point measurement taken in n-points of the surface of the measured object. ..... PN-78/M-02137. [3] Whitehouse, D. J.: Handbook of surface metrology. Bris-.
244
S. Adamczak, D. Janecki:
116.Jg. (1999), H.4 .~~~~
Modernization of automated form measuring instruments ' S. Adamczak, D. Janecki z The paper focuses on the necessity of adaptation of form measuring instruments that operate in traditional measuring mode to computer-aided measurement of cylindrical profiles. The idea of computerising the measurement of such profiles includes the determination of the mean cylinder, graphical representation of the measured cylindrical surface, and the estimation of the straightness of the real axis in relation to the axis of the mean cylinder.
Keywords: cylindricity; axis straightness; forro measurement instruments; modernization
Modernisierung automatisierter Formprª191
Dieser Beitrag beschreibt M6glichkeiten der Anpassung und Modernisierung von konventionellen Messsystemen zur Erfassung zylindrischer Profilformen im Hinblick auf die computerunterstª Messtechnik. Durch die computerunterstª Auswertung solcher Profile wird die Bestimmung des mittleren Zylinders erm6glicht sowie die graphische Darstellung der gemessenen zylindrischen Oberfl~iche, weiters die Ermittlung der Geradlinigkeit der wirklichen Achse in Bezug auf die Achse des mittleren Zylinders.
Schlª
Zylinderform; Geradlinigkeit der Achse; Formprª
Mo-
dernisierung
1. I n t r o d u c t i o n The accuracy of cylindrical surfaces has been, in the majority of cases, estimated on the basis of roundness profile deviations in several selected cross-sections of the tested object. In practice, however, it is the whole surface that influences the mating of particular machine elements, and therefore, more and more frequently, the modern manufacturing process requires constant check of cylindrical surfaces estimated by means of appropriate parameters which refer to the whole cylindrical surface. And only through appropriate measurement and applying specialist accurate measuring systems, that make it possible to keep up with the imposed boundary cylindrical deviations, can the requirement be met [1]. ~Nach einem Vortrag, gehalten anl~isslich des vom 8. bis 10. September 1998 an der Technischen Universit~t Wien veranstalteten 6. Internationalen IMEKO-Symposiums "Metrology for quality control in production - ISMQC". 2 Univ.-Prof. Dr.-Ing. habil. Stanislaw Adamczak and Sen. Lecturer Dr.-Ing. D. Janecki, Autonomous Division of Machine Technologyand Centre for Laser Technology of Metals, Faculty of Mechanical Engineering, The Kielce University of Technology, Al. 1000-1eciaR P. 7, 25-314 Kielce, Polen.
In industrial practice, the most common instruments used to estimate cylindricity profiles in the laboratory conditions have been those based on the reference methods, as they can estimate both roundness and cylindricity profiles. Of particular use here have been instruments with the controllability of vertical shift of the measuring sensor. Still, such estimation is troublesome and requires complicated comparative calculations for each roundness profile and, what is more, the measured cylindricity profile cannot be represented graphically. Therefore, estimating cylindricity for industrial purposes has meant measuring its three special cases, that is crowning, saddleback distortion and conicity [2]. Quite often, however, estimation of this type has appeared to be insufficient for the modern industry. So, only after the recent general application of computer-aided measuring systems is it possible to carry out a complex measurement of cylindricity profiles, estimate them by means of any parameter, and graphically represent the analysed surface in any plane section. Kielce scientific community, concerned with the problem, undertook complex research, designing, and development work, whose aim was the adaptation of traditional measuring instruments to the measurement of cylindricity pro¡ Having studied thoroughly all information obtained from manufacturers of
.~~~ 110.Jg. (1999),H.4
Modemization of automated foml measuring instruments
such instruments (Taylor-Hobson, Perthen, Hommelwerke, etc.) as well as the findings of other scientific centres investigating the same problem [3, 4, 5], the researchers decided to apply the coupling of a measuring instrument with a computer-aided system of measuring signal processing, and this appeared to be a very successful solution. The result of the research was full computerisation of an instrument called Talycenta (Taylor-Hobson),which, among others, is capable of measuring cylindrical profiles [6]. In the paper, the authors present some of the most essential observations made throughout the whole activity in this field.
2. Characteristics of the measurement of cylindricity profiles In the measurement of cylindricity the following methods can be applied: measurement of roundness profiles taken in n-sections transverse to the axis of the measured object, measurement of straightness profiles carried out in nsections longitudinal to the axis of the measured object, measurement in relation to the screw line with its parameters properly selected, point measurement taken in n-points of the surface of the measured object. All the mentioned methods with the commonly applied methodology of estimation of form accuracy require assuming an appropriate adjacent profile, which can be one of the cylinders: circumscribed, inscribed, mean or of the mŸ zone. Ir is the mean cylinder, however, that is generally applied to the estimation of cylindricity profiles, due to the fact that such a cylinder can be univocally defined and easily determined. This cylinder is the reference element, in relation to which the estimation of deviations of each point of the measured cylindrical surface is made. The deviations are then used to determine the appropriate parameter and represent graphically the measured roundness profile. In accordance with this method, the estimation of cylindricity can be made for the whole surface or within the limits of the so-called partial surface. Of all methods used to measure cylindricity the one involving measurements of roundness pro¡ in cross-sections of the cylinder appeared to be the most efficient. By applying this very method it is possible to fully automate the measurement, to repeat it in a particular section, if necessary, when, for example, the measured profile is in doubt, and to determine the real axis of the cylinder.
3. Modernization of the Talycenta The Talycenta (produced by the Taylor-Hobson Company, Great Britain) is a universal measuring instru-
245
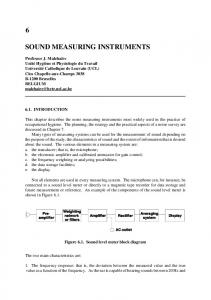
ment to measure the form errors of the cylindrical surfaces. The measured etement is placed on a rotary measuring table driven by a direct current motor with regulated constant rotary speed. Additionally, the measuring table can be shifted in the horizontal plane and inclined within the range from - 10 to + lO minutes. The shifting and inclining of the table is controlled by four stepping motors. The measuring sensor can be shifted in the vertical plane; and there are several speeds of vertical shift available. The original Talycenta system makes it possible to measure roundness in a selected cross-section of the cylinder, and straightness in any longitudinal section. The estimation of profiles in several cross-sections allows also, though in a limited range, estimating the cylindricity deviation. The estimation of form errors is made on the basis of observations of the profile recorded by means of a recorder on special paper provided by the manufacturer. The measurements of roundness ate made according to the following rule: the inductive measuring sensor touches the measured object placed on the rotating measuring table; the transverse movements of the sensor are transformed into an electric signal proportional to the sensor's displacement, reinforced by the measuring amplifier and printed on paper. When measuring straightness, the table is fixed and the vertical shift of the sensor is on. The measurement should be preceded by the process of the centring and plumbing of the object, and this should be done in such a way that the table axis and the axis of the measured object overlap each other as accurately as possible. The process of centring and levelling is difficult as well as time-consuming, and requires experience of the operator. The measuring table is adjusted by means of the stepping motors in such a way that, in any two cross-sections of the measured cylinder, the amplitude of the sensor's indications is as small as possible. That allows applying appropriately big amplification of the measuring slotted line, which ensures high accuracy of the measured pro¡ The modernization of the instrument Talycenta involved the coupling of the instrument with the computer equipped with a route sheet with analogue inputs and outputs. The new measuring amplifier that replaced the original one has no damageable mechanical switching or regulating elements, and the amplification and signal shifl (or the so-called shift) are controlled exclusively from the computer. Additionally, an electronic rule with an RS output was installed so that the inductive sensor height can be measured automatically, exact to 0.01 mm. The replacement did not include, however, all the instrument drive controllers, and the control panel, which plays an auxiliary tole in the modemized instrument.
246
S. Adamczak, D. Janecki:
-amplifier
1~
--
RS interface of hei~th sensor
"~
'lel . . . . ;L
step ] motors [ controllers
~
-computer
!
vertical movement 9 controller
116. Jg. (1999), H. 4 .~Ÿ
to have the read-out of the measuring report printed by a printer on universal paper, to have the measuring results registered on the computer disc, and to be able to manage the measuring data base (copying, deleting, shifting measuring results), to extend the measurability to the measurement o! straightness of the axis of the measured cylinder, radial run-out, and coaxiality of one cylindrical object surface in relation to another.
!
I
F i g .
pulse angle encoder 1.
Block diagram of the modemized measuring instru-
ment Fig. 1 shows the modernized measuring system. The coupling of the instrument with the computer equipped with specially developed software allows: --
-
--
-
--
-
--
controlling the rotation of the measuring table, including switching the rotations on and off, changing the table rotation speed, and switching on and off the brake, controlling the table shift and inclination by means of the stepping motors; and reading-out the absolute position of the stepping motor through reading-out the tension from the potentiometer slides coupled with the motor rotors, controlling the vertical shift of the sensor, including the switching on and off the up- and downshift, setting the shift speed, reading-out the level of the boundary switches of the vertical shift, controlling the amplification of the measuring amplifier and the shift of the measuring signal, and reading the value of the measured signal (with density up to 4096 samples per rotation), identifying the absolute angular position of the table by means of the impulse sensor of rotation and maker signal, reading-out the relative height of the measuring sensor from the electronic rule through the RS joint, blocking the hand control panel for the time of automatic control.
The following are the modernization objectives: --
-
--
to eliminate the damageable system elements, including the replacement of the measuring amplifier, to ensure the automatic centring and levelling of the object on the measuring table, to automate the cylindricity measurement process, to evaluate objectively the profiles of roundness, waviness and straightness by means of a series of parameters consistent with the ISO standards,
4. Automatic centring and levelling of the object One of the most interesting capabilities of the modero ized measuring system is the function of automatk levelling and plumbing. First, before the option "Cen tring and levelling" is switched on, it is necessary t( choose the instruction "Mean Position" from the con trol panel on the computer screen. This will cause aT automatic shift of all stepping motors controlling th~ table position into the central position of their shif range. Then, after choosing the option "Centring an( levelling", the conversational window will appear oi the screen, and the two text fields accessible: "Initia height" and "Gain in height" should be filled in. Th~ initial height H~ refers to the lowest position of the sen sor. The gain in height A H is positive. Completint both fields is followed by centring and levelling in th, automatic mode. If one of the ¡ is not filled in, th, shifting of the sensor up to the appropriate height mus be made by the operator. Ir it is the automatic mode that is chosen to carry ou the procedure, the whole process will take place with out the participation of the operator. The computer wil set the measuring sensor at the initial height H1, then ] will switch on the rotations, measure the profile, an, compute the co-ordinates of profile eccentricity i relation to the rotation axis Ex› Eyl. Next, the measm ing sensor will be moved up to height/42 = H~ + A h and another measurement will be taken, and after th~ the co-ordinates of profile eccentricity in the secon c r o s s - s e c t i o n Ex2 , Ey 2 will be determined. The co-ordJ nates of inclination Sx, Sy and shift Ex, Ey of the obje( axis in relation to the rotation axis are determined ba,' ing on the equations: Ex2 - E1 S x - Hx 2
Ey2 - Ey1
H x l , S y - Hx 2
Hxl,
Ex = Ex1 + (/4o - H1) &, Ey = Eyl + (/4o - H1) Sy where:/4o- height of rotation point of the object axis the table inclination (equal to 50 mm). The centring and levelling being made, the whole pr( cess can be, if required by the operator, repeate~ While centring and levelling the computer automat
5~f~J
116. Jg. (1999), H. 4
Modernization
of automated
cally chooses the amplification of the amplifier and appropriate signal shift so that the sensor indications will be within the measuring range.
5. Definition of the mean cylinder axis The mean cylinder is a cylinder for which the integral from the square of the distance of the real cylinder surface from the mean cylinder surface is minimum. To define the mean cylinder, Cartesian co-ordinate system XYZ is introduced in such a way that plane XY lies in the table plane and axis X shows 3 o'clock and axis Z overlaps the table rotation axis (Fig. 2.). The cylinder axis is defined on the basis of co-ordinatesAx andAy of the intersection of the axis with plane z =/4o ~ 50 mm (eccentricity), and cotangents Lx and Ly of the angles between plane z = 0 and the axis projection onto planes y = 0 and x = 0 respectively (the angles determine the deviation of the axis from the pIumb-line). For the measured profile R (~, h): ~ 9 [0, 2 :r], h 9 [H1,/42] the mean cylinder is the cylindrical surface with radius Rs and the axis coordinates Ax, Ay, Lx,/'5', for which the functional H22n,
f (~~ + (~x + ~~ ~~- H0~).co~ ~~~ + H1 0
(Ay + L y ( b - H0)). sin (q~) - R (~,h))2d~ dh reaches minimum (/40 is the height of the rotation centre of the measuring table).
f !
form
measuring instruments
Hk value of the amplitude and the number of the biggest component of the profile harmonic, Ow oval, F macrowaviness (parameter de¡ for the bearing industry needs), f microwaviness ( parameter defined for the bearing industry needs), E concentricity (misalignment) calculated in relation to the axis of the mean cylinder (measurement of cylindricity) of the axis of rotation (measurement of roundness), Z phase of eccentricity, Ex component x of eccentricity, Ey component y of eccentricity, H height of measurement in relation to the reference plane (the measuring table). However, to estimate cylindricity profile, the parameter is determined by the relationship:
AC=P+V, where: P - the biggest positive deviation of cylindricity profile from the mean cylinder; and V - the biggest negative deviation of the cylindricity profile from the mean cylinder. The position of each component of the roundness profile ( P o r V) is determined by the position angle designated by Lp or Zv and height measured in relation to the reference plane (the measuring table). The parameters referring to the determination of the position of components P and V were included in the program due to the necessity of univocal determination of the point where the biggest deviations of the real plane are, which is of great importance when controlling the course of manufacturing processes. The developed program makes it possible to graphically represent the measured cylindricity profile (Fig. 3.). Thanks to the capability of rotating and inclining the cylinder
Measorement name: cytindricity Type:
Fig. 2. Position of the mean cylinder in relation to the measuring table
247
I
Cross-sr
no: ZO j
Filtcr cut-off
2-50
Cylindricity parameters
6. Cylindricity profile parameters For any cross-section of a measured object and the accepted mean cylinder, the computer program makes it possible to determine the following parameters (Fig. 2.): zŸR roundness deyiation (or p + u), ,d D cylinder diameter deviation in a given section (deviation is determined in relation to the cylinder diameter in the first section),
AC: P: 4p:
Hp: U: 4U:
HU:
0.SZ 0.30 7,15 231.3 -0.52 2.00 115.1
pro pro
deg mm pro
deg mm
. Operator: . . . . . . . . . . . . . .Ouriusz . . . . . . . . . . .WoŸ .................
17.0_32129.?i
Fig. 3. Graphical representation of the measured profile of cylindricity along with parameters of its evaluation
248
S. Adamczak, D. Janecki: Modernization of automated form measuring instruments
the analysis and observation of the whole measured area are possible.
116.Jg. (1999),H.4 ~ ~
cylinder axis of the previously taken measurement. If that is the case, the parameters represent respectively the radial run-out, and coaxiality.
7. Parameters of axis straightness The computer program makes ir possible to determine the real axis of the measured object (Fig. 4.), whose deviations from the axis of the adjacent (mean) cylinder can be estimated by means of the following parameters:
Type: Axis straightness AE:
4E: HE:
O,IB 81,8 ii5. I
pro
deg mm
8. Conclusions The idea of computerisation applied to the estimation of cylindricity profiles was tested in laboratory and industrial conditions and is now widely used in the modernization of measuring instruments for the estimation of form profile, and particularly instruments of the Talycenta type. The instrument applies automated measuring-controlling system, which makes ir possible to couple with the computer equipped with an appropriate program, full qualitative and quantitative evaluation of measured roundness profiles and full automation of measurement. This allows modernization of instruments, which due to the application of out-dated systems of measuring signal processing could not be used to measurement of cylindrical surfaces, in accordance with modern world trends in metrology applied to the machine construction. References
Operator: Doriusz Wo2niok
Fig. 4. Diagram and parameters of axis straightness A E deviation of the axis straightness, that is the biggest deviation of the axis determined for the measured object from the axis of the mean cylinder, LE position angle of deviation A E , HE height of the position of deviation A E. The parameters of cylindricity and straightness are determined in relation to the mean cylinder axis. The program takes into account the possibility of evaluation of parameters A C and A E in relation to mean
[1] Scheiding, U., Weingraber, H. V.: Bezugssystem Stª zylinder, wt-Z. und Fertig 66, (1976), No. 2, p. 73-76 [2] Polish Standard: Tolerancje ksztaltu i polo2enia. Nazwy i okreglenia. PN-78/M-02137. [3] Whitehouse, D. J.: Handbook of surface metrology. Bristol, Philadelphia: Institute of Physics Publishing. 1994. [4] Zebrowska-Lucyk, S.: Cyfrowe metody pomiaru odchylki walcowogci. Model matematyczny, oprogramowanie, wyniki bada¡ Conference "Metrologia Wspomagana Komputerowo", Zegrze k/Warszawy, 1993, t. 2/B, p. 269-276. [5] Maduda, M.: Metrologia odchylky valcovitosti. Conference "Strojarska technologia a valiva Ioziska '97". Zilina: Universytet w Zilinie (SK). 1997, p. 19-21. [6] Adamczak, S., Janecki, D.: Skomputeryzowane pomiary zarysdw ksztahu powierzchni walcowych. PAK Warszawa 1 (1998), p. 8-12.