Mar 25, 2012 - The recrystallization behaviors of Feâ15Cr ODS ferritic steels underwent two different processing routes were compared; (a) 1st 70% cold.
Materials Transactions, Vol. 53, No. 4 (2012) pp. 652 to 657
© 2012 The Japan Institute of Metals
Effects of Two-Step Cold Rolling on Recrystallization Behaviors in ODS Ferritic Steel Bin Leng1,+, Shigeharu Ukai1, Takeshi Narita1,+, Yoshito Sugino1,+, Qingxin Tang1,+, Naoko Oono1, Shigenari Hayashi1, Farong Wan2, Satoshi Ohtsuka3 and Takeji Kaito3 1
Material Science and Engineering, Faculty of Engineering, Hokkaido University, Sapporo 060-8626, Japan School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, P. R. China 3 Advanced Nuclear System Research and Development Directorate, Japan Atomic Energy Agency, Oarai, Ibaraki 311-1393, Japan 2
The recrystallization behaviors of Fe15Cr ODS ferritic steels underwent two different processing routes were compared; (a) 1st 70% cold rolling + intermediate annealing, (b) 1st 70% cold rolling + intermediate annealing at 1100°C to make a recrystallization structure +2nd 70% cold rolling + final annealing. Hardness and texture changes during rolling and isochronal annealing were investigated. Results show that the recrystallization temperature of 70% cold rolled specimen is 950°C and the recrystallization texture is f111gh112i. On the contrary, in the case of specimen which was cold rolled for two times, the recrystallization temperature increases to 1100°C, and the recrystallization texture changes to f111gh110i. These changes are ascribed to the different routes of crystalline rotation during 1st and 2nd cold rolling, which produce different cold rolling texture. Higher f100gh110i content induced by 2nd cold rolling after intermediate recrystallization which has low stored energy increases the recrystallization temperature. And the difference in texture intensity along £ fibre after 1st and 2nd cold rolling results in different recrystallization texture. [doi:10.2320/matertrans.M2011301] (Received September 29, 2011; Accepted January 23, 2012; Published March 25, 2012) Keywords: oxide-dispersion-strengthened (ODS) ferritic steel, multiple cold rolling, intermediate annealing, crystalline rotation
1.
Introduction
Oxide-dispersion-strengthened (ODS) ferritic steels are considered to be promising candidates for cladding tubes in advanced fast reactors due to their excellent radiation resistance and better creep strength.13) During the manufacturing process of ODS cladding tubes, cold rolling is a necessary step to acquire the final thickness. Nevertheless, the severe work hardening effect makes it impossible to directly get high reduction by one time cold rolling. Therefore, a process containing several cold rolling and intermediate annealing to soften the materials is usually adopted,4,5) during which the microstructure of the materials are severely affected and different types of texture are produced. Analyses of the changes of microstructure and texture during cold rolling and annealing are essential for optimizing the fabrication procedure in order to obtain the materials with high performances. Till now, only a few works concerning recrystallization behaviors of cold rolled ODS ferritic steels have been reported.610) Furthermore, all these works contain only one time cold rolling, so the effects of multiple cold rolling and intermediate annealing are still unknown. Therefore, an experiment with two cold rolling and an intermediate annealing is reported here to investigate the effects of twostep cold rolling on recrystallization behaviors in cold rolled ODS ferritic steel. 2.
Experimental Procedure
An ODS ferritic steel with the composition of Fe15Cr 0.03C2W0.3Y2O3 (mass%) was produced by mechanically alloying a mixture of metal and yttria powders using a high energy ball mill. The resultant powder was subsequently +
Graduate Student, Hokkaido University
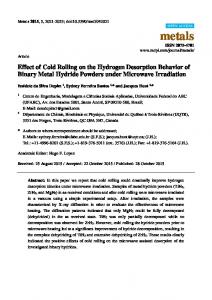
consolidated by hot extrusion and forging at 1150°C to make a 25 mm diameter bar. The steel bar was then annealed at 1150°C for 1 h. A plate in the size of 4 mm © 15 mm © 20 mm was cut from the center of the bar for cold rolling and the rolling direction was parallel to the extrusion direction. Figure 1 shows the processing routes of the ODS plate: after 1st 70% cold rolling, the plate was equally divided into two parts, A and B. Part A was cut into small specimens for the isochronal annealing experiment at different temperatures in air for 0.5 h to investigate the recrystallization behaviors during intermediate annealing. Part B was at first annealed at 1100°C for 0.5 h (intermediate annealing), after which the material should be fully recrystallized according to annealing experimental results of part A, then underwent 2nd cold rolling with 70% reduction. After that, part B was also cut into small specimens and isochronal annealed at different temperatures in air for 0.5 h for final annealing experiment. A Shimadzu HVM-2 micro hardness tester was used to measure the hardness of as-cold-rolled and annealed specimens, where the load was 4.9 N and 5 points were measured for each specimen. A JOEL JSM-6500 FE-SEM with EBSD system was used to observe the microstructure and to analyze texture of specimens. Texture intensity was described by orientation distribution functions (ODF), which was calculated by the series expansion method using TSL OIM analysis software, and orientations were expressed in form of Euler angles (¤1, ¯, ¤2) in ODF figures. All the hardness and texture analyses were taken at the surface of rolling plane (ND) of the specimens. 3.
Results
3.1 1st cold rolling Figure 2 shows the change of texture induced by 1st cold rolling, the numbers in ODF figure means the intensity of each contour line. For example in Fig. 2 ODF of hot-
Effects of Two-Step Cold Rolling on Recrystallization Behaviors in ODS Ferritic Steel
Hot extrusion at 1150°C
Annealing at
653
Mechanical Alloying
1150°C for 1h
Fig. 1 Experimental procedure.
Hot Extrusion ϕ1
0°
90°
ϕ1
0°
3 7
1
Φ
1st Cold Rolling 5
7 9
4 7
2 4
Φ
2 3 5
90°
4
1
10
3 7
2 4
5
{100}
7
{112} {111} Max 10.2
Max 11.2 90°
α fibre
90°
α fibre
{011}
γ fibre
Fig. 2 Texture change by 1st 70% cold rolling after hot extrusion [¤2 = 45° section of ODF (Orientation distribution function)].
extrusion, the number 7 in the left hand side line means that all the orientation inside this line have texture intensity 7 times stronger than random orientations, and “max 11.2” means the maximum texture intensity in that figure is 11.2 times random. Before 1st cold rolling, the specimen shows homogenous h110i == RD ¡ fibre texture, which is a typical hot extrusion texture. Whereas after 1st cold rolling, the former uniformly distributed ¡ fibre texture converges; orientation with maximum intensity of 10 times random is between f112gh110i and f111gh110i while orientations close to f110gh110i disappear. Besides, f100gh110i has a intensity of 4 times random and a weak £ fibre is also developed. 3.2 Intermediate annealing In this experiment, recrystallization temperature of the specimen is defined as the lowest temperature required to make a 80% recrystallization in area fraction after annealing for 0.5 h. Figure 3 shows the results of 0.5 h isochronal annealing experiment of 70% cold rolled specimens. We can see that, after annealed at 950°C for 0.5 h, area fraction of recrystallized grains is more than 80%, although deformed parts still exists [showed in black color in Fig. 3(b)]. Therefore, we consider the recrystallization temperature of intermediate annealing as 950°C. Besides, We can see from Fig. 3(a) that hardness of specimens annealed at temperature from 950 to 1100°C are very similar, which also indicates that recrystallization almost completed after annealing at 950°C for 0.5 h. Further decrease of hardness after annealing at 1200 and 1300°C are ascribed to the coarsening of oxide particles, which will be discussed in another paper.
Figure 4 shows the texture of specimens after intermediate annealing at different temperature. We can see that the recrystallized specimens have a sharp f111gh112i texture, which is a component of £ fibre; increasing of annealing temperature do not change the texture. In order to make sure that the recrystallization is fully completed meanwhile avoiding particle coarsening, we choose 1100°C as the intermediate annealing temperature before 2nd cold rolling. 3.3 2nd cold rolling To investigate the effect of multiple cold rolling, the specimen intermediately annealed at 1100°C for 0.5 h was again 70% cold rolled. From Fig. 5 we can see that after 2nd cold rolling a partial ¡ fibre especially f100gh110i is developed, while f111gh112i still remains at high intensity. It is worth noting that, although the as-cold-rolled specimens by both 1st and 2nd cold rolling contains partial ¡ fibre and £ fibre, they are quite different; in specimen after 2nd cold rolling, f100gh110i has the maximum intensity of 10 times random and f111gh112i has highest intensity along £ fibre. On the other hand, in specimen just after the 1st cold rolling (Fig. 2), f100gh110i has a low intensity of only 4 times random and component of highest intensity along £ fibre is f111gh110i. 3.4 Final annealing After 2nd cold rolling, specimens were again isochronal annealed at different temperature for 0.5 h to study the recrystallization behaviors during final annealing. Figures 3(a) and 3(c) show that the recrystallization tem-
654
B. Leng et al.
RD TD (b)
(c)
(a)
950 °C
1100°C
Fig. 3 (a) Hardness of specimens annealed at different temperatures for 0.5 h (solid line is intermediate annealing and dash line is final annealing); (b) Microstructure of 950°C intermediate annealed specimen; (c) Microstructure of 1100°C final annealed specimen.
0°
950°C
ϕ1
1100°C 90°
0°
ϕ1
90°
ϕ1
0°
1300°C 90° 1
1
1
Φ
1
3 2 1
Φ
2 3 4 6
1 2 3 4 7
2 3 4 2 3
4
3 4
6 10
Max 10.5 90°
Φ
11 6
7 11 16
Max 17.3
Max 6.2 90°
2 34
90°
γ fibre
{111}
Fig. 4 Recrystallization texture produced by intermediate annealing at different temperature for 0.5 h after 1st cold rolling (¤2 = 45° section of ODF).
perature at final annealing is 1100°C, which is 150°C higher than the recrystallization temperature at intermediate annealing. The texture of specimens after final annealing is showed in Fig. 6. The specimen finally annealed at 950°C remains cold rolling texture similar as the one just after 2nd cold rolling, which demonstrates that recrystallization is retarded compared with intermediate annealing whose recrystallization temperature is 950°C. The specimen annealed at 1300°C exhibits fully recrystallization texture of £ fibre along which f111gh110i has maximum intensity; this is quite different
from the sharp f111gh112i recrystallization texture by intermediate annealing. 4.
Discussion
The results of experiments are summarized in Fig. 7. As the results show, the recrystallization temperature at final annealing is 150°C higher than that at intermediate annealing. This should be attributed to the different rolling texture induced by 1st and 2nd cold rolling. The driving force of recrystallization is the stored strain energy (Ed)
Effects of Two-Step Cold Rolling on Recrystallization Behaviors in ODS Ferritic Steel
Intermediate Annealing at 1100°C for 0.5h ϕ1
0°
2nd Cold Rolling ϕ1
0°
90°
90°
10
5
1
7 10
7
Φ
3 2 1
Φ
655
5
2 3 4 3 4
1 2 2 35 7 75 3
6
{100}
90°
{111}
Max 10.0
Max 6.2
90°
γ fibre
α fibre
γ fibre
Fig. 5 Texture change by 2nd 70% cold rolling after intermediate annealing at 1100°C (¤2 = 45° section of ODF).
950°C 6 5
Φ
1100°C
ϕ1
0°
90°
0°
3 4 56 4
1
6 54
90°
1 2 3
Φ
1
1 3 5 6
5
1
Max 7.3
α fibre
γ fibre
90°
2
4 6 5
4 5 6
0°
ϕ1
1
3
2
90°
Φ
4
1300°C
ϕ1
Max 6.8
1
90°
6
7 6
7
Max 7.4 90°
γ fibre {100}
γ fibre {111}
{111}
Fig. 6 Recrystallization texture produced by final annealing at different temperature for 0.5 h after 2nd cold-rolling (¤2 = 45° section of ODF).
Hot Extrusion
Homogeneous α fibre
Intermediate Annealing at 1100°C γ fibre {111}
Fig. 7
1st 70% Cold Rolling
Intermediate Annealing
Partial α fibre, γ fibre
γ fibre
{111} {112}
{111} Recrystallization temperature is 950°C
2nd 70% Cold Rolling
Final Annealing
Partial α fibre, γ fibre {100} {111}
γ fibre {111} Recrystallization temperature is 1100°C
Schematic showing the evolution of fibre texture and main texture component during processing route.
in deformed grains accumulated during cold rolling, which depends on the orientations of deformed grains. Former researches11,12) show Ed{111} > Ed{112} > Ed{001} for cold rolled ferritic steels, thus f100gh110i deformed grains have low stored energy and are difficult to recrystallize.13) The
intensity of f100gh110i in 2nd and 1st cold rolled specimen is 10 times random and 4 times random respectively. Such kind of high f100gh110i content makes the specimen after 2nd cold rolling difficult to recrystallize during the following final annealing.
656
B. Leng et al.
Series I
2nd cold rolling of intermediate annealed specimen
Fig. 9 Orientation relationship between f111gh110i and f111gh112i.
Series III
1st cold rolling of as-extrusion bar
Series II
Fig. 8 Comprehensive chart showing typical orientations of cold rolling texture in 3% silicon steel.14)
Despite of the possible difference in rolling texture between single crystal and polycrystalline steels, the systematic data from single crystal experiment is a valuable reference to get the basic understanding of rolling texture formation. A comprehensive chart for the typical crystalline rotation during cold rolling in single crystal 3% silicon steel,14) as shown in Fig. 8, is used to interpret how the different cold rolling texture forms by 1st and 2nd cold rolling. During 1st cold rolling, orientations change according to series III in which crystalline rotation takes place around h011i common axis. Grains with orientations near f110gh110i rotate to f111gh110i and towards f112gh110i, which is most stable. Because of this kind of rotation trend, the uniformly distributed ¡ fibre texture made by hot extrusion converges; orientations close to f110gh110i disappear and maximum appears between f112gh110i and f111gh110i. During 2nd cold rolling, the sharp f111gh112i texture induced by intermediate annealing is a stable orientation, thus a certain amount of deformed grains remains f111gh112i orientation. Meanwhile, other texture are produced by rotation from f111gh112i to f112gh111i and finally to f100gh110i which is another stable orientation according to series II. The above mechanism causes the different f100gh110i contents by 1st and 2nd cold rolling, which consequently leads to a difference in recrystallization temperature between intermediate and final annealing. Besides, the different cold rolling texture before intermediate and final annealing also induce different recrystallization texture. During intermediate annealing, the initial rolling texture of weak £ fibre and partial ¡ fibre with high f111gh110i intensity produce a sharp f111gh112i recrystallization texture, whereas during final annealing, initial texture of high f100gh110i and f111gh112i content leads to a recrystallization texture of £ fibre with maximum at f111gh110i. From Fig. 9, we can see that, the orientation relationship between f111gh112i and f111gh110i is a 30° rotation around h111i axis. According to Hutchinson,15) however, growth selection would not occur because such orientation relationship doesn’t correspond to special high
mobility boundaries in bcc metals. Thus, preferential nucleation of {111} grains is considered to be responsible for the development of £ fibre recrystallization texture. Although it is generally accepted that recrystallized {111} grains nucleate in deformed {111} grains and grow at the expense of deformed {111} grains,1619) argument still exist. Some claim that f111gh110i nuclei form in the most high strained f111gh110i regions16) and f111gh112i new grains recrystallize from f111gh112i deformed matrix,17) while others consider that the recrystallized f111gh110i are formed in deformed f111gh112i regions and f111gh112i new grains recrystallize from f111gh110i deformed matrix.18,19) Our experiment shows that when the initial cold rolling texture has high f111gh110i intensity, the recrystallization texture will have high f111gh112i intensity (in the case of intermediate annealing). On contrary, when the initial texture consists of high intensity f111gh112i component, the recrystallization texture will have high intensity at f111gh110i (in the case of final annealing). These results indicate that, during recrystallization of our Fe15Cr ODS ferritic steel, f111gh112i recrystallized grains nucleate in f111gh110i deformed grains and f111gh110i recrystallized grains nucleate in f111gh112i deformed grains. 5.
Conclusions
We investigated the effects of two step cold rolling on recrystallization behaviors of 15Cr-ODS ferritic steel, and the following results were obtained. (1) Specimen undergo 1st cold rolling contains weak f100gh110i and strong f111gh110i texture, while specimen undergo 2nd cold rolling after intermediate recrystallization contains strong f100gh110i and strong f111gh112i texture, which is ascribe to the different routes of crystalline rotation during these two cold rolling. (2) The recrystallization temperature of intermediate annealing and final annealing are 950 and 1100°C respectively. A retardation of recrystallization is due to the increasing of f100gh110i texture, which has low stored energy and is difficult to recrystallize. (3) The recrystallization texture of intermediate annealing and final annealing are both £ fibre, but the texture component with highest intensity is f111gh112i and f111gh110i respectively. The difference is due to different initial cold rolling texture induced by 1st and 2nd cold rolling.
Effects of Two-Step Cold Rolling on Recrystallization Behaviors in ODS Ferritic Steel
REFERENCES 1) J. J. Huet, L. Coheur, A. De Bremaecker, L. De Wilde, J. Gedopt, W. Hendrix and W. Vandermeulen: Nucl. Technol. 70 (1985) 215219. 2) E. A. Little: Proc. 17th Int. Symp. on Effects of Radiation on Materials, ed. by D. S. Gelles, R. K. Nanstad, A. S. Kumar and E. A. Little, (ASTM, 1996) pp. 739752. 3) S. Ukai, T. Nishida, T. Okuda and T. Yoshitake: J. Nucl. Mater. 258 263 (1998) 17451749. 4) S. Ukai, S. Mizuta, T. Yoshitake, T. Okuda, S. Hagi, M. Fujiwara and T. Kobayashi: J. Nucl. Mater. 283287 (2000) 702706. 5) T. Narita, S. Ukai, T. Kaito, S. Ohtsuka and T. Kobayashi: Nucl. Sci. Technol. 41 (2004) 10081012. 6) T. S. Chou and H. K. D. H. Bhadeshia: Metall. Trans. A 24A (1993) 773779. 7) C. Capdevila, Y. L. Chen, N. C. K. Lassen, H. K. D. H. Bhadeshia and A. R. Jones: Mater. Sci. Technol. 17 (2001) 693699. 8) H. Regle and A. Alamo: J. Phys. IV 3 (1993) C7-727C7-730.
657
9) H. Okada, S. Ukai and M. Inoue: J. Nucl. Sci. Technol. 33 (1996) 936 943. 10) B. Leng, S. Ukai, Y. Sugino, Q. Tang, T. Narita, S. Hayashi, F. Wan, S. Ohtsuka and T. Kaito: ISIJ Int. 51 (2011) 951957. 11) I. L. Dillamore and H. Katoh: Met. Sci. 8 (1974) 7383. 12) R. L. Every and M. Hatherly: Texture 1 (1974) 183194. 13) W. R. Hibbard and W. R. Tully: Trans. Metall. Soc. AIME 221 (1961) 336343. 14) T. Taoka, E. Furubayashi and S. Takeuchi: Tetsu to Hagane 54 (1968) 162210. 15) W. B. Hutchinson: Acta Metall. 37 (1989) 10471056. 16) H. Inagaki: Z. Metallkd. 78 (1987) 431439. 17) Y. Nagataki and Y. Hosoya: Proc. 11th Int. Conf. on Textures of Materials, ed. by Z. Liang, L. Zuo and Y. Chu, (International academic Publishers, 1996) p. 519. 18) K. Eloot, K. Okuda, K. Sakata and T. Obara: ISIJ Int. 38 (1998) 602 607. 19) J. T. Park and J. A. Szpunar: Acta Mater. 51 (2003) 30373051.