Tissue Engineering (TE) is an interdisciplinary field that brings together the principles of life sciences, medicine, and engineering.1â6 TE is concerned with.
ReviewBased Rapid Prototyping Technique: An Advanced Platform for Extrusion Extrusion Based Scaffold Rapid Prototyping Tissue Engineering FabricationTechnique: An Advanced Platform for Tissue Engineering Scaffold Fabrication M. Enamul Hoque, Y. Leng Chuan, Ian Pashby Department of Mechanical, Materials and Manufacturing Engineering, University of Nottingham Malaysia Campus, Jalan Broga, 43500 Semenyih, Selangor Darul Ehsan, Malaysia Received 14 January 2011; revised 27 May 2011; accepted 23 June 2011 Published online 9 August 2011 in Wiley Online Library (wileyonlinelibrary.com). DOI 10.1002/bip.21701
ABSTRACT:
diameter rather than the technique itself. This review
Advances in scaffold design and fabrication technology
attempts to assess the current state and future prospects of
have brought the tissue engineering field stepping into a
this technology. # 2011 Wiley Periodicals, Inc.
new era. Conventional techniques used to develop
Biopolymers 97: 83–93, 2012.
scaffolds inherit limitations, such as lack of control over
Keywords: polymer; rapid prototyping; layer-by-layer;
the pore morphology and architecture as well as
scaffolds; tissue engineering
reproducibility. Rapid prototyping (RP) technology, a layer-by-layer additive approach offers a unique opportunity to build complex 3D architectures overcoming those limitations that could ultimately be tailored to cater for patient-specific applications. Using RP methods, researchers have been able to customize scaffolds to mimic the biomechanical properties (in terms
This article was originally published online as an accepted preprint. The ‘‘Published Online’’ date corresponds to the preprint version. You can request a copy of the preprint by emailing the Biopolymers editorial office at biopolymers@wiley. com
INTRODUCTION
of structural integrity, strength, and microenvironment)
Tissue Engineering
of the organ or tissue to be repaired/replaced quite closely.
issue Engineering (TE) is an interdisciplinary field that brings together the principles of life sciences, medicine, and engineering.1–6 TE is concerned with the technology that develops artificial tissue/organ for the improvement or replacement of lost or damaged human tissue/organ.7 This technology makes physiological replacement of impaired tissues or organs to patients, which restores, maintains, or improves the functions of damaged tissues.1 The implantation of engineered biological substitute should be functional at the time of implantation or integrate and form functional tissues at a later stage.6 For scaffold-based therapy, TE treatment approach have been investigated for the reconstruction of large bone defects: cells are taken from the patient or a donor, cultured in vitro and seeded in a scaffold. The cell-construct is then implanted in the defect with the aim to stimulate new bone formation,
This article provides intensive description on various extrusion based scaffold fabrication techniques and review their potential utility for TE applications. The extrusion-based technique extrudes the molten polymer as a thin filament through a nozzle onto a platform layerby-layer and thus building 3D scaffold. The technique allows full control over pore architecture and dimension in the x- and y- planes. However, the pore height in zdirection is predetermined by the extruding nozzle
Correspondence to: M. Enamul Hoque; e-mail: Enamul.Hoque@nottingham. edu.my C 2011 V
Wiley Periodicals, Inc.
Biopolymers Volume 97 / Number 2
T
83
84
Hoque, Chuan, and Pashby
thereby repairing the defect. This approach holds promises not only for bone tissue but also for other organs and tissues.8 The latest TE technology combines cells, scaffolds, and signaling substances to both physically and biologically regenerate tissue.8,9 Further research, development, and integration of tools allow precise and reproducible fabrication of scaffolds, and also quantitative characterization of the biological integration of the tissue engineered constructs.10 Results are in substantial progress in the development of increasingly complex tissue engineered constructs.
TE SCAFFOLD Scaffold is a porous structure that assumes the role of a synthetic extracellular matrix (ECM), which permits cell adhesion, proliferation, and differentiation for surgical implantations.9,11 Fabricated scaffold should mimic the biomechanical properties of the organ or tissue to be replaced. Therefore, the scaffold should essentially be three-dimensional (3D) to facilitate cell attachment, growth, and neotissue formation.12 Besides, the scaffold being is a suitable carrier structure needs to be combined with the cell to hasten the healing process of damaged tissues.13 Due to all these requirements, there is always a great challenge associated with the modeling, design, and fabrication of TE scaffolds to meet various biological and biophysical conditions, for example, designing load bearing scaffolds for bone and cartilage tissue applications.12,14 Bone and cartilage tissue scaffolds usually require complex architecture in terms of pore shape, size, and interconnectivity to provide the needed structural integrity, strength, transport, and an ideal microenvironment for the growth of cells and tissues in growth.15 So far, limited or even no systematic study has been conducted to assess whether the exact match of mechanical properties is indeed crucial for optimal tissue regeneration.16 For instance, since mechanical properties are directly related to the porosity of porous structures, a stiffer and less porous scaffold will provide a better integration with the surrounding natural tissue, or a more deformable and porous one will allow cells to attach and proliferate in a more efficient way.17 Different TE applications pose different challenges in the development of suitable scaffold, for example skin, bone, and cartilage tissues. Conventionally fabricated scaffolds may not be ideal for skin TE, because they do not provide the optimal environment for cell adherence, proliferation, and multiplication.18 Nevertheless, bone tissue has the capability of self healing/reconstruction upon injury to some extent. However, when the defect is critically large it usually remains unhealed, and requires an ideal filler, such as cadaver bone, coral, hydroxyapatite, or similar mineral compound, which consists of tailored structural and me-
chanical properties.19 Likewise, cartilage has poor cell density and lacks in vascularization therefore, it becomes difficult to develop suitable scaffolds meeting the requirements for cartilage TE. Scaffolds should also provide mechanical support besides introducing stimuli to the cells, allowing them to behave as if they are in their natural in vivo native environment.
SCAFFOLD MATERIALS There is a broad list of materials that have been currently used in the fabrication of TE scaffolds. The selection of material used in the manufacturing of a TE scaffold depends on numerous factors including intended application and, scaffold processing technique to be employed.20,21 Materials for TE scaffolds must be naturally biocompatible, biodegradable, and essentially be processable into required 3D porous structures. Among all type of materials, polymers offer great potential in design and processing of TE scaffolds.22,23 For example, polymer can be chemically modified to match a wide range of properties for biomedical applications, such as mechanical properties, diffusivity, density, hydrophilicity, etc. Besides, there can be optimal control over specific cellular interactions with polymeric material, because cells feel comfort in interacting with proteins that are attached to some material surfaces, particularly natural polymers.24 Natural polymers offer high degree of biocompatibility whereby the cells act naturally and thus supports the process of proliferation and differentiation most.25 Alginate and collagen are among the most popular natural polymers so far used in scaffold design to construct artificial tissue.26 Other than natural polymers, poly(ethylene glycol) (PEG), poly(ethylene oxide) (PEO), polycaprolactone (PCL) and poly-L-lactide acid (PLLA) are the widely used synthetic polymers in biomedical field. PEG and PEO are used in the production of hydrogel scaffolds due to their hydrophilic nature, and their controllable and reproducible chemistry, which allows modification of particular properties, such as molecular weight, structure, degradation rate, cross-linking density, mechanical strength, and stiffness. However, PEG’s major drawback in regard to cell seeding is that it does not present specific receptors for cell attachment.26 PCL is another common biocompatible and biodegradable aliphatic polyester with low melting point and good solubility in most solvents. This material has been used in various biomedical devices, such as urethral catheters, drug delivery systems, resorbable sutures, and has been proposed as a material for engineering of bone and cartilage.27 The general approaches applied in the TE include cellseeded polymeric scaffolds, cell-seeded gels, and cell self-assembly into a cellular matrices.28,29 Among these, cell-seeded polymeric scaffold approach is the most commonly used Biopolymers
Extrusion Based Rapid Prototyping Technique
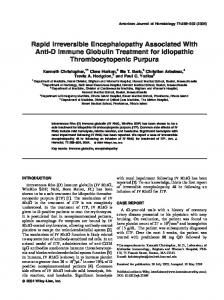
method for artificial tissue generation, and many consider this technique as the classic TE approach. It involves 3D porous structure (i.e., scaffold) into or onto which cells are placed. Then the adhered cells organize themselves into a 3D assembly having similar characteristics as natural ECM arrangements and interactions.28,30 However, not all polymeric materials are applicable/suitable for all scaffold fabrication methods. For example, molding methods are inappropriate for developing hydrogel scaffolds. Because, the biomaterial cannot be removed without damaging both internal and external architecture, which will most likely cause scaffold breakage.31 Porous hydrogel scaffolds are difficult to develop especially, when integration of tight interconnecting pores is required. There are limited reports presenting any rapid prototyping (RP) technology producing scaffolds with consistent pore definition in the range of 200–400 lm, while retaining a high accuracy of outside architecture.7,26 Hydrogel with low viscosity tends to be difficult to use in constructing scaffolds because of its long gelation time that results in the collapse of scaffolds due to the mechanical instability.32 However, recent advances in RP came out with a new technology called bioplotting, which aims to circumvent these inherent problems. This technology allows plotting of various biomaterials into a media bath containing material of similar flowability, which supports the structure as it is dispensed, and to initiate cross-linking of the hydrogel. By controlling material’s concentration, viscosity, and the temperature of both the plotting material and the plotting media, the speed of the hydrogel gelation and cross-linking in the media bath can be enhanced.7,26,33 Combination of more than one biomaterial provides better characteristics than any single type of biomaterial. For example, the composite consisted of PLLA and b-tricalcium phosphate (TCP) has better combination of properties as a scaffold material. The biodegradation rate of PLLA is too low to match the tissue regeneration process after implantation.34 Besides, the acidic degradation products of PLLA, such as lactic acid tends to cause aseptic inflammation in tissue.35 Unlikely, TCP has a higher biodegradation rate due to its hydrophilic surface, and its degradation products are also often alkaline. However, TCP has poor mechanical properties (e.g., brittle in nature). According to the histological analysis of the in vivo experiment of PLLA/TCP composite scaffold manufactured by low temperature deposition manufacturing (LDM) process (see Figure 1), the scaffold was degraded in 24 weeks after implantation with no trace of aseptic inflammation found. As a scaffold material for bone TE, PLLA/TCP composite could be a better choice compared to the PLLA or TCP alone.36 Biopolymers
85
EXTRACELLULAR MATRIX During the process of tissue regeneration and repair, cells play the most important roles due to their extensive proliferation, cell-to-cell signaling, biomolecular production, formation of ECM.5,6 Various studies demonstrated that the ECM promotes key cell signaling pathways, and enables cell proliferation, differentiation, and proper cell-to-cell and cell-matrix interactions. The ECM is a vital component of cellular microenvironment, supplying cell and tissue with the appropriate 3D architecture for normal growth and development. Reproduction of these condition and structures in vitro would create an opportunity for rapid and accurate studies of molecular and biological events that happen in vivo. Moreover, ECM and a tuned 3D microenvironment are important for any successful clinical correspondent research of TE, cell based therapy, or stem cell biology. In vitro cells require sufficient movement of nutrients with the elimination of metabolites. For this process to be successful, high diffusion rates of culture media are required to enclose the 3D scaffold. High diffusion rates are induced by smaller distances in the range of 150–400 lm. That is why the biodegradable scaffolds must incorporate an internal porous architecture for successful and maximum cell growth. The cells cultured on a 3D matrix behave almost the same as they behave in vivo. Three dimensional cell cultures on a biodegradable cell scaffold are the basis of TE where the specific cell can grow and regenerate into a structure similar to tissues or organs in the living body.37 The proliferation and multiplication of the transplanted cells are greatly influenced by the composition and biocompatibility of the biomaterial, and architecture and the surrounding of the scaffolds. Various 3D matrices are currently employed for the proliferation and multiplication of various progenitor cells including adult mesenchymal stem cells. However, most of these matrices do not provide the inherent and unique biological environment where cells can proliferate and multiply in the same fashion as in vivo systems.5 Certain criteria were considered necessary for an ideal matrix for cell transplantation. Engineers design biomaterials with a cellular structure to replace or regenerate tissues in the body. Natural tubular structures often have a honeycomblike or foam-like core supporting a denser outer cylindrical shell, increasing the resistance of the shell to kinking or local buckling failure. For example, titanium foam is being considered as substitute material for trabecular bone.38 Many materials have a cellular structure, with either a two-dimensional (2D) array of prismatic cells as in a honeycomb or a 3D array of polyhedral cells as in foam. Engineering honeycombs and foams can now be made from nearly all types of materials, such as polymers, metals, ceramics, glasses, and composites with pore sizes ranging from nanometers to millimeters.38,39
86
Hoque, Chuan, and Pashby
FIGURE 1
Low temperature deposition manufacturing system.36
Preferably, honeycomb foam not only provides open cell porous network, it also has remarkably high specific strength and stiffness, resulting in a structure with extremely favorable properties. Honeycomb cellular structure gives rise to a unique combination of properties, which is exploited in engineering design. Their low weights make them attractive for structural sandwich panels, their abilities to undergo large deformations at relatively low stresses make them ideal for absorbing the energy of impacts, their low thermal conductivities make them excellent insulators, and their high specific surface areas make them attractive as substrates for catalysts in chemical reactions. Honeycombs with their prismatic cells are referred to as 2D cellular solids, while foams with their polyhedral cells are 3D cellular solids. The relative density is the density of the cellular solid divided by that of the solid it is made from, and is equivalent to the volume fraction of solid. Foams may be either open (with solid only at the edges of the polyhedral) or closed (with solid membranes over the faces of the polyhedral). The properties of the foam depend on those of the solid making up the cellular material; in materials such as wood, the cell wall is itself a multilayered composite material.38,39 It has been reported that the scaffold structures designed and fabricated with the extrusion based RP techniques were highly similar to the honeycomb of the bee with its regular array of identical pores when viewed in the Z-direction of the fabrication process. Honeycomb-structured scaffold is a suitable scaffold for 3D cell cultures, which has enormous poten-
tial in the field of various TE applications. The biodegradable honeycomb collagen sheet can be cut into suitable thickness and various sizes depending on the application.5 The mechanics of honeycombs lends great understanding of how the 3D scaffolds behave under loading forces.38,40 The main difference lies in the morphology of the pores; the bee’s honeycomb comprises hexagonal pores surrounded by solid faces/walls that nest together to fill a plane, whereas the 3D scaffold structure is built from intercrossing filaments stacked in horizontal planes and comprises pores surrounded by solid edges/struts. Even though the pores of the bee’s honeycomb are usually hexagonal in section they can also be in other polygonal shapes in manmade honeycombs, for example triangles and squares.41
SCAFFOLD FABRICATION TECHNIQUES Limitations of Conventional Techniques To date, conventional techniques have shown great promise in scaffold fabrication, and a wide range of techniques and scaffold characteristics have been reported.42,43 Conventional TE scaffold production techniques include fiber bonding, solvent casting/particulate leaching, membrane lamination, melt molding, and gas foaming.44 Generally, the main disadvantage of these conventional techniques is that they are not able to develop a homogeneous structure. They are also associated with poor reproducibility, irregularity of pore shape, and insufficient pore interconnectivity.45 Therefore, these techniques remain Biopolymers
Extrusion Based Rapid Prototyping Technique
87
impractical to manufacture useful scaffolds as required because of the following number of limitations20:
scarcity in nutrients and oxygen supply, and sufficient removal of waste products.
Manual Intervention. All conventional techniques involve multistage manual processes that are labor-intensive and time consuming. The heavy reliance on user skills and experiences often results in nonuniformity and poor repeatability of the scaffold architectures and properties.
RAPID PROTOTYPING TECHNOLOGY
Reproducibility of Processing Procedures. Conventional techniques are unable to precisely control the pore size, pore geometry, and spatial distribution of pores, which results in inconsistent macrostructure and microstructure of the scaffolds. For example, scaffolds produced by solvent casting and/or particulate leaching cannot guarantee interconnectivity of pores, because this depends on whether the adjacent salt particles are in contact. Use of Toxic Solvents. Most conventional techniques require extensive use of toxic organic solvents to dissolve the raw stocks (granules, pellets, or powders) and convert into the final scaffold. Thereupon, it becomes difficult to remove the toxic solvents completely from the fabricated scaffolds especially, in thicker constructs. The residual toxic solvents cause adverse effects on adherent cells, incorporated biological active agents, or nearby tissues.46 Use of Porogens. Some techniques (e.g., particulate leaching, hydrocarbon templating, etc.) use salts or waxes as porogens to create porosities in the scaffolds. The use of porogens limits the scaffold thickness to �2 mm47 because of the problems in complete removal of porogens. In addition, it becomes difficult to prevent the agglomeration of porogen particles and thus to achieve uniform porogen dispersion. This phenomenon results in uneven pore size and densities, and morphologies of the scaffolds, which give rise to anisotropy in scaffold properties.43 Shape Limitation. Some of the techniques use moulds or containers to manufacture scaffolds as thin membranes or 3D constructs. These techniques are confined to create certain simple shapes and cannot produce scaffolds with complex and/or desired structural architectures. Limited Cell Growth. Conventional techniques produce scaffolds mostly in the form of foams. Cells are then seeded and expected to grow into scaffold. However, this approach has resulted in the in vitro growth of tissues with cross-sections of \500 lm from the external surface.48,49 This is probably due to the diffusion constrait of the foam, which causes Biopolymers
The inherent limitations of the conventional methods have led to use the RP techniques to customize design and fabricate 3D porous scaffolds with fully interconnected pore networks. RP technology was first launched in the market in late 1980s with the introduction of the stereolithography (STL) system by 3D Systems,50 which is now used almost in all engineering areas. Presently, RP technique is a powerful tool to fabricate TE scaffolds, and this technique is becoming increasingly popular in TE field. RP technique develops scaffold directly from the scanned image and the computer model of the defect site to supply a structurally and mechanically perfect fit scaffolds.51 It is the process of creating 3D objects through repetitive deposition of material layers, using computer controlled equipment, based on the cross-sectional data obtained from slicing a computer aided design (CAD) model of the object.52 As opposed to conventional techniques that involve subtraction or removal of materials from stock, all RP techniques are material attachment processes, which employ the same fabrication mechanism of layer-by-layer additive manufacturing to produce 3D physical parts from wood, plastics, metals, and ceramics.53 RP fabrication begins with the development of a 3D volumetric computer model of the desired part that can be derived from output data generated by surface digitizers or medical imaging systems, for example, computed tomography or magnetic resonance imaging. The digital model is then mathematically sliced into thin layers having a constant thickness that is user-defined. Using RP fabrication, layers of material representing the cross-sectional profiles of the desired part as obtained from the computer-generated slices are formed by processing solid sheet, liquid, or powder material feedstocks. The material layers are automatically and precisely stacked and fused on top of one another to create the desired physical part.21,54 Furthermore, advances in in vivo imaging, such as positron emission tomography, make it possible to provide a confined monitoring of the development and incorporation of the engineered tissues.55,56 RP techniques having full control over porosity, pore size, pore shape, and permeability, are able to produce scaffolds with fully interconnected pore structure. Besides, RP techniques also allow the investigation of the effect of scaffold geometry on cell behavior for further optimization of the scaffold design.57 This method is particularly useful for TE, since it allows a very good reproducibility and the production of almost any kind of structure within the limitations of each technique used. It is possible to design a structure that mimics the natural tissue to be replaced.58 It is here where RP offers
88
Hoque, Chuan, and Pashby
FIGURE 2 Overview of rapid prototyping (RP) technology that uses layer-by-layer build-up process.16
possibilities to compromise such different requirements into one scaffold, because it adds freedom of varying structural parameters to the nonvariable bulk mechanical properties of the material used.16,35 Currently, a number of RP techniques have been exploited for TE scaffold fabrication that include STL, selective laser sintering, fused deposition modeling (FDM), electron beam melting and 3D printing. These RP systems cover a range of processing technologies such as laser, print, assembly, extrusion, etc.59–61 However, this article focuses on the systems based on extrusion technology.
Systems Based on Extrusion Technology Among the available RP techniques, extrusion based techniques are the most advanced scaffold fabrication technique due to their ability of using different biomaterials, their possibility of manufacturing scaffolds in a cell-friendly environment, and their feasibility of controlled drop-on demand high precision deposition.62 In the material science literature, another term for extrusion-based systems is ‘‘direct-write’’ technique.51 Lewis and coworkers63 define direct writing techniques as those that rely on the formulation of colloidal inks for a given deposition scheme. The techniques employed in direct writing can perform extrusion of strands/filaments
and/or plotting of dots in 3D.64 The basic principle of extrusion-based fabrication technologies involves the extrusion of a melt to build a 3D scaffold through a jet or nozzle in a layered fashion guided by the computer model (see Figure 2).16 A computer model (volume model) is sliced into a number of layers by CAD software and each layer of the original model is produced in succession (see Figure 3).65 These techniques include multiphase jet solidification (MJS), 3D plotting, precise extrusion manufacturing (PEM), FDM, etc. A variety of biomaterials can be used to fabricate scaffolds based on the type of machine used. Multiphase Jet Solidification (MJS). MJS process was developed by a Germany’s leading organization of applied research ‘‘The Fraunhofer-Gessellschaft.’’ The MJS process is able to produce metallic or ceramic parts. It uses low-melting point alloys or a powder-binder mixture, which is squeezed out through a computer-controlled nozzle to build the part layer-by-layer. The main components of the apparatus used for the MJS process comprise of a personal computer, a computer-controlled positioning system, a heated chamber with a jet and a hauling system. The material is supplied as powder, pellet, or bar. The extrusion temperature of the molten Biopolymers
Extrusion Based Rapid Prototyping Technique
89
FIGURE 3 CAD images of generated scaffold assemblies (top) and their fabricated counterparts (bottom).65
material can reach up to 2008C. Extrusion orifices vary from 0.5 to 2.0 mm. The MJS process is usually used to produce high density metallic and ceramic parts. A feedstock consists of powderbinder-mixture is heated in a process chamber above the melting point of the binder, and thus only the binder is liquefied during the process. A piston squeezes out the low viscous mixture through an x-y-z controlled jet. The feed rate of the piston controls the material flow. The material is deposited layer-by-layer by moving the jet and solidifies when touches the base platform or the previous layer due to temperature decrease. Following the aim to build up metallic and ceramic parts, most investigations were performed using powder-binder-mixtures of stainless steel. However, for medical applications the constraints and aims of using MJS are quite different. In this case, the modeling material used is a polymeric material instead of powder-binder-mixture and supplied as powders, pellets, or bars. Koch et al.66 studied the use of MJS process to build 3D hollow scaffolds made of poly(D, L-lactide) for bone and cartilage TE. The scaffold pore size was found to be in the range of 300–400 lm and the structure supported ingrowth of human bone tissues. However, there was no report on the detailed scaffold morphology using microscope analyses or on any mechanical study of the scaffold properties. Calvert and Crockett 67 developed an in-house extrusion-based RP technique to manufacture scaffolds. They built scaffolds with typical layer heights of 0.2–1.0 mm and a resolution of �0.5 mm. Xiong et al.36 built an RP technique called PEM to fabricate 3D scaffolds. They manufactured and tested porous scaffolds with PLLA and TCP for bone TE (see Figure 4). Three-Dimensional Plotting. This system was developed by the researchers at the University of Freiburg68 and was Biopolymers
termed as ‘‘bioplotter.’’ This technique involves a moving extruder head (x-y-z control) and uses compressed air to force out a liquid or paste-like plotting medium. The process generates an object by building micro strands or dots in a layered fashion. Unlike 3D bioplotter, 3D printing (3DP) build scaffolds layer-by-layer by bonding starch particles together followed by infiltration and partial cross linking of starch with lysine ethyl ester diisocyanate. The 3D bioplotting allows 3D dispensing and reactive processing of oligoether urethanes derived from isophorone diisocyanate, oligoethylene oxide, and glycerol. Landers et al.69 compared 3DP and 3D bioplotting in manufacturing biodegradable polyurethane scaffolds using aliphatic polyurethanes based on lysine ethyl ester diisocyanate and isophorone diisocyanate. Depending on the type of dispenser head, a variety of materials can be used to build scaffolds. Landers and Mu¨lhaupt Rolf68 have made use of a wide variety of polymer hot melts as well as pastes, solutions and dispersions of polymers and reactive oligomers. The bioplotter built in house at the Freiburg Materials Research Center, Albert Ludwigs University, Freiburg, Germany was employed to fabricate scaffolds for TE applications, which investigated the versatility of this technique.70,71 Geng et al.51 present a technique based on 3DP, referred to as dual dispensing for the design and fabrication of scaffolds (see Figure 5). The dual dispensing method excrete the high sensitivity to material concentration compared with the method of dispensing plotting materials into a fluid medium, as the precipitation occurs when the dispensing material and the coagulant medium merge on the base or on the previous layer. There is then no precipitated lump forming at the nozzle and no movement of the fluid medium to affect the shape of the precipitated strands of the scaffold. The chitosan scaffolds built by this dual dispensing method exhibits excellent
90
Hoque, Chuan, and Pashby
FIGURE 4 Precision extrusion deposition (PED) system that provides better mixing of polymers and thus avoids possible air bubble formation.36
uniformity, sufficient strength, good reproducibility, and calibration. The qualities of the surface, the edges of scaffolds, and uniformity of the top layer are still well maintained. Moreover, greater flexibility can be achieved with different dispensers to suit the nature of the fluid to be dispensed. Ang et al.69,72 fabricated chitosan scaffolds layer-by-layer with a pre-programmed lay-down pattern (see Figure 6). Scaffolds fabricated show good attachment between layers allowed the chitosan matrix to form fully interconnected channel architecture. The results of this preliminary study using the RP robotic dispensing (RPBOD) system demonstrated its potential in fabricating 3D scaffolds with regular and reproducible macropore architecture. Besides, results of in vitro cell culture studies revealed the scaffolds’ biocompatibility.
FIGURE 5
Xiong et al.36 developed another wise RP technique, called low temperature deposition manufacturing (LDM) system that processes slurry material into frozen scaffold under low temperature (e.g., 08C). The research team fabricated the PLLA/TCP composite scaffolds for bone TE. First, the material slurry was fed into the material hopper with a soft pipe connected to a screw pump nozzle. Then the computer controlled the nozzle to move in the X-Y plane to extrude the material slurry out and deposited it onto the platform in the area defined by the digital models. The layer of deposited materials was frozen on the platform that built the scaffold. In comparison to other depostion methods, the LDM process can better preserve bioactivities of scaffold materials because of its nonheating liquefying processing of materials. Fused Deposition Modeling. FDM is another prominent extrusion-based RP process. The FDM technique was first invented by Crump SS of Stratasys Inc73, to develop 3D objects, and further improved by Comb et al.74 FDM system is capable of using multiple build materials in a build/support relationship. The FDM technique requires preformed filaments with specific size and material properties to build scaffold. The filament is heated in a liquifier to a semi-liquid state and pump through a nozzle directly onto the build platform following a programmed model. The incoming filament acts as a piston to extrude the semi-molten material along a thin orifice and deposit it through a nozzle tip onto the platform below. FDM has extended its applications to medical modeling due to its low cost process and the use of cheap materials. The feasibility of manufacturing bioresorbable and ceramic implants make FDM a suitable process for producing implants at low cost. To date, FDM technique has
Dual dispensing system (left) and top views of chitosan scaffolds fabricated by this system (right).51
Biopolymers
Extrusion Based Rapid Prototyping Technique
FIGURE 6
Rapid prototyping robotic dispensing (RPBOD) system and SEM images showing the top view of the chitosan-40% HA scaffold.69
shown promising success in the fabrication of 3D scaffolds in terms of pore reproducibility and interconnectivity. An interdisciplinary group75 has studied and patented the parameters to process PCL and several composites (PCL/HA, PCL/TCP ets.) by FDM technique. For more than 3 years, this first generation of scaffolds (PCL) has been studied with, and without cells in a clinical setting. Employing FDM technique, the second generation of scaffolds for bone TE was fabricated from polymer and CaP composites. These scaffolds, as certained, favorable mechanical and biochemical properties (degradation and resorption kinetics). The strength is conferred via ceramic phase whereas; toughness and plasticity are attained via polymer phase. In addition, these scaffolds offer improved cell seeding, and enhanced incorporation and immobilization of growth factors. However, the commercially available FDM system imposes some constraints on TE scaffold fabrication. The nature and operating limits of the FDM system reduce the choice of scaffolding materials to thermoplastics and to preform filament. The major contribution of the further developed FDM systems is that the techniques apply the same modeling principle as FDM but employ different driving forces like, the external gas pressure or the pressure created by turning screw to extrude the polymer melt. Therefore, the scaffolding material can be directly melted and extruded without filament preparation, which greatly widens the material processing windows. However, different FDM systems have inherent advantages and limitations. For example, the system that extrudes the polymer melt by external gas pressure is easy to operate and maintain cleanliness. Biopolymers
91
However, there is a possibility that the air bubbles may remain entrapped in the polymer melt (if any) because of lack of appropriate mixing, which may cause imperfect filament deposition. In the case, maintaining a bit higher super heat in the polymer melts and holding for a while may facilitate easy escape of the air bubbles. However, the system that extrudes the polymer melt using the pressure created by turning screw is tedious to maintain the cleanliness, and without appropriate cleaning of the system, the scaffold might be contaminated. However, the advantage is that the polymer melt is mixed thoroughly and thus avoid the possibility of air bubbles entrapment. Woodfield et al.,76 developed 3D fiber deposition (3DF)bioplotter and tested for TE scaffold fabrication, considering a system for the extrusion of highly viscous polymer. They investigated the poly(ethylene glycol)-terephthalate-poly(butylene terephthalate) (PEGT/PBT) block-copolymers and polyethyleneoxide-terephtalate/polybutylene-terephtelate (PEOT/PBT) to process into 3D scaffolds that can modulate their viscoelastic properties to accomplish mechanical requirements for tailored tissue engineered applications. The 3DF-bioplotter device was able to fabricate structures with high reproducibility and flexibility, and it offered a wide variety of solutions in terms of different architectural and geometrical configurations. The 3DP method generally involves low cost with minimal specialized equipment. However, resolution is the primary limiting factor, which is determined by the size of dispensing tip. Wang et al.77 developed a variation of FDM process called precision extruding deposition (PED) system to fabricate
92
Hoque, Chuan, and Pashby
interconnected 3D scaffolds at Drexel University. The major difference between PED and conventional FDM is that in the PED system the scaffolding material can be directly extruded without filament preparation. PED system fused pelletformed PCL by two electrical band heaters connected with two respective thermo-couples. Then the PCL melt was extruded by the pressure created by a tuning precision screw to build the scaffolds layer-by-layer. The scaffold morphology, internal microarchitecture, mechanical properties, and biocompatibility of the as-fabricated scaffolds were evaluated. The test results reported the structural integrity, controlled pore size (250 lm), pore interconnectivity, a favorable mechanical property and basic biocompatibility of the PEDfabricated PCL scaffolds. Shor78 proposed a new system called mini-extruder mounted on a high-precision positioning system deliveries the PCL or PCL-HA in a fused form through the deposition nozzle. Similar to mini-extruder, Hoque et al.79 developed a desktop robot based rapid prototyping (DRBRP) system, which is able to fabricate 3D scaffolds with virtually any thermoplastic synthetic polymers of any form (e.g., pellet, lump, powder, etc.). The mini-extruder and DRBRP systems can be used with bulk material in any form (e.g., granule, pellet, powder etc), which can be avoided in most of the material preparation steps in a filament-based system. This configuration opens up the opportunity for the use of a wider range of materials, making the system more versatile and realizable alternative manufacturing process for composite scaffold materials. The as fabricated scaffolds with DRBRP system were tested for their biocompatibility using rabbit smooth muscle cells that showed excellent cell adhesion and tissue formation.79
CONCLUSIONS Scaffolds built by polymeric deposition and/or extrusion based RP techniques, always showed good attachment with regular and reproducible scaffold architecture. The dispensing process has certain advantages, such as flexibility in support for the scaffold as it forms. However, the main disadvantage of this method is the high sensitivity of materials concentration/viscosity on the nozzle tip. Furthermore, due to frequent filament distortion during the extrusion of material causes failure of the process, therefore limiting choices of material used. Consequently, this problem prevents an automatic and continuous process reducing the main advantage of a filament based scaffolding system. The existing CAD-based scaffolds are based on cubic lattices with straight edges and sharp turns or those derived from Boolean intersections of geometric primitives, such as spheres and cylinders. Neither of these partitions provides a
biomorphic environment suitable for cell attachment, migration and proliferation. The aggregates of cells, foam/ECM, typically have cells separated by curved partitions. The biomorphic geometry that best mimics this structural configuration would be surfaces that are continuous through space and divided into two (pore and nonpore) not necessarily equal by a nonintersecting two-sided surface. The biocompatibilities of various polymers have not been conclusively proved till now. In spite of today’s availability of numerous of biodegradable materials, usually no single material is able to provide the scaffold with all the required properties for TE applications. Hence, the major challenge in developing a scaffold lies primarily in the choice of a suitable single or blend of biomaterials with the correct combination of properties. The field is still widely open to design the most appropriate polymer scaffold with all the vital considerations and properties for effective in vivo applications.
REFERENCES
1. Olivares, A. L.; Marsal, E`.; Planell, J. A.; Lacroix, D. Biomaterials 2009, 30, 6142–6149. 2. Lacroix, D.; Chateau, A.; Ginebra, M.; Planell, J. Biomaterials 2006, 27, 5326–5334. 3. Lacroix, D.; Prendergast, P. J. J Biomech 2002, 35, 1163–1171. 4. Sandino, C.; Planell, J. A.; Lacroix, D. J Biomech 2008, 41, 1005–1014. 5. Joseph, J.-G. Polym Adv Technol 2006, 17, 395–418. 6. Joseph, P. V.; Robert, L. Lancet 1999, 354, 32–35. 7. Maher, P. S.; Keatch, R. P.; Donnelly, K.; Mackay, R. E. Rapid Prototyping J 2009, 15, 204–210. 8. Van Cleynenbreugel, T.; Schrooten, J.; Van Oosterwyck, H.; Vander Sloten, J. Med Biol Eng Comput 2006, 44, 517–525. 9. Lebourg, M.; Serra, R. S.; Estelles, J. M.; Sanchez, F. H.; Ribelles, J. L. G.; Anton, J. S. J Mater Sci 2008, 19, 2047–2053. 10. Su, R.; Campbell, G. M.; Boyd, S. K. Med Eng Phys 2007, 29, 480–490. 11. Wang, P.; Hu, J.; Ma, P. X. Biomaterials 2009, 30, 2735–2740. 12. Badylak, S. F. Biomaterials 2007, 28, 3587–3593. 13. Chuenjitkuntaworn, B.; Inrung, W.; Damrongsri, D.; Mekaapiruk, K.; Supaphol, P.; Pavasant, P. J Biomed Mater Res A 2010, 94A, 241–251. 14. Drury, J. L.; Mooney, D. J. Biomaterials 2003, 24, 4337–4351. 15. Sun, W.; Starly, B.; Nam, J.; Darling, A. Comput-Aided Des 2005, 37, 1097–1114. 16. Moroni, L.; de Wijn, J. R.; van Blitterswijk, C. A. Biomaterials 2006, 27, 974–985. 17. Zhensheng, L.; Jonathan, G.; Ming-Hong, C.; Ashleigh, C.; Miqin, Z. J Biomed Mater Res 2008, 86A, 552–559. 18. Dodson, M. V.; Mathison, B. A.; Mathison, B. D. Cell Differ Dev 1990, 29, 59–66. 19. Tjong, S. C. Mater Sci Eng R: Reports 2006, 53, 73–197. 20. Thomson, R.; Wake, M.; Yaszemski, M.; Mikos, A. Adv Polymer Sci 1995, 122, 245–274. 21. Leong, K. F.; Cheah, C. M.; Chua, C. K. Biomaterials 2003, 24, 2363–2378.
Biopolymers
Extrusion Based Rapid Prototyping Technique 22. Melchels, F. P. W.; Feijen, J.; Grijpma, D. W. Biomaterials 2010, 31, 6121–6130. 23. Harley, B. A. C.; Kim, H.-D.; Zaman, M. H.; Yannas, I. V.; Lauffenburger, D. A.; Gibson, L. J. Biophys J 2008, 95, 4013–4024. 24. Tanaka, M.; Sackmann, E. Nature 2005, 437, 656–663. 25. Mano, J. F.; Silva, G. A.; Azevedo, H. S.; Malafaya, P. B.; Sousa, R. A.; Silva, S. S.; Boesel, L. F.; Oliveira, J. M.; Santos, T. C.; Marques, A. P.; Neves, N. M.; Reis, R. L. J R Soc Interface 2007, 4, 999–1030. 26. Maher, P. S.; Keatch, R. P.; Donnelly, K.; Paxton, J. Z. In 4th European Conference of the International Federation for Medical and Biological Engineering, Antwerp, Belgium, 2009, p 2200–2204. 27. Barrows, T. Clin Mater 1986, 1, 233–257. 28. Puppi, D.; Chiellini, F.; Piras, A. M.; Chiellini, E. Prog Polym Sci 2010, 35, 403–440. 29. Ke, C.; William, S. K. Biotechnol Prog 2010, 26, 838–846. 30. Frisman, I.; Seliktar, D.; Bianco-Peled, H. Acta Biomater 2010, 6, 2518–2524. 31. Mastrogiacomo, M.; Muraglia, A.; Komlev, V.; Peyrin, F.; Rustichelli, F.; Crovace, A.; Cancedda, R. Orthod Craniofac Res 2005, 8, 277–284. 32. Cunha, P. L. R.; Castro, R. R.; Rocha, F. A. C.; de Paula, R. C. M.; Feitosa, J. P. A. Int J Biol Macromol 2005, 37, 99–104. 33. Chatterjee, S.; Bohidar, H. B. Int J Biol Macromol 2005, 35, 81–88. 34. Chuenjitkuntaworn, B.; Inrung, W.; Damrongsri, D.; Mekaapiruk, K.; Supaphol, P.; Pavasant, P. J Biomed Mater Res A 2010, 94A, 241–251. 35. Moroni, L.; Schotel, R.; Sohier, J.; de Wijn, J. R.; van Blitterswijk, C. A. Biomaterials 2006, 27, 5918–5926. 36. Xiong, Z.; Yan, Y.; Wang, S.; Zhang, R.; Zhang, C. Scr Mater 2002, 46, 771–776. 37. Lalan, B. A. S.; Pomerantseva, M. D. I.; Joseph, P.; Vacanti, M. D. World J Surg 2001, 25, 1458–1466. 38. Gibson, L. J. J Biomech 2005, 38, 377–399. 39. Gibson, L. J.; Anthony, K.; Carl, Z. Comprehensive Composite Materials; Pergamon: Oxford, 2000; pp 821–842. 40. Schaffner, G.; Guo, X.-D. E.; Silva, M. J.; Gibson, L. J. Int J Mech Sci 2000, 42, 645–656. 41. Silva, M. J.; Hayes, W. C.; Gibson, L. J. Int J Mech Sci 1995, 37, 1161–1177. 42. Widmer, M. S.; Gupta, P. K.; Lu, L.; Meszlenyi, R. K.; Evans, G. R.; Brandt, K.; Savel, T.; Gurlek, A.; Patrick, C. W.; Mikos, A. G. Biomaterials 1945, 1998, 19. 43. Hutmacher, D. W.; Goh, J. C.; Teoh, S. H. Ann Acad Med Singapore 2001, 30, 183–191. 44. Morsi, Y. S.; Wong, C. S.; Patel, S. S.Virtual Prototyping and Bio Manufacturing in Medical Applications, Springer Sciencet Business Media, LLC: New York, 2008, p 129–148. 45. Seunarine, K.; Gadegaard, N.; Tormen, M.; Meredith, D. O.; Riehle, M. O.; Wilkinson, C. D. W. Nanomedicine 2006, 1, 281–296. 46. Healy, K.; Whang, K.; Thomas, C. US Patent 5723508, 1998, 508. 47. Lu, L.; Mikos, A. G. MRS Bulletin 1996, 21, 28. 48. Ishaug-Riley, S.; Crane, G.; Gurlek, A.; Miller, M.; Yasko, A.; Yaszemski, M.; Mikos, A. J Biomed Mater Res 1997, 36, 1–8. 49. Freed, L. E.; Vunjak-Novakovic, G.; Biron, R. J.; Eagles, D. B.; Lesnoy, D. C.; Barlow, S. K.; Langer, R. Biotechnology 1994, 12, 689–693. 50. Legault, M. Rapid Manufacturing, Part I: The Technologies. Available at: http://www.compositesworld.com/articles/rapidmanufacturing-part-i-the-technologies, 2008.
Biopolymers
93
51. Geng, L.; Feng, W.; Hutmacher, D. W.; Wong, Y. S.; Loh, H. T.; Fuh, J. Y. H. Rapid Prototyping J 2005, 11, 90–97. 52. Starly, B. In Biomaterials; Narayan, R.; Lee, Y. S., Eds.; Springer Verlag: New York, 2010; pp 39–55. 53. Cheah, C. M.; Chua, C. K.; Lee, C. W.; Feng, C.; Totong, K. Int J Adv Manufacturing Technol 2005, 25, 308–320. 54. Chua, C. K.; Leong, K. F. Rapid Prototyping: Principles and Applications in Manufacturing; Wiley: New York, 1997. 55. Chua, C. K.; Leong, K. F.; Tan, K. H. Biomed Mater 2009, 493–523. 56. Chua, C. K.; Chou, S. M.; Wong, T. S. Int J Adv Manufacturing Technol 1998, 14, 146. 57. Starly, B.; Lau, W.; Bradbury, T.; Sun, W. Comput-Aided Des 2006, 38, 115–124. 58. Daily, S. Science News; Science Daily: University of Washington, 2010. 59. Hutmacher, D.; Sittinger, M.; Risbud, M. Trends Biotechnol 2004, 22, 354–362. 60. Leong, K. F. Biomaterials 2003, 24, 2363–2378. 61. Sachlos, E.; Czernuszka, J. T. Eur Cells Mater 2003, 5, 29–40. 62. Mironov, V.; Kasyanov, V.; Drake, C.; Markwald, R. R. Regen Med 2008, 3, 93–103. 63. Gratson, G. M.; Xu, M.; Lewis, J. A. Nature 2004, 428, 386–386. 64. Hutmacher, D. W.; Schantz, T.; Zein, I.; Ng, K. W.; Teoh, S. H.; Tan, K. C. J Biomed Mater 2001, 55, 203. 65. Narayan, R. Biomedical Materials; Springer Science+Business Media: New York, 2009. 66. Koch, K. U.; Biesinger, B.; Arnholz, C.; Jansson, V. In TimeCompression Technologies ’98 Conferences; Rapid News Publications: London, 1998, p 209–214. 67. Calvert, P.; Crockett, R. Chem Mater 1997, 9, 650–663. 68. Landers, R.; Mu¨lhaupt, R. Macromol Mater Eng 2000, 282, 17– 21. 69. Ang, T. H.; Sultana, F. S. A.; Hutmacher, D. W.; Wong, Y. S.; Fuh, J. Y. H.; Mo, X. M.; Loh, H. T.; Burdet, E.; Teoh, S. H. Mater Sci Eng 2002, 20, 35–42. 70. Huang, A. H.; Farrell, M. J.; Mauck, R. L. J Biomech 2010, 43, 128–136. 71. Landers, R.; Pfister, A.; Hu¨bner, U.; John, H.; Schmelzeisen, R.; Mu¨lhaupt, R. J Mater Sci 2002, 37, 3107–3116. 72. Ang, T. H.; Sultana, F. S. A.; Hutmacher, D. W.; Wong, Y. S.; Fuh, J. Y. H.; Mo, X. M.; Loh, H. T.; Burdet, E.; Teoh, S. H. Department of Mechanical Engineering; National University of Singapore, 2002. 73. Crump, S. US Patent 5121329, 1992. 74. Comb, W. J.; Priedeman, W. R.; Turley, P. W. Manufacturing Sci Eng 1994, 68, 547–556. 75. Hutmacher, D. W. Biomaterials 2000, 21, 2529–2543. 76. Woodfield, T.; Malda, J.; Wijn, J. D.; Pe´ters, F.; Riesle, J.; Blitterswijk, C. V. Biomaterials 2004, 25, 4149–4161. 77. Wang, F.; Shor, L.; Darling, A. L.; Khalil, S. E. D.; Sun, W.; Lau, A. C. W. Rapid Prototyping J 2004, 10, 42–49. 78. Shor, L. Biomaterials 2007, 28, 5291–5297. 79. Hoque, M. E.; San, W. Y.; Wei, F.; Li, S.; Huang, M.-H.; Vert, M.; Hutmacher, D. W. Tissue Eng A 2008, 15, 3013–3024.
Reviewing Editor: Eric J. Toone