In this paper finite element analysis (FEA) of machining of Bi-Metallic ... Bi-metallic components are generally ... the 3 Dimensional versions of FEM software.
Numerical Simulation of Bi-Metallic material Machining Manikandan G*, Aravindan S *, Uthaya Kumar M # *Department of Mechanical Engineering, Indian Institute of Technology, Hauz Khas, New delhi 110 016, India #Department of Mechanical Engineering, Kalasalingam University, Krishnankoil- 626 190 E-mail: aravindan @ mech.iitd.ac.in
Abstract In this paper finite element analysis (FEA) of machining of Bi-Metallic material (Aluminium and CI) at high speed cutting is presented by using a commercial FEA package AdvantEdge. In particularly, cutting force and thrust force are taken into account due to their predominant roles to determine the machinability and bond damage between aluminium and Cast-iron during machining of Bi-Metal. Finite element simulation is carried out by full factorial design from the three levels and three factor (cutting velocity, feed, depth of cut) cutting parameter.
Keywords: Finite Elemet Method,cutting forces, Machining and Bi-metal, In the recent decades, with the emergence of more and more powerful computer, numerical technique like finite element method (FEM) is widely used in machining industry. The simulation results can be used as a practical tool for both researchers and machine users and tool makers to design new tools and to optimize the cutting process[2]. simulation reduces the number of preliminary trials of experiments. It is also possible to acquire the necessary output values without conducting experiments. Time and energy saved by simulation in turn leads to cost reduction.
1.0 INTRODUCTION Automotive industries are currently using Bimetallic material for many applications like diesel engine piston which contains Aluminium alloy and Cast iron insert. Earlier many components in transport vehicles were made of Cast iron but now to reduce the weight, industries are using light aluminium alloy reinforced with strong metal based insert especially at high load bearing region. Bi-metallic components are generally machined using two different tools and two different cutting speeds. Due to frequent change of tool, the cycle time get increased. Hence it is required to implement a single tool for machining both metals. Cubic boron Nitride is used as a cutting tool material for hard turning. Due to excellent wear durability, high hardness, and good thermal resistance, cBN tool is commonly used for single point turning of hardened material.
Ceretti. E et al[3] discussed three dimensional turning operations using three dimensional FEM software DEFORM-3D. This is based on implicit lagrangian computational routine and workpiece used here is aluminium alloy. Several papers are available on two dimensional simulation of cutting operation when compared to 3D because the 3 Dimensional versions of FEM software require big computational time. In particularly both orthogonal cutting and oblique cutting operations are modeled. Simulated cutting forces are plotted for both orthogonal and oblique cutting condition then good agreement found with experimental result.
The need of employing a single tool to improve productivity without losing the surface integrity of a bimetallic part is realized by industry. Machining studies are to be conducted on a bimetallic part using a single tool. Bond damages and surface roughness of the machined components are also being tested to assure the quality of the components[7] .
Domenico Umbrello[4] studied the finite element simulation of orthogonal turning process of Ti6Al4V alloy at higher cutting speed for 1
predicting the machinability and tool wear during machining by using the commercial FEA software DEFORM-2D, A lagrangian implicit code, was used to simulate the process and Johnson-cook material model was used with three different material coefficients. The workpiece was modeled as a deformable body and tool as rigid. Cutting forces by FEA with three different material coefficients are almost constant and similar to experimental result. Based on these results, the assumption of friction model in this study appears to be reasonable and good.
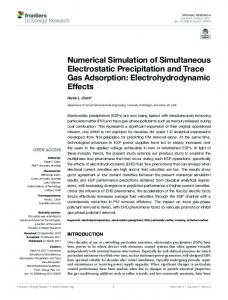
13% lower than the other model simulated values and 19.7% lower than the measured value. Similarly this observation is repeated in other models also. It is concluded that the other three models are consistent and deviate from actual forces by less than 13%. 1.1 Finite Element Model Machining of Bi-Metallic material modeled as an 2D conditions,A schematic of the tool-workpiece configuration is as shown in Figure 1, where ‘v’ is the cutting velocity, ‘r ‘the tool tip radius, f is the feed, α and β are the rake and clearance angles respectively. The length of the workpiece is l and the height is h.
G.V.Rao[8] studied the finite element simulation of Micro mechanical modeling of orthogonal turning process for CFRP and Glass fiber reinforced polymer composites by using ABAQUSV6.5.Three dimensional macromechanical finite element (FE) model for finding the cutting force , thrust force and debonding between fiber and matrix during machining also were studied. The interface failure is found by the use of cohesive zone model(CZM).Fracture mechanics approach is used to study the interfacial effects in dissimilar material and in the same material when they are initially bonded together. Halil Bil et al[5] studied the simulation of orthogonal metal cutting by finite element analysis in C15 steel, here they compared the various simulation models of orthogonal cutting process with each other as well as with various experiments. The effects of several process parameters, such as friction and separation criterion, on the results are analyzed. As simulation tool, commercial implicit finite element codes MSC.Marc, Deform2D and the explicit code Thirdwave AdvantEdge are used. From the results, cutting and thrust forces, shear angle, chip thickness and contact length between the chip and the rake face of the tool can be estimated. For verification of results, several cutting experiments are performed at different cutting conditions, such as rake angle and feed rate. Results show that commercial codes are able to simulate orthogonal cutting operations within reasonable limits.
Fig. 1: Finite element model of Third Wave Systems AdvantEdge[1]
The commercial finite element package AdvantEdge from Third Wave Systems is used for the numerical simulations. AdvantEdge is a Lagrangian finite element package used for twodimensional modeling. The element topology used is a six-noded quadratic triangle element with three corner and three midsize nodes. Continues adaptive remeshing is used to correct the problem of element distortion due to high deformations. The larger elements are refined and smaller elements coarsened at regular intervals.
Jing Shi, C. Richard Liu [6] discussed on finite element simulation of orthogonal turning process of HY-100 steel by using ABAQUS/Explicit V6.2 with four different material models, namely Litonski-Batra, Power Law, Johnson-Cook, and Bodner-Partom Model. For each of the four relations, the evolution of predicted forces in the tangential direction and thrust direction by FEA simulation was plotted and was compared with experimentally evaluated results. As for the Litonski-Batra model, predicted cutting force is
In a typical machining event, very high strain rates, in excess of 104/s may be attained within the primary and secondary shear zones, while the remainder of the workpiece deforms at moderate or low strain rates. In order to account for a variation in the strain rate sensitivity at low and high strain rates, AdvantEdge incorporates a 2
stepwise variation in the rate of sensitivity exponent ‘m’ while maintaining continuity of stress. This leads to the following relations for low and high train-rates.
æ e& p ö s = s f ( e p ) .ç1+ p ÷ è e&0 ø
1
m1
forward-Euler algorithm. The resulting temperatures are transferred to the mechanical mesh and are incorporated into the thermalsoftening model, which completes one time stepping cycle.
, if e& p £ e&tp - -The - (1)heat is generated due to heavy plastic work
done on the workpiece, whose formula is given in Equation(4) M . f .W p R = - - - (4)
r
1
where, WP is the rate of plastic work, f is the fraction of plastic work converted into heat which is assumed to be 0.9, M is the mechanical equivalent of heat (taken as 1.0 by default) and ρ is the density of workpiece material
1
æ e&p ö m2 æ e&t ö m1 p p s=sf (e ) .ç1+ p ÷ .ç1+ p ÷ ,if e& >e&t ---(2) è e&0 ø è e&0 ø p
The heat is generated due to friction between the chip and the rake face of the tool according to Equation(5)
q = Ffr .n r .M - - - - - -(5)
AdvantEdge uses an adopted power hardening law with thermal softening with the following governing equation.
s
f
æ e p ö = s 0 .T ( T ) . ç 1 + p ÷ e0 ø è
1
n
Where, Ffr is the friction force, Vr is the relative sliding velocity between tool and Chip, and M is the mechanical equivalent of heat (M=1.0).
- - - ( 3 )The generated frictional heat is distributed to chip and tool according to the Equations (6), (7)
Where, n is the hardening exponent, T is the current temperature, σ0 is the initial.Yield stress p at the reference temperature T0, ε0 is the reference plastic strain, T (T)is a thermal softening factor ranging from 0 to 1 and has a general representation depending on the workpiece material of interest.
Qchip Qtool
=
kchip .rchip .cchip ktool .rtool .ctool
- - - (6)
And
Qchip +Qtool = Qfriction --(7)
1.1 Thermal boundary conditions
Where Qchip is the heat given to the chip, Qtool is the heat given to the tool, Qfriction is the total heat generated due to friction, k is the conductivity, ρ is the density and c is the heat capacity.
This model is also thermo-mechanically coupled. In AdvantEdge a staggered Procedure is adopted for the purpose of coupling the thermal and mechanical equations. Geometrically identical meshes for the thermal and mechanical models are used. Mechanical and thermal computations are staggered assuming constant temperature during the mechanical step and constant heat generation during the thermal step. A mechanical step is taken first based on the current distribution of temperatures, and the heat generated is computed from plastic working and frictional heat generation. The heat thus computed is transferred to the thermal mesh and the temperatures are recomputed by recourse to the
1.2 Friction Law Cutting tool material is single point cubic boron nitride which assumed to be rigid. the work tool friction coefficient value is 0.4 and is modeled as per Coulomb friction law. 2. Simulation Finite element simulations were carried out for 3 factors and 3 levels of experiments composing of 3 different feed rates, DOC, Cutting Velocity 3
160
Feed=0.15mm/rev
m/min
1
2
3
452
482
512
speed Feed
mm/rev 0.15
Depth
of mm
600
0.15
100 400
80 60 40
0.20
0.25
20
0.20
0.25
0
200
0 0
0.0002
0.0004
0.0006
0.0008
0.001
0.0012
Time (s)
cut
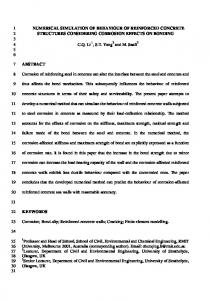
Figures-3 typical cutting force and Temperature, versus Time .
Based on the above 3-level and 3- factor process parameters full factorial design formulated and cutting force measured for 27 set of parameters.
Variation of cutting force(X) and thrust force(Y) with time is presented in Fig.3. From the figure, it is understood that during machining, the forces are at lower order at Aluminium side when compared with cast iron. Steeper rise in forces is observed at the interface.Similar trends is observd with the rise in temperature with time.
The cutting conditions were selected by considering the recommendations of the cutting tool’s manufacturer (Sandvik Tools) and the knowledge of practices, gathered through contemporary literatures and industries on hard machining. The three main selected parameters: cutting speed, feed, depth of cut. In all simulations Fig.2 shows it is made sure that steady state has reached. From Fig.3 shows a typical cutting force and Temperature, versus Time graph, where it can be seen that after some point steady-state is reached. Therefore all the results presented in this work were measured under steady state conditions.
3.0 CONCLUSION
Third Wave AdvantEdge
REFERENCES
FEM simulation on bi-metallic machining by using AdvantEdge commercial software is carrid out.Machining forces and temperature while machining at Al-zone, CI-zone and interfacial zone ar predicted using FEM simulation.This is effective in reduction of trail experiments.
[1] A Thirdwave Syatems AdvantEdge user Manual.
10
[2] Advanced machining processes of Metallic materials, Theory, Modelling and Applications. Elsevier publications.
8
Y (m m )
Force-X (N) Force-Y (N) o Temperature ( C)
Level- Level- Level- 120 Force-X (N), Force-Y (N)
Cutting
DOC=0.15mm
140
Table 1: Cutting parameters
Parameters unit
Cutting Velocity=452m/min
Tool 6
[3] Ceretti. E, et al, " Turning Simulation Using a Three Dimensional FEM code ", journal of materials processing and technology, vol.98, Aluminium 2000, P99-103
4
Cast-Iron 2 0
5
10
[4] Domenico Umbrello, “Finite element simulation of conventional and high speed machining of Ti6Al4V alloy”, journal of materials processing and technology, May 2007,P79-87.
15
X (mm)
Fig. 2: Simulation in Third Wave Systems AdvantEdge
[5] Halil Bil et al, “A comparison of orthogonal cutting data from experiments with three different 4
Temperature ( oC)
with Thirdwave AdvantEdge. Table-2 shows the different cutting conditions under which simulations were carried out
FEM models”, Machine Tools Manufacture,21 Jan 2004,P933-944.
and
journal of machining science and technology, 2008, P249-255.
[6] Jing Shi, C. Richard Liu, “The influence of Material Models on Finite Element Simulation of Machining”, journal of manufacturing science and Engineering, Vol.126,Nov2004, P849-857.
[8] Venu Gopala Rao G et al,”Three-dimensional macro- mechanical finite element model for machining of unidirectional-fiber reinforced polymer composites” Journal of machining science and technology,2008, P142-149.
[7] Uthayakumar. M et al, “Machining studies on bi-metallic pistons with CBN tool using Taguchi method-technical communication”,International
5