Effect of TRT process on GFA, mechanical properties and microstructure of Zr-based bulk metallic glass Guang-qiao LIU1, Sheng-zhong KOU1, 2, Chun-yan LI1, Yan-chun ZHAO1, Hong-li SUO2
1. State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials, Lanzhou University of Technology, Lanzhou 730050, China; 2. The Key Laboratory of Advanced Functional Materials (Ministry of Education), Beijing University of Technology, Beijing 100022, China Received 14 October 2010; accepted 23 December 2010 Abstract: Series of rod samples of Zr55Al10Ni5Cu30 alloy were prepared by magnetic suspend melting and copper mold suction casting method. The effect of thermal rate treatment (TRT) process on glass forming ability (GFA), mechanical properties and microstructure of Zr-based bulk metallic glass were investigated. It shows that GAF, mechanical properties and microstructure of as-cast Zr55Al10Ni5Cu30 BMGs alloy to a large extent is related to TRT process. GFA and thermal stability of as-cast Zr55Al10Ni5Cu30 alloy increase when overheating temperature increases. Supercooled liquid region ΔTx and parameter γ increase from 73 K to 89 K, from 0.413 to 0.417, respectively, when casting voltage increases from 7 kV to 10 kV. And a threshold overheating temperature is found for the fully amorphous structure, below which it may have an intersection with the crystallization position. It is found that the compressive strength increases and the compressive plasticity slightly decreases when overheating temperature increases. However, the compressive strength and the compressive plasticity simultaneously increase to 1.91 MPa and 2% when casting voltage increases to10 kV. Key words: bulk metallic glass; glass forming ability (GFA); mechanical properties; thermal rate treatment (TRT) process; microstructure
1 Introduction Since the first synthesis of an amorphous phase in the Au-Si system by a rapid solidification technique in 1960 [1], Amorphous alloys or metallic glasses have attached much attention for their excellent properties such as high strength, high hardness and excellent impact resistance, which are important qualities for engineering and structural materials [2−7]. Among these, Zr-based BMGs have been drawing extensive attention because of their high glass forming ability (GFA), as well as their outstanding properties. In multicomponent systems, GFA can be simply viewed as the resistance to the precipitation of crystalline phases from undercooled liquids [8−9]. Therefore, the fabrication of monolithic amorphous alloy is still under the fundamental principle of suppressing the precipitation of crystalline phases in as-cast samples. In practice, except both major alloying elements and minor alloying additions affect the
crystallization process in BMGs, preparation process and solidification conditions have an important effects on mechanical properties of BMGs. Apparently, it is necessary to understand the effects of solidification process. Recently, it was reported that the compressive plasticity of BMGs depended largely on the fabrication processes [10−13]. Mechanical properties could be improved to some extent by controlling solidification condition which is attributed to the homogeneous distribution of nanocrystals in amorphous matrix. Therefore, controlling solidification process is not only an effective way to improve properties of BMGs, but also instructive to BMGs’s engineering application. The so-called thermal rate treatment (TRT) [14−15] of alloy melt is such a technology that the melt is first superheated to a very high temperature, usually more than 300 °C above its liquidus, keeping the temperature for several minutes, and then cooled quickly to a pouring temperature prior to pouring. By thermal rate treatment technology [15] at 875 °C, the structure of an Al-13%Si
Foundation item: Project(50371016) support by the National Natural Science Foundation of China; Project(50611130629) supported by the Funds for International Cooperation and Exchange of the National Natural Science Foundation of China Corresponding author: Tel: +86-931-2973942; Fax: +86-931-2806962; E-mail:
[email protected],
[email protected]
54
Guang-qiao LIU, et al/Progress in Natural Science: Materials International 21(2011) 53−58
(mass fraction) alloy is modified without any addition of modifying elements. With increasing the temperature up to 775 °C, the atomic density and the coordination number of the alloy increase slowly. NOVAK et al [16] studied the Fe83.4B16.6 glassy alloy in detail and found that the coercivity, Hc, decreased with increasing melt temperature. With the increase of the melt temperature, it was reported [17] that the Hc of a Fe40Ni40B20 alloy increases, the remnant induction Br decreases slightly and the maximum permeability μmax decreases substantially. Experiments with Fe100−xBx, Pd100−xSix, Ti45Cu45Ni10 and Ti48.5Cu45Ni5Si1.5 alloys had proved that the elevation of the melt temperature at the same quenching rates reduces density, increases the coefficient of thermal expansion and electrical resistance and decreases the thermal coefficient of the resistance [18]. BIAN et al [19] reported that the amorphous ribbon of the Al85Ni10Ce5 alloy with a thickness of 300 μm was obtained using a single-roller melt spinning technique by the thermal rate treatment, while that of 50 μm was obtained under conventional melt superheating condition. However, afore mentioned work mainly focused on the alloys with low GFA and small sample size of several hundreds micrometer. The effects of solidification conditions on properties of BMGs are significant because small-size samples contain a large amount of free volume, which favors the nucleation of shear bands and compressive plasticity [20−22]. Investigating the effects of thermal-rate treatment on properties of large size sample is seldom reported. In this paper, the processing parameters during the solidification of molten alloys were strictly controlled. The effects of thermal rate process on GFA, mechanical properties and microstructure of 3 mm-diameter rods of Zr55Al10Ni5Cu30 bulk metallic glass were discussed.
2 Experimental Multicomponent alloy ingots with nominal compositions of Zr55Al10Ni5Cu30 were prepared from pure elemental Zr, Cu, Al and Ni of 99.9% (mass fraction) purity by suspend melting under an argon atmosphere using a water-cooled copper mold. The master alloy was remelted three times in order to obtain chemical homogeneity. Four bulk cylindrical rods with diameters of 3 mm were fabricated by copper mold suction casting at different casting voltage holding for 2 min, respectively. The amorphous structure of the sample was identified by X-ray diffraction with Cu Kα radiation (Rigaku D/MAX−2400X diffractometer, diffraction range of 20º−80º); and thermal stability associated with glass transition, supercooled liquid region and crystallization was examined by differential scanning
calorimetry (DSC) at a constant heating rate of 20 K/min in a flowing argon. The cross-section of as-cast rods and fracture surface were examined by scanning electron microscopy (SEM) on a JEOL JSM−6700 machine, mechanical properties performed on the domestic WDW−100D test machine at room temperature under quasi-static loading conditions (strain rate 8.3×10−4 s−1), the samples for compression test were with a size of 3 mm in diameter and 6 mm in length.
3 Results and discussion Fig.1 shows XRD patterns of as-cast Zr55Al10Ni5Cu30 rods fabricated at different casting voltages.
Fig.1 X-ray diffraction patterns of as-cast Zr55Al10Ni5Cu30 samples fabricated at different casting voltage
As the samples cooled by casting voltages of 7, 8, 9 and 10 kV, respectively, it can be seen that the XRD patterns consist of only one broad diffuse peak between diffraction angles 30° and 45°, with no apparent crystalline phase corresponding to the sharp crystallization peak, indicating that all of four samples are in the amorphous structures. However, as the casting voltages are 7 kV, 8 kV, though they show broad diffuse backgrounds, but the amorphous diffuse peaks are sharp, the amorphous diffuse peak of 7 kV is sharper than that of 8 kV, showing that it has the trend of further crystallization, and the trend of further crystallization of 7 kV is more obvious. Thus, the threshold overheating temperature for fully amorphous structure of Zr55Al10Ni5Cu30 is at least 7 kV, below which it may have an intersection with the crystallization position. Investigations of the temperature properties and short range order of the melts [23] have shown that their microheterogeneous states are metastable or nonequilibrium rather than thermodynamically stable. The initial heterogeneity of the melt inherited from its pre-history (e.g. melting a heterogeneous ingot with
Guang-qiao LIU, et al/Progress in Natural Science: Materials International 21(2011) 53−58
eutectics and primary crystals, heating a stratified melt above its immiscibility gap, mixing the components at the temperature slightly above liquidus or immiscibility domain, etc.) is responsible for the appearance of microheterogeneity. The characteristic lifetime of the metastable state at low overheating above liquidus (10−50 K) ranges from 1 to 10 h. The microheterogeneous melt, heated above the temperature specific to each composition, transforms irreversibly to the true solution. Thus, a threshold overheating temperature is found for the amorphous alloys, above which there is a drastic increase in the undercooling level and the crystallization times [24]. If the liquid is cooled from a temperature below the threshold overheating temperature the heterogeneous sites are never dissolved and induce the static heterogeneous nucleation in crystallization process [25−27]. As the casting voltages are 9 kV, 10 kV, the amorphous diffuse peaks are wide, indicating that the structures of samples are closer to the pure non-crystalline. At these overheating temperatures, some impurities and high melting point materials are melted, some of short program structures of hereditary are destroyed, that is to say, the melt has been purified to some extent [28]. Clearly, TRT process can purify the melt and reduce its quenched nuclei, the melt is becoming very homogeneous. Therefore, GFA of Zr-based bulk metallic glass is increased. Fig.2 shows the DSC curves of as-cast Zr55Al10Ni5Cu30 samples fabricated at casting voltages of 7, 8, 9 and 10 kV, respectively. When heating rate was 20 K/min and protective atmosphere was argon, characteristic thermodynamic temperature was measured by tangent method. As listed in Table 1, the glass transition temperature (Tg), crystallization temperature (Tx), liquidus temperature (Tl), solidus temperature (Tm), together with supercooled liquid region, ΔT=Tx−Tg, and reduced glass transition temperature Trg=Tg/Tl, parameter γ=Tx/(Tg+Tl) are summmerized.
55
Table 1 Thermodynamic parameters of as-cast Zr55Al10Ni5Cu30 samples fabricated at different casting voltages Casting T /K voltage/kV g
Tx/K
∆Tx/K
Tm/K
Tl/K
γ
7
683
756
73
1 101
1 147
0.413
8
671
754
83
1 101
1 147
0.415
9
673
758
85
1 103
1 147
0.416
10
667
756
89
1 104
1 145
0.417
As can be seen from Fig.2 and Table 1 that Tg and Tl decrease as the casting voltages are raised from 7 kV to 10 kV, whereas Tx exhibits an unclear trend. ΔTx and Trg increase from 73 to 89 and 0.413 to 0.417, respectively. That is, higher overheating enhances the thermal stability of bulk amorphous alloys. As aforementioned, the heterogeneous effects are suppressed effectively at large overheat levels. Furthermore, the viscosity decreases and homogenized structure of master alloy forms in the molten state, which is beneficial to improve the thermal stability [29]. In order to evaluate the mechanical properties of these samples, we carried out quasi-static compression experiments, which were done on the samples with diameter of 3 mm at strain rate of 8.3×10−4 s−1. Fig.3 shows the compressive properties of as-cast Zr55Al10Ni5Cu30 samples fabricated at different casting voltages. Their mechanical properties are summarized in Table 2.
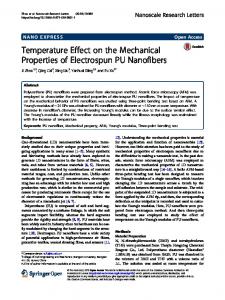
Fig.3 Compressive properties of as-cast Zr55Al10Ni5Cu30 samples fabricated at different casting voltages
Fig.2 DSC curves of as-cast Zr55Al10Ni5Cu30 samples fabricated at different casting voltages
It is seen that samples at casting voltages of 7, 8, 9 kV undergo a large amount of elastic deformation, followed by a small amount of plastic deformation with negligible work-hardening. Sample at casting voltage of 10 kV shows a stage of serrated flow with plastic strain of 2.00% before fracture. This serrated characteristic indicates simultaneous operation of multiple shear bands in contrast to a discrete shear band nucleation. Also the
Guang-qiao LIU, et al/Progress in Natural Science: Materials International 21(2011) 53−58
56
fracture stress is higher than other three samples, approximately 1.91 GPa. Fig.4 shows compressive fracture strength and Table 2 Compressive mechanical property parameters of Zr55Al10Ni5Cu30 samples fabricated at different casting voltage Casting voltage/kV
Compressive fracture strength, σc,f/GPa
Plastic strain, εp/%
7
1.65
0.56
8
1.74
0.42
9
1.75
0.16
10
1.91
2.00
Fig.4 Compressive fracture strength and plastic strain dependence of 3 mm-diameter as-cast Zr55Al10Ni5Cu30 samples with casting voltages
plastic strain dependence of casting voltages for 3 mmdiameter as-cast Zr55Al10Ni5Cu30samples. Clearly, the compressive fracture strength increases as the casting voltage increase from 7 kV to 10 kV and reaches the maximum values of 1.91 GPa at casting voltage of 10 kV. Whereas, the plastic strain slightly decreases from 0.56% to 0.16% as the casting voltage is from 7 kV to 9 kV, and dramatic increases to 2.00% at 10 kV. That is to say, higher overheated temperature improves the compressive fracture strength and plastic strain of bulk amorphous alloys. Fig.5 shows the fracture morphologies of d3 mmdiameter as-cast Zr55Al10Ni5Cu30 samples prepared at different casting voltages. As can be seen that the typical fracture morphology of full bulk amorphous alloy is shown in Figs.5(a) and (b), which is a typical characteristic of fracture feature with well-developed vein patterns. The local melting and the softened alloy, which look like liquid droplets, can also be observed on the fracture surface. And there are some little area, irregular smooth featureless zones distributing in Fig.5(a). There are large areas of smooth featureless zones and scattered vein patterns in Fig.5(c), and the vein patterns are shallow. Fig.4(d) shows that it is made up of visible smooth featureless zones and veins zones, smooth featureless zones are very wide and have obvious signs of flow which connected with the veins, meanwhile, there is no “droplet”. This is consistent with the good plastic deformation at the casting voltage of 10 kV. Based on aforementioned results, it is clear that
Fig.5 Fracture morphologies of 3 mm-diameter as-cast Zr55Al10Ni5Cu30 samples under casting voltages: (a) 7 kV; (b) 8 kV; (c) 9 kV; (d) 10 kV
Guang-qiao LIU, et al/Progress in Natural Science: Materials International 21(2011) 53−58
mechanical properties of Zr55Al10Ni5Cu30 alloy to a large extent is related to TRT process. COHEN et al [30−31] proposed that the quantity of excess quenched-in free volume is determined by the cooling rate when glass-forming materials cooled from liquid state. A faster cooling rate means that atoms hardly have enough time to move to their local ordered equilibrium positions, thereby disordered packing structure and more free volume form during the cooling from the melt. But more atoms have enough time to move to their local ordered equilibrium positions when glass-forming material is cooled from the high overheating temperature at the same cooling rate. That is, highly dense random packed microstructure and less free volume form during cooling from the high overheating temperature at the same cooling rate [32]. Even a tiny change in the free volume could induce a dramatic effect on flow behavior. Since free volume is needed to allow metallic glasses to deform, a reduction in free volume hinders plastic deformation [33−34]. Different research groups worked on the effects of casting temperature on mechanical properties, and reported that low casting temperature usually improves to different extent compressive plasticity of amorphous alloys [10−11]. Thus, the sample cooled at higher casting voltages may exhibit higher fracture strength, while sacrificing compressive plasticity. At casting voltages from 7 kV to 9 kV, the variation tendency of fracture strength is accordant with the conjecture; Whereas the compressive plasticity exhibits a different trend. This is due to the different residual stresses in the bulk amorphous alloys. AYDINER et al [35] reported that high stresses can be attained in metallic glasses due to thermal tempering compression, which is about −300 MPa on the surface balanced by tension of 150 MPa in the middle. Moreover, higher overheated temperature induces large temperature gradients, then induces higher thermal residual stresses under the same cooling conditions. Such residual stresses will superimpose on any applied stress, potentially affecting the fracture and compressive plasticity. Such a stress state is known to be highly beneficial in silicate glasses as their strength and toughness are improved by the compressive surface stress that inhibits crack propagation. That is, higher residual stress forms on the sample cooled at higher casting voltage, thus resulting in increase of the fracture strength and slightly decrease of compressive plasticity. Based on the results of the present study, it is clear that the mechanical properties of bulk metallic glasses fabricated by different overheating temperature are determined by the interaction of the free volume and residual stresses. By reducing the free volume, one can enhance fracture strength, while sacrifice compressive plasticity. However, both the fracture strength and
57
compressive plasticity can be enhanced by controlling the residual stresses. Thus, bulk amorphous alloys exhibit good compressive plasticity at high overheating temperature. And as the casting voltages are 7, 8, 9 kV, the residual stresses show more less effect on the fracture strength and compressive plasticity, whereas free volume has more influence. As the casting voltage was 10 kV, the residual stresses show more effect on the fracture strength and compressive plasticity than free volume. Thus, careful control of free volume and residual stresses can potentially be used to improve the overall properties of bulk metallic glasses and obtain desired characteristics [26]. Finally, in TRT process through a change of casting voltage, mechanical properties of BMGs can be tailored.
4 Conclusions 1) Based on a study of GAF, mechanical properties and microstructure of Zr55Al10Ni5Cu30 bulk metallic glasses fabricated by different overheating temperature, with specific attention paid to the effects of free volume and residual stresses variations, the effect of TRT process were found. 2) GAF, mechanical properties and microstructure of as-cast Zr55Al10Ni5Cu30 BMGs alloy to a large extent are related to TRT process. GFA and thermal stability increase when overheating temperature increases. Supercooled liquid region ΔTx and parameter γ increase from 73 K to 89 K, from 0.413 to 0.417, respectively, as casting voltage increases from 7 kV to 10 kV. Also, higher overheating temperature improves the fracture strength, while slightly sacrificing compressive plasticity. However, the compressive strength and the compressive plasticity simultaneously increase to 1.91 MPa and 2% when casting voltage increases to 10 kV. Residual stresses made severe effect on the samples cooled by higher overheating temperatures, resulting in increase of the fracture strength and compressive plasticity. Whereas free volume of samples fabricated by lower overheating temperatures, has greater influence upon mechanical behaviors, causing a decrease of fracture strength and a slightly increase of compressive plasticity. Finally, mechanical properties of BMGs could be tailored by controlling overheating temperature in certain extent.
References [1] [2] [3] [4]
KLEMENT W, WILLENS R H, DUWEZ P. Non-crystalline structure in solidified gold-silicon alloys [J]. Nature, 1960, 187(9): 869−870. JOHNSON W L. Bulk glass-forming metallic alloys [J]. Science and Technology Mat Res Bull, 1999, 24(10): 42−56. WANG W H, DONG C, SHEK H. Bulk metallic glasses [J]. Mater Sci Eng R, 2004, 44: 45−89. ASHBY M F, GREER A L. Metallic glasses as structural materials
58 [5] [6] [7] [8]
[9]
[10]
[11]
[12]
[13]
[14] [15]
[16]
[17]
[18]
[19]
Guang-qiao LIU, et al/Progress in Natural Science: Materials International 21(2011) 53−58 [J]. Scripta Mater, 2006, 54: 321−326. GREER A L, MA E. Bulk metallic glasses: At the cutting edge of metals research [J]. MRS Bull, 2007, 32: 611−615. TELFORD M. The case for bulk metallic glass [J]. Mater Today, 2004, 7: 36−43. INOUE A. Stabilization of metallic supercooled liquid and bulk amorphous alloys [J]. Acta Mater, 2000, 48: 279−285. ECKERT J, MATTERN N, ZINKEVITCH M, SEIDEL M. Crystallization behavior and phase formation in Zr-Al-Cu-Ni metallic glass containing oxygen [J]. Materials Transactions, JIM, 1998, 39(6): 623−632. GEBERT A, ECKERT J, SCHULTZ L. Thermal analysis of the effect of oxygen contamination on undercooling of Zr-Al-Ni-Cu, Cu-Zr-Ti and Cu-Ni-Zr-Ti metallic glasses [J]. Acta Mater, 1998, 46(15): 5475−5482. ZHU Z W, ZHENG S J, ZHANG H F, DING B Z, HU Z Q, LIAW P K, WANG Y D, REN Y. Plasticity of bulk metallic glasses improved by controlling the solidification condition [J]. Mater Res, 2008, 23: 941−948. OHKUBO T, NAGAHAMA D, MUKAI T, HONO K. Stress—strain behaviors of Ti-based bulk metallic glass and their nanostructures [J]. Mater Res, 2007, 22: 1406−1413. MONDAL K, OHKUBO T, MUKAI T, HONO K. Glass forming ability and mechanical properties of quinary Zr-based bulk metallic glasses [J]. Mater Trans, 2007, 48: 1322−1326. MONDAL K, OHKUBO T, TOYAMA T, NAGAI Y, HASEGAWA M, HONO K. Effects of nanocrystallization and free volume on the plasticity of Zr-based metallic glasses [J]. Acta Mater, 2008, 56: 5329−5339. BIAN X, MA J, CHIN J. Liquid structural transition of Al-Si alloy [J]. Mech Eng, 1992, 5(3): 176−182. BIAN Xiu-fang, WANG Wei-min. Thermal-rate treatment and structure transformation of Al-13 wt.% Si alloy melt [J]. Mater Lett, 2000, 44: 54−58. NOVAK L, POTOCKY L, LOVAS A, KISDI-KOSZO E, TAKACS J. Influence of the melt overheating and the cooling rate on the magnetic properties of Fe83.4B16.6 amorphous alloys [J]. J Magn Magn Mater, 1980, 19: 149. TAKAYAMA S, OI T. The effects of processing conditions on magnetic properties of amorphous alloys [J]. Appl Phys, 1979, 50: 1595. MANOV V P, POPEL S I, BULER P I, MANUKHIN A B, KOMLEV D G. The influence of quenching temperature on the structure and properties of amorphous alloys [J]. Mater Sci Eng A, 1991, 133: 535−540. BIAN Xiu-fang, SUN Ming-hua. Thermal-rate treatment and critical thickness for formation of amorphous Al85Ni10Ce5 alloy [J]. Mater Lett, 2003, 57: 2460−2465.
[20]
[21]
[22] [23]
[24]
[25] [26]
[27]
[28]
[29]
[30] [31] [32]
[33]
[34]
[35]
JIANG W H, LIU F X, WANG Y D, ZHANG H F, CHOO H, LIAW P K. Comparison of mechanical behavior between bulk and ribbon Cu-based metallic glasses [J]. Mater Sci Eng A, 2006, 430: 350−354. LIU Y, BEI H, LIU C T, GEORGE E P. Cooling-rate induced softening in a Zr50Cu50 bulk metallic glass [J]. Appl Phys Lett, 2007, 90: 071909. HUANG Y J, SHEN J, SUN J F. Bulk metallic glasses: Smaller is softer [J]. Appl Phys Lett, 2007, 90: 081919. POPEL P S, CHIKOVA O A, MATVEEV V M. Metastable colloidal states of liquid metallic solutions [J]. High Temp Mater Proc, 1995, 4(4): 219−233. MUKHERJEE S, ZHOU Z, SCHROERS J, JOHNSON W L, RHIM W K. Overheating threshold and its effect on time-temperaturetransformation diagrams of zirconium based bulk metallic glasses [J]. Appl Phys Lett, 2004, 84: 5010−5012. DREHMAN A J, GREER A L. Kinetics of crystal nucleation and growth in Pd40Ni40P20 glass [J]. Acta Metall, 1984, 32: 323−332. NISHIYAMA N, INOUE A. Supercooling investigation and critical cooling rate for glass formation in Pd-Cu-Ni-P alloy [J]. Acta Mater, 1999, 47: 1487−1495. SHEN T D, SCHWARZ R B. Bulk ferromagnetic glasses prepared by flux melting and water quenching [J]. Appl Phys Lett, 1999, 75: 49−51. YUAN Xiao-gang, LI Hua-bing, LIU Feng, CHEN Jiong-hua. Effect of melt superheating treatment on microstructure and properties of Zn-Al alloy system and ZAS35 alloy [J]. Metal Heat Treatment, 2004, 29(10): 40−43. SCHROERS J, WU Y, JOHNSON W L. Heterogeneous influences on the crystallization of Pd43Ni10Cu27P20 [J]. Philos Mag A, 2002, 82(6): 1207−1217. COHEN M H, TURNBULL D. Molecular transport in liquids and glasses [J]. Chem Phys, 1959, 31: 1164−1169. TURNBULL D, COHEN M H, CHEM J. On the free-volume model of the liquid-glass transition [J]. Phys, 1970, 52: 3038−3041. JIANG W H, LIU F X, WANG Y D, ZHANG H F, CHOO H , LIAW P K. Comparison of mechanical behave between bulk and ribbon Cu-based metallic glasses [J]. Mater Sci Eng A, 2006, 430(1−2): 350−354. WU T W, SPAEPEN F T. The relation between embrittlement and structural relaxation of an amorphous metal [J]. Philos Mag B, 1990, 61: 739−750. LAUNEY M E, BUSCH R, KRUZIC J J. Effect of free volume changes and residual stresses on the fatigue and fracture behavior of a Zr-Ti-Ni-Cu-Be bulk metallic glass [J]. Acta Mater, 2008, 56: 500−510. AYDINER C C, ÜSTÜNDAG E. Residual stresses in a bulk metallic glass cylinder induced by thermal tempering [J]. Mechanics of Materials, 2005, 37: 201−212.