Materials Science and Engineering A 508 (2009) 195–199
Contents lists available at ScienceDirect
Materials Science and Engineering A journal homepage: www.elsevier.com/locate/msea
Effect of testing temperature and strain rate on the transformation behaviour of retained austenite in low-alloyed multiphase steel J.A. Jiménez a , M. Carsí a , O.A. Ruano a,∗ , G. Frommeyer b a b
Department of Physical Metallurgy, Centro Nacional de Investigaciones Metalúrgicas, C.S.I.C., Av. Gregorio del Amo 8, 28040 Madrid, Spain Department of Materials Engineering, Max Planck Institut für Eisenforschung, Max Planck Str. 1, 40237 Düsseldorf, Germany
a r t i c l e
i n f o
Article history: Received 20 May 2008 Received in revised form 17 December 2008 Accepted 19 December 2008 Keywords: TRIP steel Austenite Martensite X-ray diffraction
a b s t r a c t The influence of temperature and strain rate on the evolution of the retained austenite content during plastic straining has been studied by tensile tests performed at 4 × 10−4 , 10−2 and 0.4 s−1 between −100 and 450 ◦ C. Up to 150 ◦ C, the austenitic volume fraction mechanically transformed decreases with increasing testing temperature being almost independent of strain rate. In contrast, above 150 ◦ C the martensite transformation depends on testing temperature and strain rate since it is related to the ability of carbon atoms for pinning dislocations. © 2009 Published by Elsevier B.V.
1. Introduction During the past few years, the automobile industry has shifted its focus towards the weight reduction of automobile structural parts, maintaining sufficient passive safety. The industry has faced this challenge offering a variety of high strength steels with multiphase microstructures (at least two different microstructural components) [1–6]. These steels are designated as advanced high strength steels (AHSS). Among AHSS, low allowed TRIP steels (TRIP – Transformation induced plasticity) have received special attention as they offer an excellent combination of strength and ductility at affordable costs [7–9]. TRIP steels for cold forming have been developed by using manganese and silicon as the main alloying elements in order to suppress the Fe-carbide precipitation during the heat treatment [10,11]. In this case, a significant amount of austenite can be retained by cooling to room temperature (RT) through a two steps thermal treatment. First, the specimen is soaked at a temperature in the intercritical (␣ + ␥) range, and then quenched at an intermediate temperature above the martensite-start temperature, which allows the bainite transformation to occur during isothermal holding. The remaining austenite is further enriched with carbon, which shifts the martensite-start temperature below room temperature. A typical phase distribution of TRIP steel in the as-shipped condition is about 50 vol.% ferrite, 40–45 vol.% bainite, and 5–15 vol.% retained austenite. These materials can present
∗ Corresponding author. Tel.: +34 91 5538900; fax: +34 91 5347425. E-mail address:
[email protected] (O.A. Ruano). 0921-5093/$ – see front matter © 2009 Published by Elsevier B.V. doi:10.1016/j.msea.2008.12.048
an improvement in strength and ductility by transformation of retained austenite to martensite as deformation progresses [12]. Hardening due to this transformation increases the resistance to local necking, and thus higher uniform elongation and better formability is obtained [13,14]. One can note the significant number of scientific publications, conference papers and patent applications on the subject of low alloy TRIP-aided ferrous alloys during the last 20 years. These investigations have been focused on the transformation behaviour of retained austenite in uniaxial tension [4,5,15,16], correlation between different microstructural features and mechanical properties [17,18], individual behaviour of constituent phases [19,20], effect of the deformation mode [21–23] and also, from the modeling point of view, several constitutive equations describing TRIP may be found in literature [24–27]. It has been recognized that the TRIP effect, responsible for the extraordinary mechanical properties of these steels, is directly related to parameters like the austenite stability and the stacking fault energy. These parameters are temperature dependent, and therefore it is clear that testing temperature should have a strong influence on the mechanical properties. There are a few reports available in the literature about the effect of temperature and strain rate on the deformation behaviour of TRIP-aided steels, but in general, these studies are focused in one of these two parameters. Mukherjee et al. investigated the deformation using tensile tests at RT and at 150 ◦ C at several strain rates [18,28]. Sugimoto et al. performed tensile tests at one strain rate (2.8 × 10−2 s−1 ) over a temperature range between −50 and 400 ◦ C [22]. Finally, Wei et al. studied the mechanical behaviour of TRIP-aided steel and the kinetic of retained austen-
196
J.A. Jiménez et al. / Materials Science and Engineering A 508 (2009) 195–199
ite transformation over large range of strain rates [29]. On the other hand, direct comparison of results obtained in different works, to determine the influence of test temperature and strain rate on mechanical properties, may not be simple since the stability of austenite depends also on a number of other factors like chemical composition, annealing parameters, morphology and size of retained austenite and forming conditions. Thus, some aspects on the simultaneous influence of temperature and strain rate on the transformation behaviour of retained austenite keep still unclear. In this context, a conventional TRIP 700, which is an important technological material, was chosen in the present investigation, in order to determine the fraction of retained austenite transformed as a function of the strain at temperatures ranging from −100 to 450 ◦ C at 4 × 10−4 , 10−2 and 0.4 s−1 . 2. Experimental procedure A TRIP 700 steel (chemical composition: 0.22 wt.% C, 1.64 wt.% Mn, 1.51 wt.% Al, 0.05 wt.% Si, 0.012 wt.% P, balanced Fe) has been supplied by Thyssen-Krupp Stahl AG in finished condition. Microstructure of this material was examined on the rolling plain and transverse sections by both optical and field emission gun scanning electron microscopy (FEG-SEM). Standards metallographic procedures were followed and for the grain structure observation, polished specimens were etched with 1% nital. In addition, a colour etching technique based on LePera method was used for emphasizing specific microstructural features. This etchant is a mixture of two solutions: 1 g Na2 S2 O5 in 100 ml distilled water and 4 g dry picric acid in 100 ml ethanol. Quantitative analysis of the volume fraction of retained austenite was calculated in the as-received material from the area fraction present of this phase. For these tasks, an image analyser software was used. At least 10 different fields were measured to provide acceptable accuracy. Sub-sized flat samples with 20 mm gauge length and 5 mm width were used for determining the dependence of tensile properties with the temperature in the range from −100 to 450 ◦ C. These samples were machined in the direction parallel to the rolling direction. At each temperature, tensile tests were performed at nominal strain rates of 4 × 10−4 , 10−2 and 0.4 s−1 . Also interrupted tensile tests at plastic strain levels ranging from 5% to 40% were performed at 20, 100 and 250 ◦ C at 4 × 10−4 , 10−2 and 0.4 s−1 to determine the evolution of the retained austenite content during plastic straining. The volume fraction of retained austenite versus tensile strain was measured by X-ray diffraction. The diffraction studies were performed employing Cu K␣ radiation and a diffracted beam monochromator. The specimens were grinded and fine mechanical polished with 1 m diamond paste and colloidal silica (40 nm). To minimize the effect of texture, the integrated intensities of (1 1 1), (2 0 0), (2 2 0) and (1 1 3) austenite peaks and (1 1 0) (2 0 0), (211) and (310) ferrite peaks were used for the measurements. For this goal, a calibration curve determined from three standard reference materials certified by the National Bureau Standards with a specified amount of austenite was used.
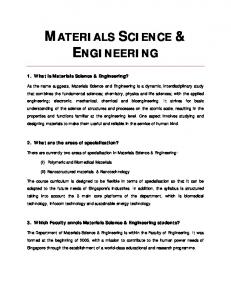
Fig. 1. Optical micrograph of TRIP 700 etched with Nital showing the microstructure on the rolling plane.
is 21.0 ± 2.0% and 14.4 ± 1.2%, respectively. This last value is in good agreement with that measured by X-ray diffraction (14.5 ± 1.0%). The evolution of the mechanical properties as a function of the temperature, for samples tested at 4 × 10−4 , 10−2 and 0.4 s−1 , respectively, is summarized in Fig. 3(a)–(e). In these figures, the tested temperature range can be divided in two regions: from −100 to 150 ◦ C and above 150 ◦ C. The first temperature range is characterized by a low strain rate sensitivity of the flow stress, since at a given temperature the value of the UTS is almost independent on the strain rate. Wasilkowska et al. related this behaviour to an intrinsic property of the ferritic matrix and they point to deformation governed by slip [30]. While yield stress is almost not affected by temperature and remains almost constant (Fig. 3(a)), the UTS decreased continuously with increasing temperature (Fig. 3(b)). At the same time, both, uniform and total elongation increase with the testing temperature (Fig. 3(c) and d), reach a maximum at around 60 ◦ C, and gradually decrease to a minimum at around 150 ◦ C. Finally, a high strain hardening rate that decreases with increasing strain and temperature is observed (Fig. 3(e)). The most important effect in the strain hardening rate curves is the appearance of a plateau with increasing temperatures. Mukherjee et al. have reported that the mechanical properties of TRIP-aided steel are primarily influenced by the strain-induced transformation behaviour of retained austenite, which is related to the strain rate and testing temperature [18]. At testing temperatures below 150 ◦ C, the amount of austenite that transforms decreases gradually when the testing
3. Results and discussion Fig. 1 shows the microstructure in the rolling plane of an as-received sample of TRIP 700 after etching with Nital. A welldeveloped structure characterized by a non-equiaxed grains is observed. As in a sample etched with Nital it is not possible to differentiate ferrite, bainite and retained austenite, a colour etching technique was used. As shown in Fig. 2 in the rolling plane, after etching with LePera reagent ferrite grains appears light grey, bainite is dark coloured and retained austenite white. The volume fraction of bainite and retained austenite calculated from the area fraction
Fig. 2. Optical micrograph of TRIP 700 etched with LePera.
J.A. Jiménez et al. / Materials Science and Engineering A 508 (2009) 195–199
197
Fig. 4. Retained austenite volume fraction as a function of plastic strain in the temperature range −60 to 100 ◦ C and various strain rates.
temperature is increased, and is almost independent of the strain rate, as shown in Fig. 4 for samples tested at −60, 20 and 100 ◦ C. The amount of the initial retained austenite that transforms to martensite during tensile deformation prior to necking is 98, 79 and 38% in the samples tested at −60, 20 and 100 ◦ C, respectively. At temperatures above 150 ◦ C, Fig. 3 shows that the UTS, uniform and total elongation increase with testing temperature, and a maximum for these parameters is found for the samples tested at 4 × 10−4 and 10−2 s−1 at 200 and 300 ◦ C, respectively. This behaviour was related to the evolution of the retained austenite content at different strain rates. The TRIP effect thus plays the role of an additional source that improves the mechanical properties. As shown in Fig. 5, the austenitic volume fraction that is mechanically transformed at 200 ◦ C decreases with the strain rate, and uniform elongations of 44%, 25% and 16% are obtained in the samples tested at 4 × 10−4 , 10−2 and 0.4 s−1 , respectively. The total elongation to failure of TRIP steels has been reported to be mainly controlled by the strain-induced transformation of retained austenite [12]. Necking starts when the strain hardening rate produced by dislocations interaction is inadequate to compensate the increase of strain in a given region of the tensile sample. To delay the onset of necking and cracking, barriers stronger than dislocation tangles must be introduced during plastic straining. The introduction of such barriers must be continuous during straining, and not before it; otherwise they will increase the yield strength but will not necessarily increase the strain hardening rate. The formation of martensite under stress produces more effective “strain hardening” than that associated to an ordinary slip mechanism. Strain-induced transformation of retained austenite relaxes the accumulated stress in the ferrite during plastic deformation, being able the softened ferrite grains to strain hardened again by the strain-induced martensite. This increase of work hardening is associated to a volume expansion of the transforming region, which leads to additional plastic deformation of the surround-
Fig. 3. Mechanical properties as a function of testing temperature at various strain rates. Fig. 5. Retained austenite volume fraction as a function of plastic strain at 200 ◦ C and various strain rates.
198
J.A. Jiménez et al. / Materials Science and Engineering A 508 (2009) 195–199
ing region [31]. Detailed transmission electron microscopy studies performed by Jacques et al. illustrate the numerous accommodation dislocations generated within the ferrite region at the tip of the deformation-induced martensitic variants [31,32]. The above analysis suggests that martensitic transformation in TRIP steel has “strain hardening” effect and “uniform elongation” effect due to redistribution of stresses. Thus, the stability of retained austenite is an important factor directly affecting formability. When testing temperature is increased, an increase in the elongation to failure is observed in Fig. 3, which was related to a higher stability of the retained austenite. At low temperature austenite is less stable against straining and transforms into martensite very rapidly, reaching a saturation point after a small amount of plastic strain. As shown in Fig. 4, at −60 ◦ C for a plastic strain of 8% the fraction of retained austenite has decreased from 14.5% to 4%, and at a plastic strain of 15% almost all the austenite has transformed to martensite already. Thus, for further deformation the TRIP effect will have little contribution for delaying the appearance of necking. The increase of retained austenite stability with testing temperature causes that the strain-induced transformation can proceed steadily even at high strains, increasing therefore the macroscopic strain value at which the saturation point for the martensitic transformation is reached, as presented in Fig. 4. It could be expected that the maximum uniform elongation is obtained at a testing temperature for which the maximum volume fraction of retained austenite transforms to martensite steadily up to the failure of the sample. However, for testing temperatures above 20 ◦ C, the volume fraction of austenite that transforms to martensite decreases, and as shown in Fig. 3 the maximum total elongation appears at around 60 ◦ C. At his point it must be pointed out that although the TRIP effect has a large influence on the resulting mechanical properties, it cannot entirely explain the mechanical behaviour exhibited by the TRIP-aided steels. In the case of retained austenite having optimal stability, Sugimoto et al. [8] have shown that compressive long range internal stresses in the matrix are the results of the presence of untransformed retained austenite. These internal stresses contribute to large strain hardening both in an early stage of straining and at high strains, and therefore to enhance the elongation to failure by postponing necking to higher strains. Another important aspect of these steels that should be considered is the complex nature of their microstructures. They indeed combine structural constituents with antagonistic properties as ferrite, bainite, austenite and martensite. As a result of this large variability of properties among these constituents, stress and strain partitioning occurs during loading and this dictates the macroscopic stress–strain response. Moreover, the proportion of austenite and martensite continuously changes during straining and this definitely modifies the stress partitioning. Fig. 3 shows also a dependence of the uniform elongation with the strain rate at all temperatures of testing. A decrease in the uniform elongation for increasing strain rate is observed at a given testing temperature. At high deformation rate, the large multiplication of dislocations around hard phases makes slip difficult, and the rate at which the ferrite matrix is strengthened will increase. In the strain concentration areas, austenite can transform to martensite. As observed in Fig. 4, the amount of austenite that transforms with strain at 100 ◦ C and below is almost independent of the strain rate. This means that for a given macroscopic strain and temperature, the contribution of the TRIP mechanism to delay strain concentration in the sample during testing will be similar at all strain rates. Since the hardening rate increases with the strain rate at a given strain, the strain at which the TRIP effect can effectively delay necking will decrease, and the uniform and total elongation will be reduced. On the other hand, the second maximum in the uniform elongation observed in Fig. 3 at testing temperatures above 150 ◦ C is also related to the strain-induced transformation of retained austenite.
In this temperature range, diffusion of carbon atoms to the core of dislocations determines a solute-pinning process in the austenite. This mechanism makes difficult the movement of dislocations during plastic deformation and, therefore, facilitates the austenite transformation to martensite. An increase in the volume fraction of retained austenite that transforms to martensite during tensile testing should be accompanied by an increase in the uniform elongation, as found in Fig. 3. This process should depend on testing temperature and strain rate since it is related to carbon diffusion. The temperature at which the maximum uniform elongation is reached increased from 200 to 300 ◦ C for increasing strain rates from 4 × 10−4 to 10−2 s−1 , respectively. As shown in Fig. 5, the kinetics of transformation of retained austenite at 200 ◦ C decreases with the strain rate, and uniform elongations of 44%, 25% and 16% were obtained in the samples tested at 4 × 10−4 , 10−2 and 0.4 s−1 , respectively. At high temperature, the velocity of the dislocations moving inside the grains is much slower than the diffusing rate of carbon atoms. In this case, the dislocations are not pinned by the atoms, causing a decrease in ductility. 4. Conclusions The TRIP mechanism contributes to improving ductility in these steels, but dislocation slip is the most important deformation mechanism in TRIP 700 steels. Deformation to failure, therefore, is influenced by the TRIP effect, the long range internal stress associated to untransformed retained austenite, and the complex nature of the microstructure. At testing temperature up to 150 ◦ C, the TRIP mechanism is not dependent of the strain rate. In contrast, at higher temperatures, the TRIP mechanism depends on testing temperature and strain rate since it is related to the ability of carbon atoms to pin dislocations. Acknowledgement This work was supported by the Comisión Interministerial de Ciencia y Tecnología (CICYT), Spain, under Grant MAT2006-13348. References [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27]
R.G. Davies, Metall. Trans. A 9 (1978) 451. W.S. Owen, Met. Technol. 7 (1980) 1. I. Tsukatani, S. Hashimoto, T. Inoue, ISIJ Int. 31 (1991) 992. Y. Sakuma, O. Matsumara, H. Takechi, Metall. Trans. A 22 (1991) 489. Y. Sakuma, D.K. Matlock, G. Krauss, Metall. Trans. A 23 (1992) 1221. K. Sugimoto, N. Usui, M. Kobayashi, S. Hashimoto, ISIJ Int. 32 (1992) 1311. L. Zhao, N.H. van Dijk, E. Bruck, J. Sietsma, S. van der Zwaag, Mater. Sci. Eng. A 313 (2001) 145. K. Sugimoto, M. Kobayashi, S. Hashimoto, Metall. Trans. A 23 (1992) 3085. I. Tamura, Met. Sci. 16 (1982) 245. O. Matsumura, Y. Sakuma, Y. Ishii, J. Zhao, ISIJ Int. 32 (1992) 1014. Z. Li, D. Wu, ISIJ Int. 46 (2006) 121. O. Matsumura, Y. Sakuma, H. Takechi, Trans. Iron Steel Inst. Jpn. 27 (1987) 570. P. Jacques, Q. Furnémont, A. Mertens, F. Delannay, Philos. Mag. A 81 (2001) 1789. A. Pichler, S. Traint, M. Blaimschein, J. Sperl, P. Stiaszny, E.A. Werner, Proc. Int. Conf. TRIP-Aided High Strength Ferrous Alloys, Ghent, 2002, p. 171. M.D. Meyer, D. Vanderschueren, B.C. De Cooman, ISIJ Int. 39 (1999) 813. W.C. Jeong, D.K. Matlock, G. Krauss, Mater. Sci. Eng. A165 (1993) 1. W. Bleck, S. Papaefthymiou, A. Frehn, Steel Res. Int. 75 (2004) 704. M. Mukherjee, O.N. Mohanty, S. Hashimoto, T. Hojo, K. Sugimoto, ISIJ Int. 46 (2006) 316. J. Bouquerel, K. Verbeken, B.C. De Cooman, Acta Mater. 54 (2006) 1443–1456. K.D.H. Bhadeshia, ISIJ Int. 42 (2002) 1059. Y.H. Yan, G.Y. Kai, M. De Jian, Mater. Sci. Eng. A 441 (2006) 331. K. Sugimoto, M. Kobayashi, A. Nagasaka, S. Hashimoto, ISIJ Int. 35 (1995) 1407. I. Takeshi, T. Toshio, T. Yoshihiro, Int. J. Mech. Sci. 40 (1998) 173. F.D. Fischer, G. Reisner, E. Werner, K. Tanaka, G. Cailletaud, T. Antretter, Int. J. Plast. 16 (2000) 723. S. Dachkovski, M. Böhm, Int. J. Plast. 20 (2004) 323. T. Iwamoto, Int. J. Plast. 20 (2004) 841. J. Kim, S. Im, H. Kim, Int. J. Plast. 21 (2005) 1383–1408.
J.A. Jiménez et al. / Materials Science and Engineering A 508 (2009) 195–199 [28] M. Mukherjee, O.N. Mohanty, S. Hashimoto, T. Hojo, K. Sugimoto, ISIJ Int. 46 (2006) 1241. [29] X. Wei, R. Fu, L. Li, Mater. Sci. Eng. A 465 (2007) 260. [30] A. Wasilkowska, E. Werner, M. Bartsch, S. Traint, A. Pichler, D. Huckert, in: F. Kongoli, B.G. Thomas, K. Sawamiphakdi (Eds.), Modeling, Control and Optimiza-
199
tion in Ferrous and Nonferrous Industry, MS & T Iron & Steel Society and TMS, Warrendale, PA, USA, 2003, pp. 495–507. [31] P.J. Jacques, Q. Furnémont, A. Mertens, F. Delannay, Philos. Mag. A 81 (2001) 1789. [32] P.J. Jacques, Curr. Opin. Solid State Mater. Sci. 8 (2004) 259.