Integration of Process Planning and Scheduling with Sequence Dependent Setup Time: A Case Study from Electrical Wires and Power Cable Industry Safwan Altarazi1,2 and Omar Yasin2 1
Applied Science Private University, Mechanical and Industrial Engineering Department, Amman, Jordan
[email protected] 2
German-Jordanian University, Industrial Engineering Department, Amman, Jordan
{safwan.altarazi, o.yasin}@gju.edu.jo
Abstract. This paper addresses the integration of process planning and scheduling (IPPS) with sequence dependent setup times for a case from the electrical wires and power cables industry. While the IPPS problem has been a subject of researchers’ attention in recent years, majority of research in this field neglect setup time or assume it as a part of processing time. The objective is to simultaneously select the most feasible process plan and schedule with minimum makespan. The problem is modeled as a mixed integer linear programming problem and an example is presented to demonstrate the applicability and effectiveness of the proposed modeling approach. Keywords: Integrated process planning and scheduling • Sequence dependent setup time • Electrical Wires and Power Cable Industry • Mixed Integer Programming
1
Introduction and Related Research
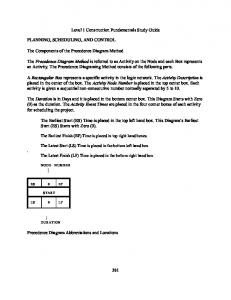
Process planning is a manufacturing system function which prepares detailed operation instructions to transform an engineering design into a final part [10]. The outcome of process planning is the information required for manufacturing processes, including the identification of the machines, tools and fixtures. The information provided by process planning routes the workpiece through the individual manufacturing stages until its final product stage. Computer-aided process planning (CAPP) systems is typically used to generate candidate process plans from which one is selected based on some criteria [2]. In fact, CAPP acts as a bridge between computer aided design (CAD), which is primarily concerned with the effective use of computers to support the design engineering function by creating, modifying or documenting an engineering design; and computer aided manufacturing (CAM), defined as the effective use of
computer technology in planning, management and control of the manufacturing activities. Figure 1 illustrates this functional relationship.
Fig. 1. CAPP as a bridge between CAD and CAM [19] Scheduling is a decision-making tool that deals with the allocation of resources to tasks over given time periods in order to optimize one or more objectives such as the minimization of the completion time of the last task, named usually as the makespan, and the minimization of the number of tasks completed after their respective due dates [16]. Characteristically, a scheduling problem is specified by a set of decision variables representing the time and machine assignments of a set of jobs (the term “job” is usually referred to “product” in scheduling problems), together with a set of constraints or restrictions on the decision variables. The problem is to find the best schedule from some set of available alternatives with regards to some optimality criteria such that the constraints are satisfied. Among the classic scheduling problems are flow shop, job shop, and open shop which can be considered as the three basic scheduling problems [18]. Among the challenging attributes of scheduling problems which has been considered negligible for long time, but has significant impact on many industrial applications, is the consideration of tasks’ setup time. In sequence dependent setup time (SDST) scheduling problems setup time depends on the sequence of jobs processed on each machine, i.e., the switch between jobs. For example, if job j is processed before job k, 2 time units have to be considered between the processing of the jobs. However, if job k is processed before job j, 3 time units should be considered. The importance and applications SDST problems have been discussed in several researches such as in [1] and [16]. It was just until the 1980s when researchers have started recognizing the advantages of integrating process planning and scheduling (IPPS) functions. Basically, IPPS unifies the solution space of process planning and scheduling by postponing the process plan selection and feature sequencing decisions until the scheduling stage [24]. IPPS takes into consideration that each job may have more than one process plan, i.e., alternative sequence of operations, and each operation can be performed on multiple machines. Then, IPPS simultaneously generates a production schedule through the selection of the best process plan from a set of available process plans for each job, and selects the suitable machines for the operations in order to satisfy one or
more than one optimality criterion. The integration of these two functions has several advantages, including: Performance measures of a manufacturing system such as throughput time, resource utilization, work in process inventory, average flow time, and average tardiness can be improved significantly [24]. The dynamic nature of real manufacturing systems which is caused by several events such as machine breakdown, new job arrival, job cancellation, and adding new machine can make a plan infeasible. Consequently, frequent alteration of the plans due to the changed status of the shop floor is required. IPPS reduces the time delay between production planning and plan execution, and thus, a more realistic plan without frequent need for modification is generated [9]. Process planning emphasizes the technological requirements of a job with no regard for the competition that exists between jobs for the resources, while scheduling involves the timing aspects and resource sharing of all jobs [15]. Therefore, these functions may have different and sometimes conflicting objectives. IPPS offers the possibility of considering these conflicting criteria simultaneously, which can result in production cost reduction, bottleneck elimination, balanced level of machine utilization, and improved facility productivity [15]. Different versions and characteristics of the IPPS problem associated with various perspectives and solution techniques have been reported in literature. Kumar and Rajotia [12] proposed a framework for the IPPS problem in a job shop environment for axisymmetric components. Design specifications, availability of machine tools, and shop floor status were considered in generating feasible process plans for incoming products. Tan and Khoshnevis [23] proposed a linearized polynomial mixed integer model which assures that no overlapping in scheduling machines of operations from different process. Garcia-Sabater et al. [6] presented a two-stage sequential planning scheme for integrated operations planning and scheduling system using a mixed-integer programming model. Altarazi [2] presented proposed a novel modeling for the IPPS problem in job shop environment that simultaneously allocates operational tolerances while minimizing its manufacturing cost, minimizing work in process inventory, and figuring operation-machine assignments. The proposed mixedinteger nonlinear model minimized two objectives: the total operational tolerancemanufacturing cost and the WIP inventory. A preemptive method was used to optimize the two associated objectives. Baykasoğlu and Özbakır [4] also addressed the IPPS problem with two objectives: total flow time and total cost of process plans. In the proposed model, the generic process plan was represented as a grammar, dispatching rules were applied for sequencing operations, and a multi-objective Tabu search was employed to generate alternative solutions. Li and McMahon [14] utilized simulated annealing (SA) to facilitate the integration and optimization of process planning and scheduling. The balanced level of machine utilization, makespan, job tardiness and manufacturing cost were used to evaluate the approach. Brandimarte and Calderini [5] implemented a two-phase hierarchical Tabu search for the integration and optimization of the process planning and scheduling. Shao et al. [20] presented a modified Genetic Algorithm (GA) approach for the IPPS problem where efficient
genetic representations and operator schemes have been developed. The experimental results indicated the superiority and adaptability of the method. In addition, AminNaseri and Afshari [3] presented a GA-based algorithm for the IPPS problem with precedence constraints. Lee and Kim [13] introduced a simulation based GA approach for solving the IPPS problem. In the presented approach, a simulation module computes performance measures based on process plan combinations, then, these measures are fed into a GA in order to improve the solution quality represented by scheduling objectives such as makespan or lateness. Haddadzade, Razfar, and Zarandi [8] considered stochastic processing times in their modeling of the IPPS problem and solved it with a hybrid SA-Tabu algorithm. Guo et al. [7] used the particle swarm optimization algorithm to solve the IPPS problem. Wong et al. [26] considered the IPPS problem with rescheduling and used a hybrid multi-agent approach to solve this problem in job shop environments. Kim et al. [11] utilized symbiotic evolutionary algorithm, an artificial intelligence search technique, to handle the process planning and scheduling functions simultaneously. The majority of IPPS research neglect setup time consideration and or assume it as a part of processing time. Recently, Wan et al. [25] implemented an Ant Colony algorithm to solve the IPPS-SDST problem. Also, Nourali et al. [17] presented a mathematical model to solve the IPPS-SDST problem. This research presents a new mathematical modeling for the IPPS-SDST considering a case from the electrical wires and power cable industry. The next section describes the production process of electrical wires and power cables. Section three is the statement of the problem while section four presents the mathematical modeling for the problem. Implementation is presented and discussed in section five. Finally, concluding remarks are presented in section six.
2
The Production Process of Electrical Wires and Power Cables
The electrical wires and cables industry is a crucial industry with hundreds of billions investment around the world. Its’ products resemble the raw material for many other industries business activities such as construction, telecommunication, power transmission, electronics, etc. The products of the industry are usually classified into electrical wires and cables. An electrical wire is a single flexible strand or solid rod of metal, usually cylindrical, and surrounded by an insulator. Electrical cables on the other hand, frequently called power cables, consist of two or more wires running next to each other and bonded, braided, or twisted together, and commonly insulated to form a single assembly. An extruded cable production line is a sophisticated manufacturing process. It consists of many sub processes that must work in concert with each other. The conductor rod, usually from copper or aluminum, is first drawn to the specified diameter. After drawing, the wire is softened, or annealed in a water bath. To raise the temperature for the annealing process, a large electrical current passes through the wire for a fraction of a second, raising its temperature briefly to about 1000F. Next, the wire, now soft and flexible, is passed through an extruder, where either a single or double coating of
plastic insulation is applied. High-density polyethylene or polyvinyl chloride (PVC) polymers, colored in one of ten industry-standard colors, are two typical polymers used for this purpose. Exiting the extruder, the coated wire travels and passes through another cooling trough and is coiled on take-up reels. The manufacturing steps for single-rod wire ends by this stage. For two-rod wire and cables manufacturing two or more conductors of the same gauge are twisted together forming what is called the core. Next, a metal or non-metal mesh is braided around the cable. If the unit is to form part of a larger cable, it next goes to the cabling operation. At cabling, multi cores are twisted together on a rotating rod to form a multi-unit cable core. Depending on the cable design and application, a protective metal sheathing of either aluminum or aluminum and steel combined may be added in a manufacturing step called jacketing or armor. Then, the outer cable jacket is insulated by black-color low-density polyethylene, or cross-linked polyethylene (XLPE), through an extrusion process. Finally, the jacketed cable then passes through a temperature- controlled water trough, which cools the jacket. The cable is dried, and the top layer of the jacket is heated slightly so that printer markings can be imprinted on it. Figure 2 shows the production process flow of different wire and cable types.
3
Statement of the Problem
Typically, the manufacturer of electrical wires and power cables faces a scenario where multiple products, some with more than one feasible process plan, are to be allocated on limited number of available machines and be produced within some time limit. Furthermore, different allocation sequences of products (wires and cables) on machines require a lot of setup efforts in terms of die changes in the drawing operation, extruders’ cleaning and changes of insulation material or color for the insulation operation, parameters changes of the twisting and annealing operations, and other setup time-consuming activities. The above scenario in fact perfectly fits within the IPPS-SDST scope. The IPPS-SDST considers a set of n number of jobs J = {Jj}1≤ j≤ n and a set of m number of machines M = {Mi}1≤i≤m. Each job Jj is defined as a set of operations that have to be processed according to a set of r number of process plans L = {Ll}1≤ l≤ r. The processing of job Jj on machine Mi in process plan Ll is called operation Ojil. Operation Ojil requires the exclusive use of Mi for deterministic processing time pji , i.e., each machine can process, at most, one operation at a time. This problem is strongly NP-hard since its simpler version with 0 setup times and 1 process plan per job is also NP-hard.
Fig. 2. The manufacturing process flowcharts for examples of electrical wires and power cable [22]
4
Mathematical Modeling
The proposed mathematical model is a mixed integer programming model (MIP). MIP is a natural way to attack scheduling problems [21]. The objective is to minimize the makespan whereas the constraints set include the operations sequence constraints, the process plan selection constraints, the operations’ start time constraint, and the non-negativity and integrality constraints. The proposed formulation has the following assumptions: there are no precedence constraints among operations of different jobs, all operations of the same job require distinct machines and are subject to prece-
dence constraints, operations cannot be interrupted (non-preemptive), that is, once an operation is started on a machine it must be completed before another operation can begin on that machine; each job can visit each machine at most once, that is, recirculation is not allowed; and finally only one machine is available for each operation. Before presenting the model, the notation used in the model formulation is defined. 4.1
Notation
N M R nj Oji Ojil pji Si xji xjil Cmax K Sjki 𝑦𝑗𝑘𝑖
total number of jobs total number of machines total number of process plans total number of operations of job j ith operation of job j ith operation of job j in process plan l processing time of Oji the set of operations assigned to machine Mi the starting time of the processing of operation Oji the starting time of the processing of operation Ojil on process plan l makespan of a schedule An arbitrary large positive number setup time between job j and job k if job j precedes job k on machine i 1, if operation 𝑂𝑘𝑖 precedes operation 𝑂𝑗𝑖 on machine 𝑖 = { 0, otherwise
𝑦𝑗𝑘𝑖𝑙𝑓 1, if operation 𝑂𝑘𝑖𝑓 on process plan 𝑓 precedes operation 𝑂𝑗𝑖𝑙 on process plan 𝑙 = { 0, otherwise 1, if process plan 𝑙 is selected for job 𝑗 𝑑𝑗𝑙 = { 0, otherwise Note that the xji and xjil are the continuous decision variables and 𝑦𝑗𝑘𝑖 , 𝑦𝑗𝑘𝑖𝑙𝑓 and 𝑑𝑗𝑙 are the binary decision variable. 4.2
The Proposed MIP Model
The proposed MIP model for the IPPS-SDST is given as follows: 𝑀𝑖𝑛𝑖𝑚𝑖𝑧𝑒
𝐶𝑚𝑎𝑥
(1)
Subject to 𝑥𝑗,𝑖+1,𝑙 − 𝑥𝑗𝑖𝑙 + 𝐾(1 − 𝑑𝑗𝑙 ) ≥ 𝑝𝑗𝑖𝑙
∀ 𝑗 = 1, … , 𝑛; 𝑖 = 1, … , 𝑛𝑗 − 1; 𝑙 = 1, … , 𝑟 (2)
𝑟
∑ 𝑑𝑗𝑙 = 1
∀ 𝑗 = 1, … , 𝑛
(3)
𝑥𝑘𝑖𝑓 − 𝑥𝑗𝑖𝑙 + 𝐾𝑦𝑗𝑘𝑖𝑙𝑓 + 𝐾(1 − 𝑑𝑗𝑙 ) ≥ 𝑝𝑗𝑖𝑙 + 𝑆𝑗𝑘𝑖
∀ (𝑘, 𝑖), (𝑗, 𝑖) ∈ 𝑆𝑖 , (𝑘, 𝑖) ≠ (𝑗, 𝑖), 𝑖 = 1, … , 𝑚; 𝑙, 𝑓 = 1, . . . , 𝑟
(4)
𝑥𝑗𝑖𝑙 − 𝑥𝑘𝑖𝑓 + 𝐾(1 − 𝑦𝑗𝑘𝑖𝑙𝑓 ) + 𝐾(1 − 𝑑𝑗𝑙 ) ≥ 𝑝𝑘𝑖𝑓 + 𝑆𝑘𝑗𝑖
∀ (𝑘, 𝑖), (𝑗, 𝑖) ∈ 𝑆𝑖 , (𝑘, 𝑖) ≠ (𝑗, 𝑖), 𝑖 = 1, … , 𝑚; 𝑙, 𝑓 = 1, … , 𝑟
(5)
𝑥𝑗𝑖𝑙 + 𝑝𝑗𝑖 ≤ 𝐶𝑚𝑎𝑥
∀𝑗 = 1, … , 𝑛; 𝑖 = 1, … , 𝑚; 𝑙 = 1, … , 𝑟
𝑥𝑗𝑖𝑙 ≥ 𝑆0𝑗𝑖
∀ 𝑗 = 1, … , 𝑛; 𝑖 = 1, … , 𝑛𝑗 ; 𝑙 = 1, … , 𝑟
(7)
𝑥𝑗𝑖 ≥ 0
∀ 𝑗 = 1, … , 𝑛; 𝑖 = 1, … , 𝑛𝑗
(8)
𝑦𝑗𝑘𝑖𝑙𝑓 ∈ {0,1}
∀𝑗, 𝑘 = 1, … , 𝑛; 𝑗 ≠ 𝑘; 𝑖 = 1, … , 𝑚; 𝑙, 𝑓 = 1, … , 𝑟
(9)
𝑑𝑗𝑙 ∈ {0,1}
∀𝑗 = 1, … , 𝑛; 𝑙 = 1, … , 𝑟
𝑙=1
(6)
(10)
The objective function (1) is the minimization of makespan Cmax. Constraints set (2) ensures that jobs are processed according to precedence relationship between operations of the same job, stating that an operation Oj,i+1,l cannot start before the end of its preceding operation Ojil in job Jj. Constraints set (3) ensures that only one process plan is selected for job j. Constraints sets (4) and (5) are called disjunctive constraints because one or the other alone must hold for the selected process plan only, i.e., the two constraints hold only for one process plan per job and, each two distinct operations Ojil and Okif sharing the same machine i on in the selected process plan cannot be scheduled simultaneously. Also, these two constraints are used to incorporate the sequence dependent setup times. Constraints set (6) defines the maximum completion time of all jobs, i.e., the makespan of the schedule. Constraints set (7) enforces the start time of any operation to occur after the initial setup time on its first assigned machine ,i.e., setup time for each job j on when it comes first on the sequence of jobs on machine i. Constraints sets (8-10) imply non-negativity and integrality of the corresponding variables.
5
Example
The applicability of the proposed modeling methodology is tested by implementing it to a case from a Jordanian manufacturer of electrical wires and power cables. The
case has four products (jobs) and four machines (4×4). Each product can be processed according to two different process plans. Table 1 and 2 shows the two process plans for each product and the processing times for the products on the machines, respectively. Also, Table 3 shows the sequence dependent setup times where the rows with ‘job 0’ represent the initial setup times for the products. For example, if job 2 is processed first on machine 2, it requires 2 time units as an initial setup time. Table 1. The two process plans for the four products. st
1 Process plan (operations sequence) Job 1 4 3 2 1 2 4 1 2 3 3 3 2 4 1 4 1 2 3 4
2nd Process plan (operations sequence) Job 1 1 2 3 4 2 3 2 1 4 3 3 4 2 1 4 4 3 2 1
Table 2. Processing times for the four products on the four machines. Processing Time 1 2 2 3 3 2 4 3 10 3
Job/machine 1 2 3 4
3 2 7 6 4
4 3 2 4 5
Table 3. Setup times for the four products on the four machines Machine 1 Job ►
1 ▼ 0 1 2 3 4
1 0 1 1 1
2 1 1 0 0 0
Machine 2 3 1 2 1 0 2
4
Job ► ▼ 0 1 2 3 4
1 0 0 1 0
1
2
3
4
2 0 0 0 0
2 0 0 2 2
2 1 1 0 1
2 1 0 0 0
Machine 3 Job ►
1 ▼ 0 1 2 3 4
3 0 1 0 0
2 3 0 0 2 2
3 3 2 1 0 0
Machine 4 4 3 1 1 1 0
Job ► ▼ 0 1 2 3 4
1
2
3
4
4 0 2 1 1
4 3 0 4 1
4 1 2 0 2
4 3 2 3 0
Using the inputs shown in Tables 1-3, the MIP model shown in equations (1-10) was developed under AMPL IDE and solved using CPLEX 12.6.0.0 solver running on a PC with a core i5 2.27 GHz and 4GB RAM. The AMPL code is given by the appendix. The resulted optimal solution, represented by the starting time of each job on each machine along with the selected process plan for each job, is given by Table 4. As can be seen, the first process plan was selected for jobs 1, 2 and 4, and the second process plan was selected for job 3. A Gantt chart for the optimal schedule, including processing and setup times for each job according to the selected process plans, is also shown in figure 3. As can be seen, the makespan is 27 time units. For comparisons purposes, the above case was solved as a scheduling problem only in which only single process plan (operations sequence) for each job was assumed available. After running the model, the makespan was found to be 28 and 34 time units when considering separately the first and the second process plans, respectively. This indeed approves the benefits of integrating the IPPS and the SDST problems and shows the superiority which the IPPS-SDST modeling can provide over separate implementation of the SDST problem. Table 4. The optimal schedule for the studied case. Starting Time Selected process plan
Operation Job
1
2
3
4
1
19
14
11
8
First
2
14
17
20
4
First
3
23
20
3
12
Second
4
1
11
14
22
First
Fig. 3. The Gantt chart for the optimal schedule
6
Conclusions
This research presented the formulation and implementation of a MIP mathematical model that integrates the IPPS and SDST problems. The implementation results of a case from the electrical wires and cable industry indicated that the model can perform
well in its related activities. However, the model complexity would limit its applicability as the number of operations increases. Improvements in the mixed integer programming algorithms may help to overcome this limitation. For possible future research extension, issues such as including alternative machines for each operation would result in a more integrated model.
References 1. Allahverdi, A., Ng, C.T., Cheng, T.E., Kovalyov, M.Y.: A survey of scheduling problems with setup times or costs. Europ J Oper Res, 187, 985-1032 (2008) 2. Altarazi, S.: An optimization tool for operational tolerances allocation, work in process inventory minimization, and machines assignment in a discrete part manufacturing environment. Int J Adv Manuf Technol, 55, 1069-1078 (2011) 3. Amin-Naseri, M.R., Afshari, A.J.: A hybrid genetic algorithm for integrated process planning and scheduling problem with precedence constraints. Int J Adv Manuf Technol, 59, 273-287 (2012) 4. Baykasoğlu, A., Özbakır, L.: A grammatical optimization approach for integrated process planning and scheduling. J Intell Manuf, 20, 211-221 (2009) 5. Brandimarte P, Calderini M (1995) A hierarchical bicriterion approach to integrate process plan selection and job shop scheduling. Int J Prod Res 33(1):161–181 6. Garcia-Sabater, J.P., Maheut, J., Garcia-Sabater, J.J.: A two-stage sequential planning scheme for integrated operations planning and scheduling system using MILP: the case of an engine assembler. Flex Serv Manuf J, 24, 171-209 (2012) 7. Guo, Y.W., Li, W.D., Mileham, A.R., Owen, G.W.: Applications of particle swarm optimization in integrated process planning and scheduling. Robot Comput-Integr Manuf, 25, 280-288 (2009) 8. Haddadzade, M., Razfar, M.R., & Zarandi, M.F.: Integration of process planning and job shop scheduling with stochastic processing time. Int J Adv Manuf Technol, 71, 241-252 (2014) 9. Jain, A., Jain, P.K., & Singh, I.P.: An integrated scheme for process planning and scheduling in FMS. Int J Adv Manuf Technol, 30, 1111-1118 (2006) 10. Kang, M., Han, J., Moon, J.G.: An approach for interlinking design and process planning. J. Mater. Process. Technol, 139, 589-595 (2003) 11. Kim, Y. K., Park, K., Ko, J.: A symbiotic evolutionary algorithm for the integration of process planning and job shop scheduling. Comput Oper Res, 30, 1151-1171 (2003) 12. Kumar, M., Rajotia, S.: Integration of process planning and scheduling in a job shop environment. Int J Adv Manuf Technol, 28, 109-116 (2006) 13. Lee H, Kim SS (2001) Integration of process planning and scheduling using simulation based genetic algorithms. Int J Adv Manuf Technol (2001) 18:586-590 14. Li, W.D., McMahon, C.A.: A simulated annealing-based optimization approach for integrated process planning and scheduling. Int J Comput Inetll Manuf, 20, 80-95 (2007) 15. Li, X., Gao, L., Shao, X., Zhang, C., Wang, C.: Mathematical modeling and evolutionary algorithm-based approach for integrated process planning and scheduling. Comput Oper Res, 37, 656-667 (2010) 16. Mandahawi, N., Al-Shihabi, S., Altarazi, S.: A max-min ant system to minimize total tardiness on a single machine with sequence dependent setup times implementing a limited budget local search. Int J Res Rev App Sci, 6, 30-40 (2011)
17. Nourali, S., Imanipour, N., Shahriari, M. R.: A Mathematical Model for Integrated Process Planning and Scheduling in Flexible Assembly Job Shop Environment with Sequence Dependent Setup Times. Int J Math Analy, 6, 2117-2132 (2012) 18. Pinedo, M.L.: Scheduling: theory, algorithms, and systems. Springer Science & Business Media, NewYork (2012) 19. Saygin, C., Kilic, S.E.: Integrating flexible process plans with scheduling in flexible manufacturing systems. Int J Adv Manuf Technol, 15, 268-280 (1999) 20. Shao X, Li X, Gao L, Zhang C (2009) Integration of process planning and scheduling-A modified genetic algorithm-based approach. Comput Oper Res 36:2082-2096 21. Stafford, E.F., Tseng, F.T., Gupta, J.N.D.: Comparative evaluation of MILP flowshop models. J Oper Res Soc, 56, 88-101 (2005) 22. Taiwan Turnkey Project Association,
http://www.tpcc.org.tw/wholeplant2/mainchoose/1-4.htm 23. Tan, W., Khoshnevis, B: A linearized polynomial mixed integer programming model for the integration of process planning and scheduling. J Intell Manuf, 15, 593-605 (2004) 24. Tan, W., Khoshnevis, B.: Integration of process planning and scheduling—a review. J Intell Manuf, 11, 51-63 (2000) 25. Wan, S., Wong, T., Zhang, S., Zhang, L.: Integrated process planning and scheduling with setup time consideration by ant colony optimization: Doctoral dissertation. The University of Hong Kong, Hong Kong (2012) 26. Wong, T.N., Leung, C.W., Mak, K.L., Fung, R.Y.K.: Integrated process planning and scheduling/rescheduling—an agent-based approach. Int J Prod Res, 44, 3627-3655 (2006)
Appendix: AMPL Code for the IPPS-SDST Proposed Model