fusion zone/HAZ boundary, the tempered HAZ and the base material[19]. Failures in the fusion zone occurred only due to porosity from occluded Zn vapor pores. In all other cases, failure location is determined by sample rotation during testing, Base Material Strength which was controlled by the ratio of maximum HAZ hardness to the base material hardness (see Fig. 7). It was proposed that if the maximum HAZ hardness was high, joint rotation would be restricted, so failure occurred in the tempered HAZ where the weldment strength was the lowest. However, if the maximum HAZ hardness was low, then the joint would be allowed to rotate centered on the fusion zone/HAZ boundary. The stress at this point would then be the sum of the axial stress from the applied load and the bending stress Fig. 8. Joint strength GMA welds in various DP steels separated by material associated with joint rotation. Failure would compared to the base material strength represented by the dashed line. therefore occur in this region because the local (Taken from [19]). stress is the higher than other areas of the weldment, even if the local strength is higher Although failure in the tempered HAZ is preferable to failure than that of the tempered HAZ. in the fusion zone/HAZ boundary, failing in the base material is optimal. Burns found that even in the case of butt joints Failure location was also highly influential in determining both where there is no joint rotation the failure location may still be joint strength and how joint strength is affected by process moved from the tempered HAZ to the base material in parameters and material[19]. Of the two failure locations DP600[21]. This work showed that when heat input is affected by process parameters, the fusion zone/HAZ boundary minimized, and the HAZ narrowed, the failure location in and the tempered HAZ, the tempered HAZ had a higher mean tensile tests pulled perpendicular to GMA welds moved from strength, longer low cycle fatigue life, less variability and the tempered HAZ to the base material (see Fig. 9). It was could be better controlled by changing welding speculated that the shift in failure location was due to the parameters[19],[20] (see Fig. 8). The strength of the joints that increase in biaxial stress in the tempered HAZ as HAZ width failed in the tempered HAZ could be improved by all of the narrowed, similar to what was seen in the laser welding work approaches used to maximize the strength of the tempered above. However, contrary to the LBW work, the HAZ HAZ, such as: minimizing heat input, prestraining the base softening observed in all of the GMA welded samples were material, and using materials alloyed with more carbide similar, due to the high heat input of GMA welding. This formers to slow HAZ softening. Whereas, the joints that failed meant that the phenomena of HAZ softening and HAZ width in the fusion zone/HAZ boundary could only be strengthened were decoupled in this case. 204
Fig. 10. Free expansion burst result of various DP steel tubes. (Taken from [7]). strength of the tempered HAZ making it more resistant to thinning. However, it is also possible that because the HAZ in HF tube welds are narrow, the biaxial stress contribution recognized in laser welding applications also improved the apparent strength of the tempered HAZ.
Fig. 9. Correlation between heat input and HAZ width superimposed with the failure location of each sample. (Taken from [21])
Even though failures in the tempered HAZ may not be eliminated from all DP materials, it does not mean that DP steels prone to severe HAZ softening are not suitable for hydroforming. If severe HAZ softening occurs in a tube weld it may still be used for hydroforming as long as the hydrofoming process is designed with little circumferential strain. Even though the steel exhibits HAZ softening the final part will still be safe as forces are applied to tubes either in bending or axially, and HAZ softening will not degrade tube properties in these loading orientations. This was seen when DP780 tubes hydroformed and crushed in the laboratory[23] before being successfully used for a roof rail application in the Ford F-150 roof rail.
Failure Locations in HF Welded Hydroform Tube Like laser welding, HF tube welding can have a large variation in heat input depending on material thickness, so moderate to high HAZ softening may be expected when making DP steel tubes. Automotive structural tubing is typically used in a bent or bent and hydroformed condition. Although there are issues of DP weld elongation in LWBs, no similar issues have been reported with respect to tube bending[22]. However the HAZ softening phenomenon has been seen to affect tube expansion during hydroforming. In hydroforming, strain may often be applied perpendicular to the weld line to expand the tube circumferentially. When a weld exhibits high HAZ softening, strain localization may occur in the tempered HAZ making it difficult to form the part. However, this being said, HAZ softening does not necessarily indicate that this will occur. It has been seen that failure during free expansion burst testing may occur in the base material of DP tubes at high levels of circumferential strain even though HAZ softening is present.[7] (see Fig. 10). It should also be noted that even though the DP780 exhibited large HAZ softening and did fail in the tempered HAZ, the tube was still able to expand about 7-8% before failure occurred, indicating that HAZ softening will not totally degrade the ability of a tube to expand circumferentially.
Maximizing Joint Properties of Linear Welds It has been seen that property heterogeneity in DP weld HAZ of linear welds may degrade both joint elongation and strength. However, this being said, there are very simple design rules for both joint and process design which may maximize joint strength. The keys to doing this are: minimizing loading perpendicular to the weld line, limit property degradation, reinforce the areas of the HAZ with the neighboring material, weld on prestrained material, and ensure that the joint is loaded so that the failure occurs through the most favorable area. The best way to maximize joint properties in linear welds is to design the weldment so that loads are not transferred perpendicular across the weld. This means that the laser line in LWBs should be placed in areas with low transverse strain, designing GMA weldments so that force is transferred parallel to the weld instead of across it and minimizing circumferential expansion during hydroforming. Although, if the weldment cannot be optimally designed there are techniques which may be used to maximize weld strength.
Shifting of the failure location from the tempered HAZ to the base material was attributed to the increase in upper and lower yield strength observed after tempering[7]. It is believed that as the tempered HAZ has a higher upper yield point than the yield strength of the base material, the base material will yield before the tempered HAZ. If work hardening in the base material is not sufficient to increase its strength above the upper yield point of the tempered HAZ, necking will occur in the base material. This mechanism is seen more prevalently in tube than in the other welding processes as the tempered HAZ in HF welded tube is always prestrained in the fin pass during tube making. Prestraining increases the upper and lower yield
When transferring load perpendicular to a DP weldment cannot be avoided, the most successful strategy to strengthen the weld is to minimize property degradation. This may be done by: minimizing heat input, using steels with low 205
martensite volume fractions and higher amounts of alloying. All of these techniques will minimize HAZ softening and increase the hardness of the boundary between the fusion zone and the HAZ. However, it should be noted that the final two suggestions will have an impact on steel cost.
controllable than the fusion/HAZ boundary, where failures also occur. The hard weld zones do not significantly affect bending of HF tube welds, but severe HAZ softening can limit circumferential expansion of the tube. Although, when limited or moderate amounts of softening are observed, tubes may be successfully formed circumferentially. In cases of severe HAZ softening tubes may still be successfully hydroformed if there is little or no circumferential expansion.
The HAZ and weld width should also be as narrow as possible. It has been shown that this will both increase weld elongation and the force that may be applied perpendicular to the weld. Again this may be accomplished using the lowest heat input possible, minimizing the size of the temperature field surrounding the weld.
Although complex transformations occur in the HAZ of DP steel welds, there are different solutions for designing the weld joint or welding parameters to minimize weld property degradation or eliminate it all together. These solutions are:
When prestrained material is welded the tempered HAZ has a higher yield strength compared to when welding on asreceived material[5],[7],[19]. Even if the base material work hardens above the yield strength of the tempered HAZ this technique will still increase carrying capacity and elongation of the joint.
Minimize loading perpendicular to the weld line. This will minimize the effect of the tempered HAZ on overall weld properties. Limit property degradation by using low heat input, highly alloyed DP steels or steels with low martensite volume fractions. Minimize weld width, in the case of laser welds, and the HAZ width to reinforce the areas with neighboring material. Weld on prestrained material to increase the yield strength of the tempered HAZ. Ensure that the joint is loaded so that the failure occurs through the most favorable are of the weldment, with the best properties.
Finally, loads should be transferred through the welds so that failure occurs either in base material or the tempered HAZ. The mechanical properties of both of these areas may be known and controlled, unlike that of the boundary between the fusion zone and HAZ, which is highly martensitic. However, to ensure failure occurs in these two zones part rotation must be minimized. This may be done by both designing the weldment to resist rotation at the joint and by welding using the lowest possible heat input. Minimizing heat input will maximize the strength of the fusion/zone HAZ boundary and move the centre of rotation away from the fusion zone/HAZ boundary.
References
Conclusions
[1] “Proposed Rulemaking To Establish Light-Duty Vehicle Greenhouse Gas Emission Standards and Corporate Average Fuel Economy Standards” Federal Register, Vol. 74, No. 186 (2009), pp. 49454–49789. [2] Gan, Wei, Babu, S.S., Kapustka, Nick, Wagoner, Robert, H., “Microstructural Effects on the Springback of Advanced High-Strength Steel”, Metall. Mater. Trans. A, Vol. 37A, No. 11 (2006), pp. 3221-3231. [3] Davies, R.G., “Influence of Martensite Composition and Content on the Properties of Dual Phase Steels”, Metall. Trans. A, Vol. 9A, No. 5 (1798), pp. 671-679. [4] Biro, E., McDermid, J.R., Embury, J.D., and Zhou, Y., “Softening Kinetics in the Subcritical Heat-Affected Zone of Dual-Phase Steel Welds”, Metall. Trans. A, Vol. 41A, No. 9 (2010), pp. 2348-2356. [5] Biro, E. and Lee, A. “Welded Properties of Various DP600 Chemistries”, Sheet Metal Welding Conference XI, Sterling Heights, MI, May 2004, paper 5-2. [6] Yamauchi, N., Taka, T., Kunishige, K., and Nagao, N., “Softening Behavior in Heat Affected Zone of Flash Butt Welded Hot Rolled Dual Phase Steel (HSLA Having Low Yield Ratio – VII)”, T. Iron Steel I. Jpn., Vol. 22, No. 4 (1982), pp. B-107. [7] Biro, E., and Lee, A., “Tensile Properties of GleebleSimulated HAZ from Various Dual-Phase Steels”, Sheet
DP steels are one of the families of AHSS being adopted by the automotive industry to decrease vehicle weight while improving part strength. DP steels get their high strength from its ferritic/martenstic microstructure; however, manufacturing this microstructure often requires a high level of alloying addition. This combination of a partially martensitic microstructure and high alloying additions lead to two general issues during welding: HAZ softening in the tempered HAZ and the formation of hard phases in the transformed areas of the HAZ. When DP steels are laser welded, weld properties are affected by both the formation of hard weld lines and HAZ softening. The hard weld decreases weld ductility when the welds are loaded parallel to the weld and HAZ softening decreases LWB elongation when welds are loaded perpendicular to the weld. All GMA welds in DP steels show severe HAZ softening, although weld failure location does not necessary occur in the tempered HAZ. If it is impossible to design the weldment to maximize loading in the base material, it is preferable to ensure that the highest stress occur in the tempered HAZ. Failure strength of the tempered HAZ is more consistent and 206
Metal Welding Conference XII, Livonia, MI, May 2006, paper 7-1. [8] Kamp, A., Celotto, S., and D.N. Hanlon, “Effects of Tempering on the Mechanical Properties of High Strength Dual-Phase Steels”, Mater. Sci. Eng. A., Vol. 538 (2012), pp. 35-41. [9] Panda, S.K., Baltazar Hernandez, V.H., Kuntz, M.L., and Zhou, Y., “Formability Analysis of Diode-Laser-Welded Tailor Welded Blanks of Advanced High Strength Steel Sheets”, Metall. Mater. Trans. A., Vol. 40A, No. 8 (2009), pp. 1955-1967. [10] Baltazar Hernandez, V.H., Panda, S.K., Kuntz, M.L., and Zhou, Y., “Nanoidentation and Microstructure Analysis of Resistance Spot Welded Dual Phase Steel”, Mater Lett, Vol. 64, No. 2 (2010), pp. 207-210. [11] Xie, M., Biro, E., Tian, Z., and Zhou, Y. “Effects of Heat Input and Martensite on HAZ Softening in Laser Welding of Dual Phase Steels”, ISIJ Int., Vol. 48, No. 6 (2008), pp. 809-814. [12] Baltazar Hernandez, V.H., Panda, Okita, Y., and Zhou, Y., “A Study on Heat Affected Zone Softening in Resistance Spot Welded Dual Phase Steels by Nanoindentation”, J. Mater. Sci., Vol. 45, No. 6 (2010), pp. 1638-1647. [13] Gould, J.E., Khurana, S.P., and Li, T. “Predictions of Microstructures when Welding Automotive Advanced High-Strength Steels”, Weld J., Vol. 55, No. 5 (2006), pp. 111s-116s. [14] Kang, C-Y., Han, T-K., Lee, B-K., Kim, J-K., “Characteristics of Nd:YAG Laser Welded 600MPa Grade TRIP and DP Steels”, Mater Sci Forum, Vol. 539543 (2007), pp. 3967-3972. [15] Xia, M., Sreenivasan, N., Lawson, S., Zhou, Y., Tian, Z., “A Comparative Study of Formability of Diode Laser Welds in DP980 and HSLA Steels”, Trans. ASME: J. Eng. Mater. Technol., Vol. 129 (2007), pp. 446-452. [16] Ono, M., Yoshitake, A., Ohmura, M., “Laser Weldability of High Strength Steel Sheets in Fabrication of Tailor Welded Blanks”, NKK Technical Review, No. 86 (2002), pp. 13-18. [17] Sreenivasan, N., Xia, M., Lawson, S., and Zhou, Y., “Effect on Laser Welding on Formability of DP980 Steel”, J Eng Mater-T ASME., Vol. 130, No. 4 (2008), pp. 041004-1 to 041004-9. [18] Panda, S.K., Sreenivasan, N., Kuntz, M.L., Zhou, Y., “Numerical Simulation and Experimental Results of Tensile Test Behavior of Laser Butt Welded DP980 Steels”, J Eng Mater-T ASME., Vol. 130, No. 4 (2008), pp. 041003-1 to 041003-9. [19] Biro, E., Jiang, C., Lyttle, K. “Correlation between Failure Location and Tensile Strength of AHSS GMAW Lap Joints”, Sheet Metal Welding Conference XIII, Livonia, MI, May 2008, paper 6-2. [20] Yan, B., Lalam, S.H., and Zhu, H., “Perfomance Evaluation of GMAW Welds for Four Advanced High Strength Steels”, 2005 SAE World Congress, Detroit, MI, April 2005, paper 2005-01-0904.
[21] Burns, T., Weldability of a Dual-Phase Sheet Steel by the Gas Metal Arc Welding Process, Thesis, University of Waterloo (Waterloo, 2009). [22] Oliver, C., Bowers, R.J., and Green, D., “Dual Phase Steel Characterisation for Tube Bending and Hydroforming Applications”, Mater. Sci. Forum, Vols. 706-709 (2012), pp. 2066-2071. [23] Aberdrabbo, N., Mayer, R., Thompson, A., Salisbury, C., Worswick, M., van Riemsdijk, I., “Crash Response of Advanced High-Strength Steel Tubes: Experiment and Model”, Int. J. Impact. Eng., Vol. 36, No. 8 (2009), pp. 1044-1057.
207