PRACTICAL UNDERSTANDING AND APPLICATION OF THE EFFECT OF DUAL OUTLET OPERATION ON INDUSTRIAL FLASH FLOTATION CELL HYDRODYNAMICS Dr Bianca Newcombe1; Joe Seppelt2; Brandon Akerstrom3
Abstract Flash flotation cell surveys have been taken on three separate circuits involving both stream sampling and axial profiling. All three circuits receive a copper-gold ore feed material. The objective of the work was to gain an understanding of the role the dual-outlet line plays in flash flotation cell operation and determine control limits for normal operation of the machine, targeting an optimised concentrate size distribution and increased unit recovery. Surveys with the dual outlet open at either 75, 50 or 25 % and with the dual outlet fully closed have been taken and compared, highlighting the crucial role the dual outlet plays in influencing the internal hydrodynamics of the industrial machine. When the dual outlet is in operation the classifier functionality of the machine is clearly evident in axial profile data. When the dual outlet is too restricted or closed the classifier function is lost in the upper part of cell resulting in a low per-centage solids region in the top 1 – 1.5 m of cell below the froth interface; and a lower grade concentrate which contains a higher proportion of very fine (-20 m) material. Recommendations for operations utilising flash flotation are presented and discussed.
1
Corresponding Author; Director, OptiFroth Solutions Pty Ltd
[email protected] 2 Production & Metallurgy Superintendent, Cadia Valley Operations (Newcrest Mining Ltd)
[email protected] 3 Senior Project Metallurgist, Cadia Valley Operations (Newcrest Mining Ltd)
[email protected]
Introduction Flash flotation cells are a common means of extracting valuable material from within the grinding circuit and are designed to process and upgrade cyclone underflow material. Sulphide minerals and precious metals may accumulate in the circulating load of milling circuits as a function of their specific gravity and without removal via a process such as flash flotation may be ground to very fine sizes (slimes) before they can exit via the cyclone overflow stream. The difficulties in recovering very fine mineral particles via ‘conventional’ flotation routes as well as the reduced capital and operating costs of a flash flotation machine make it an attractive unit operation in modern concentrators. (Yoon, 2000; McIvor and Finch, 1991; Sandström and Jönsson, 1988; Trahar, 1981; Trahar and Warren, 1976). There are several significant differences between this type of flotation machine and a ‘conventional’ flotation machine, most notably:
Size distribution of particles in the feed stream is very coarse and may contain small rocks;
Feed slurry % solids is very high, often over 65 % solids;
Reagent contact is limited as there are no dedicated conditioning stages prior to flash flotation;
Residence time is very short, typically between 2 and 3 minutes;
There is a large amount of material in the feed stream which bypasses the mixing zone of the cell and goes directly to the bottom tailings discharge (secondary mill feed).
In order to be able to upgrade the feed material into a concentrate stream, the underlying principles of operation of the machine are significantly different to that of other flotation devices. Flash flotation machines are required to operate as both a flotation device AND a classification device (Newcombe, 2014a). In order to achieve good recovery of valuable mineral to the concentrate launder the internal hydrodynamics of the machine must be such to enable sufficient mixing of slurry to give all floatable particles the opportunity for flotation recovery; allow heavy particles to settle to the tailings discharge; whilst concurrently providing a quiescent/settling region where flotation can be optimized. To achieve this there are several key design elements in place:
A conical discharge (tailings) outlet, which, in combination with the angle of feed addition, provide a by-pass mechanism to allow very large particles (small rocks) to go directly to tails and minimize damage to internal mechanical parts.
The inner cone is present to drive mineral-rich bubbles up and out into the concentrate launder.
A dual outlet line which provides a secondary tailings stream and will be shown in this paper to influence the internal flow regime of the cell.
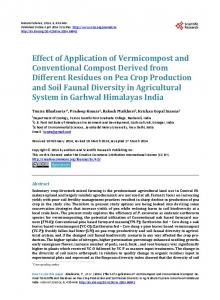
These design elements are shown graphically in Figure 1.
P a g e 2 | 29
Air addition via impeller shaft
Froth Zone Concentrate Feed (Cyclone Underflow)
Settling SettlingZone / Quiescent Zone Middle discharge / Dual outlet (optional) Mixing Zone
Very coarse material by-pass Tails from mixing zone
Tailings (Return to grinding circuit)
NOT TO SCALE
Figure 1 – Schematic of a flash flotation cell (Newcombe, 2014b) The dual outlet is located in the top region of the cell (inner cone) and due to its location within the quiescent zone (flotation zone) of the cell provides the operator with valuable information as to the effectiveness of both the internal classification function of the cell and the characteristics of the slurry in the flotation region, both of which influence the cells recovery of valuable material. Managing the slurry per cent solids in this region is key to achieving optimal flotation conditions and it is always recommended that a density gauge be used on the dual outlet line. Management of the flow is also important as this stream is required to integrate with other streams returning to the ball mill, flow meters make control more effective and can often highlight issues occurring within the cell well before operations staff notice a change in the water balance and hence mill performance. The efficient classification that occurs within flash flotation machines also means the slurry removed via the dual outlet line consists of a lower density finer size distribution, which is typically returned to the mill discharge (cyclone feed) hopper, preventing this material from being unnecessarily reground and improving overall circuit water efficiency. The dual outlet line on modern flash flotation cells was originally developed as a means of providing improved level control for the flash flotation cell. Prior to the development of the dual discharge system, the pinch sleeve on the tailings discharge line was the sole means of level control for the cell, which did not provide sufficient stability for good operation where the feed to the machine was not stable. The dual outlet line, when equipped with a control valve (usually a pinch valve) was subsequently intended to perform the primary level control function, with the larger tailings valve taking a secondary role in level control (Bourke and Kallioinen, 1996). Ongoing issues with stability in flash flotation cells resulted in this operating philosophy being further refined, with current operating recommendations for flash P a g e 3 | 29
flotation cells having the dual outlet line being solely responsible for level control, and the bottom tailings line, equipped with a density gauge, being responsible for density (or water) management via integration with feed water addition control. The practical reality of operating industrial flash flotation cells has often resulted in the dual outlet line being either manually controlled or decommissioned entirely, with a great deal of uncertainty in many operations as to what its true function is. This paper intends to provide the operator with an insight into the effect of the dual tailings system on overall machine hydrodynamics and hence metallurgical performance. The function of the dual outlet line has been tested by firstly operating the flash flotation cell with this line either fully closed, or at 50 % open, with confirmation work being performed with the valve at 25, 50 and 75 % open. The results of these surveys are presented and discussed in subsequent sections. The underlying issue of process control is not considered in this paper as it warrants its own detailed investigation and is often complicated by the necessary integration of grinding circuit control systems, which will be unique for each individual circuit. Surveys have been conducted at Newcrests Cadia Valley Operation (CVO), which treats a copper-gold ore. These surveys involved both flash flotation / cyclone sampling as well as axial profiling of the flash flotation cell. Axial profiling of flash flotation cells (taking samples with increasing depth into the cell at a single axial location) has been previously shown to be a highly useful tool in establishing flash flotation cell performance (Newcombe, 2013; Newcombe et al., 2013a). The recommendation for accurate hydrodynamic characterisation of a flotation cell is to take measurements at a number of different positions across the cell and at varying depths incorporating measurements of gas dispersion properties, residence time distributions and slurry properties such as per cent solids, size distribution and grade (Newcombe, 2014a; Dahlke et al., 2005; Yianatos et al., 2005; Lelinski et al., 2002; Yianatos et al., 2001; Mehrotra and Saxena, 1983). However this is not always practically achievable and in this case, access to the flotation zone is limited by an inner cone, which allows limited access to the operating cell underneath. The location of the sample point for each of the cells studied is clearly indicated and discussed in the Axial Profiling section of this paper. These sample points are generally away from the feed addition point.
A unique method of analysing the data obtained from within operating flash flotation cells has been previously developed by the lead author (Newcombe, 2014a and 2013) and has been called ‘profile normalisation’. This method determines the valuable mineral concentration profile where classification / segregation of particles is occurring within a flotation machine. Analysis using this method highlights the critical size for flotation recovery under the operating condition studied and provides a graphical way of quickly comparing size based performance of valuable minerals under different operating conditions where classification is occurring counter-current to flotation. An example of this calculation method is presented in Figure 2, P a g e 4 | 29
this data comes from a refractory gold plant where pyrite is the target mineral for flotation (Newcombe, 2013). The flash flotation cell contributed approximately half the valuable material to the final concentrate stream under the conditions represented by Figure 2. 2.50
S % retained X slurry per cent solids
2.00 +850 +600 / -850 +425 / -600
1.50
+300 / -425 +212 / -300 +150 / -212 1.00
+106 / -150 +75 / -106 +53 / -75 +38 / -53
0.50
-38
0.00 30
50
70 90 110 Cell depth (cm from pulp froth interface)
130
150
Figure 2 - Normalised sulphur concentration for each size class with increasing depth into the flash cell (relative to the mixing zone 150 cm) (Newcombe, 2013) To perform the data analysis represented by Figure 2, the distribution of the target element (S) by size at each cell depth measured during axial profiling of the cell is used in conjunction with the measured slurry % solids at the associated depth. The calculation involves multiplying the % retained of an element for each size class by the % solids of the slurry at the same depth. This calculation is repeated for all depths studied down to the ‘mixing zone’ of the cell to produce a matrix of results. Data is then normalised against the mixing zone data by simply dividing the results of each size and depth in the matrix by the result for the mixing zone (the mixing zone is divided by itself and will therefore be 1 for all size classes). The left-hand yaxis (x = 30 cm) on this graph represents the region just below the pulp-froth interface, whilst the right-hand y-axis (x = 150 cm) represents the region close to the impeller where good mixing occurs. As you move along the x-axis from right to left you are moving from the impeller region, through the quiescent / settling zone towards the froth. This method of analysis has proven to be successful in understanding how operating changes affect the internal behaviour of the cell and ultimately its recovery performance. Inspection of Figure 2 highlights some key information for the system being studied in that case:
P a g e 5 | 29
Particles in the +150 / -212 m size class are the coarsest particles to maintain a value around unity and will be termed the ‘critical’ size class for flotation in this system;
Particles coarser than the critical size class decline in concentration with increasing coarseness and proximity to the froth interface due to mechanisms causing drop back or detachment. The concentration of pyrite particles decreases with increasing size as the froth interface is approached for all size classes coarser than 212 m, demonstrating the intensifying effect of the ‘downward’ forces as particle size is increased (these include forces such as gravity and drag and the effect of turbulence) (Crawford and Ralston, 1988). Particles coarser than 600 m are effectively absent from the pulp at 60 cm below the froth interface;
Particles finer than the critical size class either approximate unity or increase in value as the froth is approached. ‘Upward’ forces associated with recovery by true flotation such as chemical attachment and buoyancy become dominant with particles finer than 212 m.
The method of profile normalisation will be used in this paper to assist in the understanding of data gathered from within the flash flotation cells at CVO in terms of their internal hydrodynamic performance.
Experimental Feed Material There are two ore sources that feed the concentrator at CVO: 1. the Cadia East mine, which is a panel caving operation, and 2. the Ridgeway mine, which is a block caving operation. Mineralisation at Cadia East can be divided into two broad overlapping zones; an upper, copper-rich, disseminated zone and, a deeper gold-rich sheeted vein zone proximal to the interpreted monzonite. The upper, copper-rich portion of the deposit is stratigraphically controlled within the upper volcaniclastic unit. Sulphide mineralisation is predominantly chalcopyrite, with lesser bornite and pyrite. Gold grade increases with depth as disseminated chalcopyrite levels decrease and disseminated and vein bornite levels increase. The deeper gold-rich zone is centred on a core of steeply dipping sheeted quartz-calcite-bornitechalcopyrite veins. The highest gold grades are associated with bornite-rich veins. Molybdenite forms a mineralised blanket above and to the east of the higher grade gold envelope. Cadia East gold ore is primarily in the form of native gold and electrum, in a ratio of approximately 3.5 : 1.
P a g e 6 | 29
The mineralisation at Ridgeway consists of copper-gold quartz veining zoned about a small (50-100 metre diameter) composite plug of monzonite to quartz monzonite (termed the Ridgeway Intrusive Complex; RIC). The plug has intruded relatively flat-lying volcaniclastics of the mid to late Ordovician Forest Reefs Volcanics (FRV) and the conformably underlying Weemalla Formation. The identified mineralised system (inside a 0.2g/t Au shell) extends up to 500 metres E-W, 250 metres N-S and 1100 metres vertically. The most strongly developed quartz stockwork veining and alteration, and the highest copper and gold grades, occur immediately adjacent to the monzonite. The intensity of the veining and alteration decreases both outward and inward from the monzonite porphyry margin. The ore minerals are native gold, bornite, chalcopyrite and covellite, occurring predominately within veins, but also as disseminations (Wilson et al., 2003).
Ore Treatment Facility Cadia Valley Operations consists of two processing plants identified as Concentrator 1 and Concentrator 2. Concentrator 1 treats mainly Cadia East ore but is currently supplemented by Ridgeway ore while the Cadia East mine ramps up to full production. A simplified version of the primary grinding circuit is presented in Figure 3a, to indicate the location and association of the flash flotation cells with the surrounding classification and comminution equipment. Trommel undersize from the SAG discharge is split into three separate trains, each with a ball mill in closed circuit with a dedicated cyclone pack. A portion of the underflow from each cyclone cluster is split to feed a single flash flotation unit per train (Outotec SK 1200 Skim Air Flotation Cell). Combined flash flotation concentrate from the Train 1 and Train 2 units feeds two gravity concentrators which operate in series (Falcon and Knelson). The flash flotation concentrate produced from the Train 3 unit reports to a dedicated Falcon concentrator. Feed to each flash flotation cell is roughly controlled by a fixed orifice. Currently only the Train 3 unit has the capacity to operate the mid-point take off (dual outlet), when in operation this stream reports back to the cyclone feed hopper. Concentrator 2 treats ore entirely derived from the Ridgeway underground mine. The primary grinding circuit is a typical SAG mill and closed circuit ball mill arrangement (Figure 3b). Cyclone underflow is split between a single flash flotation unit (Outotec SK 1200 Skim Air Flotation Cell), two pre-screened gravity concentrators and ball mill feed. Feed to the flash flotation cell is controlled by a static orifice with the head above the orifice dictated by a fixed weir. Flash flotation concentrate reports to a single Falcon gravity concentrator. Mass-pull rate of the concentrate of this flash cell can be controlled using an in-situ froth camera which records real time bubble velocity over the lip. This enables the operator to set the desired froth velocity which in turn adjusts the air and level set points in the cell to achieve the set velocity. Flash cells in Figures 3a and 3b have been labelled according to their reference number throughout this document.
P a g e 7 | 29
T1 Roughers
T2 Roughers
T3 Roughers
Flash Cell #2 Flash Cell #1
Gravity concentrator/s x1 Gravity concentrator/s x1
SAG Mill Ball Mills
Gravity concentrator/s x2
Figure 3a - Concentrator 1 primary grinding circuit – indicating the location of Flash cells #1 and #2 Tertiary Grinding
Flash Cell #3
Grav ity concentrator/s x1
SAG Mill
Ball Mills
Grav ity concentrator/s x1
Grav ity concentrator/s x1
Figure 3b - Concentrator 2 primary grinding circuit – Flash flotation Cell #3
P a g e 8 | 29
Surveys Data collected for this work involved both conventional style plant sampling of streams entering and exiting the flash flotation circuit to allow the flows into and out of the flash flotation cell to be estimated on a size by assay basis; and axial profiling from within the operating cell to establish the variation of slurry composition with a change in axial height. Plant survey work
To establish the baseline operating conditions of each flash flotation circuit, surveys have been taken. These surveys involved taking samples of the CUF, dual outlet line, and flash flotation cell concentrate (both inner and outer launders). Concentrates were taken as timed lip samples to determine approximate concentrate tonnages. Surveys were of at least 2 ½ hours duration with a 10 minute sample time interval. All slurry samples were submitted and analysed for wet and dry weights for % solids determination, head assay analysis and stream solids SG to allow volumetric flows to be determined. Samples were then sized and assayed for Au, Cu, Fe, S and F. Axial Profiling
Axial profiles have been taken of the operating cell in conjunction with the flash circuit surveys. Slurry samples were taken at increasing depths within the operating cell using the JK Gas HoldUp Probe. This device was selected for use as the sample chamber completely opens at both ends, allowing slurry to flow freely through the chamber until it is closed. Prior work with standard spring loaded samplers showed that they often became jammed when very coarse material was present in the slurry, this issue has been resolved by using a gas hold-up probe. Further details on this device are available on-line (JKTech, 2011). The increment of sampling is dictated by the length of the sample pot being used, which in this case was 50 cm. Samples were taken with the top of the sample chamber at 50, 100, 150 and 200 cm depth below the froth interface. Taking the highest sample at 50 cm below the froth interface allowed sufficient depth to ensure that any fluctuations in cells depth caused by the process control system would not result in froth contamination of the sample. The froth depth during the survey period was approximately 75 mm, therefore the top of sample pot was approximately 57.5 cm below the lip of the cell. As samples were taken using the gas hold-up (ɛg) sampler, an average gas holdup was also able to be determined at each depth within the cell. The protocol when using this apparatus was to lower it to the required depth with the sample chamber open at both ends to allow slurry to flow through for 10 seconds, then close both ends of the sample pot to seal the slurry sample (and gas) inside. As the sample pot would have to be raised through the layer of froth to be removed from the cell, the outside was rinsed with process water prior to the sample being released into a bucket. This process was repeated up to 15 times at each required depth to produce a single sample of sufficient mass for each depth to allow for all subsequent analysis. The volumetric difference between the amount of slurry obtained and the total volume of the
P a g e 9 | 29
sample pot allows an estimation of gas-hold-up to be made for each depth in the cell. As with the majority of industrial flash flotation cells, the inner-cone of the flash cell does not allow for multiple access sites for axial profiling of the operating cell below, however there is sufficient space at certain points between the launder lip and inner-cone to manoeuvre the probe into place for sampling. The location of the sample points relative to the feed inlet for each cell surveyed are shown on Figure 4, all sample points are located near the cell wall and away from where the feed is added. Note that flash flotation cells have a centralised tailings outlet underneath the stator base plate, so proximity to the bottom tailings outlet is equal for the full circumference of the cell.
Cell #1 sample location
Cell #3 sample location
Cell #2 sample location
Feed Inlet
Figure 4 – Plan view of the location of sampling All slurry samples were submitted and analysed for wet and dry weights for % solids determination, head assay analysis and stream solids SG to allow volumetric flows to be determined. Samples were then sized and assayed for Au, Cu, Fe, S and F.
Sizing The procedure for sizing each of the samples involved wet screening at 20 m; drying the screen products; dry screening the +20 m material from 20 m upwards following the √2 series from 38 m upward to a maximum size of 600 m. The -20 m material from the dry screening was then combined with that obtained from the wet screening.
P a g e 10 | 29
Results and Discussion Processing facilities at CVO incorporate 4 separate grinding circuits, each of which has its own flash flotation circuit. Three of the four flash flotation cells do not use the dual outlet line, in fact the pipework has been completely removed on two of the four units and the discharge port from the cell blanked; these cells will be referred to as cells #2 and #3 throughout this report. The other cell (cell #1), which is also the newest, has an active dual outlet line, and the normal state of operation of this line has been with the pinch valve closed at 50 %. Prior to this work the dual outlet line was not incorporated into the process control system and was manually fixed at 50 %.
Flash Flotation Cell #1 Two profiles were initially taken of flash flotation cell #1: 1. with the dual outlet line open at 50 %, representative of normal operation; and 2. with the dual outlet line closed. These profiles were conducted to determine how the operation of the dual outlet line affects the internal hydrodynamics of the machine, with particular focus on the cells classification function. A second set of confirmation profiles were subsequently taken of this cell with the dual outlet line at 25, 50 and 75 % open. Axial Profile Data – Survey 1
Summary data is presented in Table 1 for the dual outlet line open at 50 % (#1) and with the dual outlet line closed (#2). When the dual outlet is open, segregation of solids is occurring as expected within the top part of the cell, with both the average % solids and particle size increasing with increasing cell depth. Gas hold-up values are very low, but in-line with measurements taken on other operating flash flotation cells (Newcombe et al., 2013a). When the dual outlet is closed a change appears to happen with the internal flow regime of the cell and solids segregation is no longer occurring above a depth of 150 cm. The % solids in the upper region of the cell is also considerably lower when the dual outlet is turned off, which will hamper the cells ability to recover coarser particles (Newcombe et al., 2012 and 2013b). The data obtained for survey 1, with the dual outlet open, is similar to what has been previously observed in other operating flash flotation cells, with a difference of greater than 30 % solids being observed over the 2 m of cell depth studied. In both cases the lowest sample has not yet reached the ‘mixing zone’ of the cell. This is generally determined by the values of % solids and solids size distribution being the same (or very similar) for 2 consecutive measurements.
P a g e 11 | 29
50 cm
100 cm 150 cm 200 cm
% Solids #1 % Solids #2
32.0 16.0
56.0 16.7
60.8 17.0
62.7 44.9
Solids P80 #1 Solids P80 #2
197 85
334 92
386 94
419 282
Gas Hold-up % #1 Gas Hold-up % #2
5.5 1.9
2.0 2.5
2.3 0.7
0.3 0.4
Table 1 – Summary Profile Data – Cell #1 The size distribution curves for the total solids are presented in Figure 5 and clearly show the difference that turning the dual outlet off has made. Similar trends are observed with the target elements for recovery (Au, Cu and S), as depicted for Cu in Figure 6. The finer size distribution present in the upper region of the cell when the dual outlet is off results in a lower grade concentrate, which may be a function of the increased proportion of very fine material being recovered to the concentrate launder. Table 2 presents the concentrate grades and the % of the total solids that is finer than 20 m for each case studied. DO on (50 %)
DO off
Au (g/t) Cu (%)
102 8.9
88 8.3
% passing 20 m
19.0
31.2
Table 2 – Flash Concentrate Data – Cell #1 Total Solids Distribution 100.0% 90.0% 80.0% 70.0%
DO on - 50 cm % Passing
60.0%
Do on - 100 cm Do on - 150 cm
50.0%
DO On - 200 cm Do off - 50 cm
40.0%
DO off - 100 cm 30.0%
Do off - 150 cm Do off - 200 cm
20.0% 10.0% 0.0% 10
100 Size (m)
1000
Figure 5 – Solids size distribution comparison with increasing depth into cell #1 P a g e 12 | 29
Distribution of Cu 100.0% 90.0% 80.0% 70.0%
DO on - 50 cm % Passing
60.0%
Do on - 100 cm Do on - 150 cm
50.0%
DO On - 200 cm Do off - 50 cm
40.0%
DO off - 100 cm 30.0%
Do off - 150 cm Do off - 200 cm
20.0% 10.0% 0.0% 10
100 Size (m)
1000
Figure 6 –Distribution of Cu by size with increasing depth into cell #1 Another phenomenon that has been noted in the profile data is that the +212 and +300 m fractions have considerably higher grades of Au, Cu and S, with these grades increasing as the froth is approached. The elevated grades in these two size fractions is consistent throughout the profile data and are therefore not believed to be attributable to experimental contamination or assay error. Further to this the grades of these target elements become very high when the dual outlet is turned off, with 38.3 % of the Au being in the +212 m size classes at 50 cm depth, however only 11.3 % of the Au in the associated flash concentrate stream is in this size category. To illustrate the magnitude of these elevated grades the Au data for the 50 cm depth with the dual outlet turned off is presented in Table 3. A key contributing factor to these coarse high grade particles not being recovered to the concentrate when the dual outlet is turned off is the lower slurry density, % solids is halved from 32 % to 16 % by turning the dual outlet off. Thicker slurries are able to support heavier and denser particles and are known to assist in their recovery. This issue is possibly being compounded by the frother not having sufficient carrying capacity for these heavy particles. The combined effect of these factors results in these particles becoming held-up within the cell and most likely being returned to the mill for further grinding.
P a g e 13 | 29
Do Off
Au
Size Class
g/t
300 212 150 106 75 53 38 20 -20
144.1 37.5 7.2 5.3 3.6 3.3 2.5 1.8 0.5
% Retained
% Passing
19% 19% 9% 11% 10% 10% 8% 7% 6%
81% 62% 53% 41% 31% 21% 13% 6% 0%
Table 3 – Distribution of Au at 50 cm cell depth with the DO off – Cell #1 Axial Profile Data – Survey 2
A confirmation set of axial profiles were taken approximately 2 months after the initial survey to obtain base-line information with the dual outlet line either 25, 50 or 75 % open. The slurry samples from these profiles were measured for % solids and grade only. Although both surveys include a sample taken at 50 % open, the operating conditions of the grinding circuit were different at the times of each survey and so a direct comparison of these results is not appropriate. Figure 7 presents the per-centage solids profiles from each survey. What can be gleaned from these two data sets is the large difference in the solids segregation profile that occurs when the dual outlet line valve is fully closed or open to 25 %, compared with when it is 50 % or more open. This data would suggest that there is a minim amount the dual outlet line must be opened to, to allow the upper part of the cell to act as a classifier. When this minimum is not exceeded there is a shift in the internal hydrodynamics of the cell. A change in the distribution of the target elements for flotation is also evident when the grades at the various depths are considered for each operating condition as presented in Figure 8. The effect of reducing the dual outlet open position is particularly clear for the Cu data in Figure 8. The ultimate effect is a lower grade concentrate, as can be seen in the data of Table 4. As the dual outlet line is opened the concentrate grade of both Au and Cu increase, while that of Fe and S decreases (pyrite contamination of concentrate is an issue on this particular plant).
Concentrate Grade Survey 2 – 25 % Open Survey 2 – 50 % Open Survey 2 – 75 % Open
Au (g/t)
Cu (%)
Fe (%)
S (%)
52.0
5.8
23.8
26.0
56.1
6.9
22.1
23.5
62.7
7.3
21.2
22.1
Table 4 - Concentrate grades with changing dual outlet position – Cell #1
P a g e 14 | 29
This information can potentially be used to determine control limits for dual outlet operation so as not to adversely affect concentrate grade and size distribution.
Segregation Profile with Changing Dual Outlet Flow 70 60
Slurry % Solids
50
40 30 20 10 0 0
50
100
150
200
250
300
Depth below froth interface (cm) Survey 2 - 25 % Open
Survey 2 - 50 % Open
Suvey 1 - 0 % Open
Survey 1 - 50 % Open
Survey 2 - 75 % Open
Figure 7 - Cell #1 segregation profile under each operating condition Au & Cu Segregation Profile with Changing Dual Outlet Flow
0.50
4.5
0.45
4.0
0.40
3.5
0.35
3.0
0.30
2.5
0.25
2.0
0.20
1.5
0.15
1.0
0.10
0.5
0.05
0.0
Cu Assay (%)
Au Assay (g/t)
5.0
0.00 0
50
100
150
200
250
300
Depth below froth interface (cm) Au - 75 % Open
Au - 50 % Open
Au - 25 % Open
Cu - 75 % Open
Cu - 50 % Open
Cu - 25 % Open
Figure 8 – Cell #1 Au and Cu grades under each operating condition
P a g e 15 | 29
Profile Normalisation
Sized Cu data from survey 1 has been normalised by depth, however as sampling did not extend deep enough into the cell to reach the ‘mixing zone’, data has been normalised against a depth of 200 cm (note that the samples for Survey 2 were not sized and could therefore not undergo this process). Figures 9 and 10 display the results for Cu. The results presented in Figure 9 are typical of normal flash flotation operation, highlighting the 106 m fraction is the critical size class for flotation recovery of Cu under the operating conditions studied. Particles coarser than this are observed to decrease in concentration with increasing size as the froth is approached, demonstrating the intensifying effect of the ‘downward’ forces as particle size is increased (these include forces such as gravity and drag and the effect of turbulence). ‘Upward’ forces involved in flotation such as chemical attachment and buoyancy become dominant with particles finer than 106 m, which is clearly illustrated in Figure 9 (coarse particles being displayed in red and fine particles being displayed in blue). The concentration of the finer size classes increases relative to the corresponding decrease in slurry per cent solids as the froth interface is approached. When the dual outlet is closed the internal flow regime of the cell changes and although the data has been computed in an identical way the resulting performance curves are vastly different as can be seen for Cu in Figure 10. The distribution of Cu with size is not changing as the particles approach the froth, and the % solids is considerably lower and remains constant over the initial 150 cm measured. There are now no coarse particles being recovered. Some washing of fines is evident due to the low % solids. Whilst the data obtained with the dual outlet on showed that at a depth of 50 cm, 15.4 % of the solids mass was in the +212 m category, when the dual outlet is turned off there are essentially no coarse particles (+212 m) in the area of the cell approaching the froth. Particles coarser than 212 m make up only 2.1 % of the solids present at the 50 cm depth.
P a g e 16 | 29
DO on - Cu Normalised against 200 cm data 1.8 1.6 Sieve Size (m)
1.4
850
Cu % Retained * % Solids
600 1.2
425 300
1
212 150
0.8
106
75
0.6
53 38
0.4
20 0.2
10
0 0
50
100 150 Depth into Cell (cm)
200
250
Figure 9 – Normalised profile data for Cu – DO on – Cell #1 Do Off - Cu Normalised against 200 cm data 1.8 1.6 1.4
Cu % Retained * % Solids
Sieve Size (m)
300
1.2
212 150
1.0
106 0.8
75 53
0.6
38 20
0.4
10
0.2 0.0 0
50
100 150 Depth into Cell (cm)
200
250
Figure 10 – Normalised profile data for Cu – DO off – Cell #1 The behaviour of Au is very similar to that of Cu with the critical size for Au in this system being finer than Cu at 75 m, most likely as a function of the higher SG of gold bearing minerals. As with the Cu when the dual outlet is turned off the distribution of Au with size is essentially unchanged as the particles approach the froth. At a depth of 150 cm, 37 % of the total solids are finer than 20 m. The proportion of fines increases as the froth is approached P a g e 17 | 29
as the slurry is no longer able to suspend coarse and heavy particles, there are very few coarse Au particles being recovered. What can be observed from the data presented throughout this paper is that when the dual outlet is closed the flow regime within the cell is affected. The cell is no longer functioning as an effective secondary classifier and recovers the valuable material that is present in the slurry at a depth of 150 cm, which contains a disproportionately large amount of fine particles. A balance must be reached that simultaneously optimises the per cent solids through the dual outlet line; increases the mass pull rate to concentrate; and allows the cell to perform its internal upgrading of particles to minimise the unwanted entrainment of gangue fines. Optimisation of both the feed rate and per cent solids will also effect a change in the classification profile within the machine and these factors must be incorporated into improving the cells overall performance.
Flash Flotation Cell #2 Axial Profile Data
Summary data is presented in Table 5 and shows that no classification is occurring over the first 100 cm of depth into the cell, after which classification of solids commences. The mixing zone of the cell has not been reached over the 2 m of cell depth studied. The per cent solids in the upper region of this cell is not sufficient to support coarser particles to a distance of 1 m below the froth; as the froth is approached from this depth the slurry becomes unable to carry coarser particles and they drop back into the lower regions of the cell. The effect that this has on the recovery of Au is demonstrated by the data of Table 6, highlighting a concentration layer of coarse mineral rich material within the machine which is unable to be recovered to the concentrate launder due to the forces at work within the machine. At a depth between 50 cm and 1 m below the froth interface there is insufficient buoyancy and chemical attachment to lift these Au rich particles into the froth layer and they are consequently dropping back into the mixing zone. The +212 m material makes up 4.8 % of the total mass present at 100 cm depth with very few particles coarser than 425 m being present, whilst the CUF (flash feed) stream contains approximately 36 % of the total solids being coarser than 425 m, and 63 % of the total solids being coarser than 212 m. Whilst conventional mechanically driven flotation cells are not expected to recover very coarse particles to the concentrate, it is expected that these particles would be present in the slurry of a flash flotation cell if it is operating normally, with a well mixed region around the impeller mechanism. There are no particles reported for the +425 m fractions of the concentrate, while approximately 43 % of the total solids recovered to concentrate are in the -20 m size class. The per cent solids in the upper region of the cell is high enough to provide a good mass pull
P a g e 18 | 29
rate (measured concentrate flow-rate of 20 tph), which could be further improved upon with the re-instatement of the dual outlet line, complete with a density indicator to allow the per cent solids in the upper region of the cell to be optimised and controlled for maximum recovery. This will ensure the cell is able to function correctly as both a classifier and flotation device, and allow optimisation of the slurry profile in the upper region of the cell to ensure coarse gold and copper sulphide particles are being recovered before they are returned to the ball mill to be further ground. Gas hold-up values are very low, but in-line with measurements taken on other operating flash flotation cells on this plant and elsewhere (Newcombe et al., 2013a). 50 cm 100 cm 150 cm 200 cm 20.8% 20.0% 28.1% 39.0% % Solids 135 129 195 276 Solids P80 191 207 250 273 Au P80 191 192 224 296 Cu P80 2.6% 0.7% 1.4% 1.4% Gas Hold-up % Table 5 – Summary Profile Data – Cell #2
50 cm Size Class
g/t
300 212 150 106 75 53 38 20 -20
2.80 2.21 1.57 1.24 1.21 1.06 1.17 1.11 0.46
150 cm
100 cm
% Retained 3.65% 11.6% 14.3% 15.7% 12.4% 9.4% 8.7% 10.1% 14.3%
g/t 3.20 3.72 1.14 1.37 1.09 0.91 0.78 0.67 0.35
% Retained 4.1% 15.0% 11.2% 19.2% 13.3% 9.5% 7.2% 6.8% 13.7%
g/t 1.17 1.39 0.61 0.53 0.70 0.89 0.75 0.88 0.36
% Retained 8.3% 20.5% 13.8% 12.0% 10.6% 9.8% 6.1% 7.7% 11.1%
Table 6 - Distribution of Au with increasing depth in an industrial flash flotation cell – Cell #2 The size distribution curves for the total solids are presented in Figure 11 indicating that classification commences at a depth approaching 1.5 m. Distribution of Cu by size is presented in Figure 12, similar trends are observed for both Au and S. Particles coarser than 212 m make up approximately 4.6 % of the total solids recovered to concentrate, and there are effectively no particles coarser than 425 m in the concentrate stream. Whilst this in itself is not unusual in a mechanically driven flotation cell, the lack of coarser particles in the 1 m of cell depth below the froth is unusual for a flash flotation cell. High assay values are consistently being reported for the +212 m size classes, with the grades increasing as the froth is approached. This phenomenon was also seen in the data from cell #3 and cell #1 with the dual outlet on and was made worse when the dual outlet was turned off, it indicates to some extent that the coarser mineral rich particles are being concentrated within the cell but are unable to P a g e 19 | 29
be recovered due to their size/weight. If the cell hydrodynamics is improved these particles could potentially be recovered to concentrate. The use of a stronger frother with greater carrying capacity for these heavier particles may also assist in improving their recovery. Total Solids Distribution 100.0% 90.0% 80.0% 70.0%
% Passing
60.0% Baseline - 50 cm
50.0%
Baseline - 100 cm Baseline - 150 cm
40.0%
Baseline - 200 cm 30.0% 20.0% 10.0% 0.0% 10
100 Size (m)
1000
Figure 11 – Solids size distribution with increasing depth into the cell – Cell #2
Distribution of Cu 100.0% 90.0% 80.0% 70.0%
% Passing
60.0% Baseline - 50 cm
50.0%
Baseline - 100 cm Baseline - 150 cm
40.0%
Baseline - 200 cm 30.0% 20.0% 10.0% 0.0% 10
100 Size (m)
1000
Figure 12 –Distribution of Cu by size with increasing depth into the cell – Cell #2
P a g e 20 | 29
Profile Normalisation
Both Cu and Au data has been normalised by depth, however as sampling did not extend deep enough into the cell to reach the ‘mixing zone’, data has been normalised against a depth of 200 cm. Figure 13 presents the results of this analysis on the Cu data obtained for cell #2. Only particles smaller than 53 m are being efficiently floated by this cell. The distribution of copper with size is not changing as the particles approach the froth, and the % solids is considerably lower and remains constant over the initial 1 m measured. There are no coarse particles being recovered. The higher slurry per cent solids at 1.5 m depth does allow for continued suspension of coarse particles to this depth however at 1 m depth they have dropped back and are no longer present. These results are very similar to what was observed to happen with cell #1 when the dual outlet was closed, showing that there are very few coarse particles (+212 m) in the area of the cell approaching the froth. Particles coarser than 300 m make up only 1.4 % of the solids present at the 50 cm depth.
Cu Normalised against 200 cm data 1.8 1.6 Sieve Size ( m)
1.4
850 600
1.2
425 300
1
212 150
0.8
106 75
0.6 Cu % Retaine d * % Soli ds
53 38
0.4
20 0.2
-20
0 0
50
100 150 Depth into Cell (cm)
200
250
Figure 13 – Normalised profile data for Cu – Baseline survey – Cell #2 The behaviour of Au is very similar to that of Cu; the distribution of Au with size is essentially unchanged as the particles approach the froth. As the froth is approached substantial amounts of fine material are present in the slurry with 33 % of the total solids at a depth of 50 cm being in the -20 m size class. The concentrate stream from the flash flotation cell is sent to a gravity concentrator prior to reporting to the flash cleaner flotation cells. To maximise the amount of gold extracted by the gravity circuit the flash cell should be producing a concentrate rich in intermediate sized particles which are amenable to both flotation and efficient gravity recovery.
P a g e 21 | 29
A previous study on a refractory gold concentrator has shown there is a considerable size range (38 m up to 300 m) that both equipment types are able to recover gold rich particles and optimisation of the flotation of material within this range should be considered a priority for maximum profitability on this plant (Newcombe and Semini, 2014).
Flash Flotation Cell #3 Axial Profile Data
Summary data is presented in Table 7 and shows that no classification is occurring over the first 150 cm of depth into the cell. The P80’s of the target elements are being skewed coarse by very high assay values reported for the coarse fractions (despite the mass fractions of the coarse sizes being low). The distribution of solids and target elements by size also remains effectively unchanged over this distance. The mixing zone of the cell has not been reached over the 2 m of cell depth studied. It should be noted that the vertical distance between the 2 m sample point and the top of the stator is approximately 75 cm. Given this close proximity to the mixing region of the cell, it would have been expected to have slurry with a higher per centage of solids, however with this machine this was not the case at the time these measurements were taken. The slurry in the quiescent zone above the stator does not have the carrying capacity to allow coarse particles to be recovered to the concentrate, which is evident by the very low mass proportions of the +106 m size classes: 11.1 % of the solids are in the +106 m size classes at 50 cm depth (similar for 100 and 150 cm depths) and there are effectively no particles present in the slurry that are coarser than 300 m. Whilst flotation cells are not expected to recover very coarse particles to concentrate, it is expected that they would be present in the slurry if the cell is mixing a large proportion of the feed through the impeller. The slurry profile data for this cell is similar to that of cell #1 with the dual outlet closed. Gas hold-up values are very low, but in-line with measurements taken on other operating flash flotation cells on this plant and elsewhere (Newcombe et al., 2013a).
% Solids Solids P80 Au P80 Cu P80 Gas Hold-up %
50 cm 100 cm 150 cm 200 cm 18.36 18.39 19.54 33.31 75 72 77 227 219 240 241 283 210 197 199 273 5.1 2.0 2.0 1.2
Table 7 – Summary Profile Data – Cell #3 The size distribution curves for the total solids are presented in Figure 14 and clearly show the lack of classification occurring in the top 150 cm of the cell. Similar trends are observed with the target elements for recovery (Au, Cu and S), as indicated by the Cu data of Figure 15. The size distributions of the target elements are being skewed coarse by the consistently higher
P a g e 22 | 29
assays of the coarser fractions. Particles coarser than 212 m make up approximately 4.6 % of the total solids recovered to concentrate, and there are effectively no particles coarser than 425 m in the concentrate stream. Whilst this in itself is not unusual in a mechanically driven flotation cell, the lack of coarser particles in the 1.5 m of cell depth below the froth is unusual for a flash flotation cell. High assay values are consistently being reported for the +150 m size classes, with the grades increasing as the froth is approached. This indicates to some extent that these particles are being concentrated within the cell but are unable to be recovered due to their size/weight. If the cell hydrodynamics is improved these particles could be recovered to concentrate. This phenomenon was also observed in cell #2 and cell #1 and was made worse in cell #1 when the dual outlet was turned off. Total Solids Distribution 100.0% 90.0% 80.0% 70.0%
% Passing
60.0% Baseline - 50 cm
50.0%
Baseline - 100 cm Baseline - 150 cm
40.0%
Baseline - 200 cm 30.0% 20.0% 10.0% 0.0% 10
100 Size (m)
1000
Figure 14 – Solids size distribution comparison with increasing depth into the cell – Cell #3
P a g e 23 | 29
Distribution of Cu 100.0% 90.0% 80.0% 70.0%
% Passing
60.0% Baseline - 50 cm
50.0%
Baseline - 100 cm Baseline - 150 cm
40.0%
Baseline - 200 cm 30.0% 20.0% 10.0% 0.0% 10
100 Size (m)
1000
Figure 15 –Distribution of Cu by size with increasing depth into the cell – Cell #3
Profile Normalisation
Both Cu and Au data has been normalised by depth, however as sampling did not extend deep enough into the cell to reach the ‘mixing zone’, data has been normalised against a depth of 200 cm. Figure 16 presents the results of this analysis on the Cu data obtained for cell #3. The distribution of copper with size is not changing as the particles approach the froth, and the % solids is considerably lower and remains constant over the initial 150 cm measured. There are no coarse particles being recovered. These results are very similar to what was observed to happen with cell #1 when the dual outlet was closed, showing that there are essentially no coarse particles (+212 m) in the area of the cell approaching the froth. Particles coarser than 212 m make up only 1.4 % of the solids present at the 50 cm depth. Please note that anomalous assays obtained for Cu in the sample taken at a depth of 100 cm are causing large kinks in the profile for Cu at that depth. Due to this anomaly in the Cu data, the results of Au normalisation are presented in Figure 17. The behaviour of Au is very similar to that of Cu; the distribution of Au with size is essentially unchanged as the particles approach the froth. There is a disproportionately large amount of fine material in the cell; at a depth of 150 cm, 45 % of the total solids are finer than 20 m. The proportion of fines increases as the froth is approached as the slurry is no longer able to suspend coarse and heavy particles. Again, there are very few coarse particles being recovered. What is clearly observed from the data of cell #3 is that the cell is not functioning as an effective secondary classifier and recovers the valuable material that is present at a depth of at least 150 P a g e 24 | 29
cm, which contains a disproportionately large amount of fine particles. Feed tonnage and density will have contributed to these findings and these should be optimised to ensure they are within the design operating specifications of this machine.
Cu Normalised against 200 cm data 4 3.5 Sieve Size ( m)
850
3
600 425
2.5
300 212
2
150 106
1.5
75
Cu % Retaine d * % Soli ds
53
1
38 20
0.5
10
0 0
50
100 150 Depth into Cell (cm)
200
250
Figure 16 – Normalised profile data for Cu – Cell #3 Note that an anomalous assay for Cu in the 100 cm sample is causing a large kink in the profile at that depth, so the data for Au is presented in Figure 17.
Au Normalised against 200 cm data 1.8 1.6 Sieve Size ( m)
1.4
850 600
1.2
425 300
1
212 150
0.8
106 75
0.6 Au % Retained * % S olids
53 38
0.4
20 0.2
-20
0 0
50
100 150 Depth into Cell (cm)
200
250
Figure 17 - Normalised profile data for Au – Cell #3 P a g e 25 | 29
Conclusions Axial profiles have been taken on 3 operating flash flotation cells, only one of which has an active dual outlet line installed. All three cells are 1200 tph units treating a gold-copper ore feed. Data from these three cells suggests that under the operating conditions studied, when the dual outlet is closed to 25 % or less there is a shift in the internal classification profile of the cell, resulting in a region of low density in the upper 1- 1.5 m directly below the froth interface. This shift appears to cause a reduction in concentrate grade and an increase in the amount of very fine (-20 m) material recovered to concentrate. The classification function of a flash flotation machine is a result of the interaction of numerous processing variables, including feed rate, feed slurry per cent solids, feed size distribution, mineralogical properties of the ore and valuable mineral liberation characteristics; impeller type and speed; as well as the usual chemical and physical variables that affect conventional flotation performance. A change in the internal segregation of solids may be in-sighted by manipulating these variables in isolation or in combination and further study is required to determine whether other operational characteristics (such as feed density or rate) have influenced the results reported here. A portion of each concentrate stream from the flash flotation cells produced at CVO are treated through an associated gravity recovery circuit prior to being sent to cleaner flotation cells. The increased profitability that can be realised from the production of gravity gold provides motivation to increase the amount of gravity recoverable gold rich material via flash flotation. Flash flotation provides high levels of recovery for particles up to approximately 150 m in size, and gravity recovery is suitable for particles between 100 m and 1200 m (Newcombe and Semini, 2014; Gekko Systems, 2014; Newcombe, Bradshaw and Wightman, 2012; Dominy, Murphy and Gray, 2011; Marsden and House, 2006; Laplante and Gray, 2005; Laplante and Spiller, 2002). Furthermore, work by both Newcombe and Semini (2014) and the AMIRA P420D project (McGrath, Staunton and Eksteen, 2013) have shown that both types of device are capable of good recovery levels for particles in the +38/-150 μm size range and it is this region of the size distribution that should be optimised to maximise overall gold performance. The presence of a concentration layer of coarse gold rich material within the flash flotation machines (refer to Tables 3 and 6) indicates that gold is being partially concentrated by true flotation, however conditions within the machine are not currently amenable to its final recovery over the concentrate launder. The recommendation for the site in this case is to consider optimising the feed rate and increasing the flash feed slurry percent solids, whilst simultaneously attuning both froth depth and dual outlet operating range. A frother with a greater carrying capacity for heavier particles is also worth pursuing, and site evaluations of alternative frothers in the flash flotation circuit are currently underway.
P a g e 26 | 29
Acknowledgement The authors wish to thank Newcrest Mining Ltd for granting permission for this paper to be published. The assistance of the metallurgical team at Cadia Valley is also acknowledged with thanks, in particular to Joshua Bubnich for his on-going persistence and contribution to taking the multitude of samples required for this analysis.
References Bourke, P. and Kallioinen, J., 1996. Dual outlet pulp level control system for flash flotation devices. Patent No.: CA2204096 C Crawford, R. and Ralston, J., 1988. The influence of particle size and contact angle in mineral flotation. Int. J. Miner. Process., 23 : 1-24 Dahlke, R., Gomez, C. and Finch, J.A., 2005. Operating range of a flotation cell determined from gas holdup vs. gas rate. Miner. Eng., 18 : 977 – 980 Dominy, S, Murphy, B and Gray, A, 2011. Characterisation of gravity amenable gold ores – sample representivity and determination methods, in Proceedings The First AusIMM International Geometallurgy Conference (GeoMet) 2011, pp 281–292 (The Australasian Institute of Mining and Metallurgy: Melbourne). Gekko Systems, 2014. Gravity/flotation test protocols developed by Gekko Systems [online]. Available from : [Accessed: 22 February 2014]. JKTech, 2011. JK Gas Hold-up Probe | JKTech [online]. Available from : th [Accessed: 30 April 2014]. Laplante, A and Gray, S, 2005. Mineralogical investigation of gold ores, in Advances in Gold Ore Processing (ed: M D Adams), Chapter 13 (Elsevier). Laplante, A and Spiller, E, 2002. Bench-scale and pilot plant testwork for gravity concentration circuit design, in Proceedings Mineral Processing Plant Design, Practise and Control, Volume 1, pp 160–175 (SME). Lelinski, D., Allen, J., Redden, L. and Weber, A., 2002. Analysis of the residence time distribution in large flotation machines. Miner. Eng., 15 : 499 - 505 Marsden, J and House, I (eds), 2006. The Chemistry of Gold Extraction, second edition, 651 p (SME).
P a g e 27 | 29
McGrath, T, Staunton, W and Eksteen, J, 2013. Development of a laboratory test to characterise the behaviour of free gold for use in a combined fl ash flotation and gravity concentrator model, Miner. Eng., 53 : 276–285. McIvor, R.E. and Finch, J.A., 1991. A guide to interfacing of plant grinding and flotation operations. Miner. Eng., 4 : 9 - 23 Mehrotra, S.P. and Saxena, A.K., 1983. Effects of process variables on the residence time distribution of a solid in a continuously operated flotation cell. Int. J. Miner. Process., 10: 255277 Newcombe, B., 2014a. Characterising and predicting the performance of an industrial flash flotation cell. PhD Thesis. University of Queensland Newcombe, B., 2014b. A Phenomenological Model for An Industrial Flash Flotation cell. Miner. Eng., 64 : 51 - 62 Newcombe, B., 2013. A practical guide for operation, characterisation and performance prediction of industrial flash flotation cells, in Proceedings Flotation ’13, Cape Town. MEI Newcombe, B. and Semini, D., 2014. Interactions between flash flotation and gravity concentration – an industrial case study. In proceedings 12th AusIMM Mill Operators’ Conference 2014. Newcombe, B., Bradshaw, D. and Wightman, E., 2013a. Hydrodynamics of an operating flash flotation cell. Miner. Eng., 41 : 86 - 96 Newcombe, B., Wightman, E. and Bradshaw, D., 2013b. The role of a flash flotation circuit in an industrial refractory gold concentrator. Miner. Eng., 53 : 57 – 73 Newcombe, B., Bradshaw, D. and Wightman, E., 2012. Flash flotation… and the plight of the coarse particle. Miner. Eng., 34 : 1-10 Sandström, E.and Jönsson, H., 1988. Unit flotation practice at Boliden Mineral AB, in Proceedings XVI International Mineral Processing Congress, pp 525 – 533 Trahar, W.J., 1981. A rational interpretation of the role of particle size in flotation. Int. J. Miner. Process., 8: 289-327 Trahar, W.J. and Warren, L.J., 1976. The floatability of very fine particles – a review. Int. J. Miner. Process. 3: 103-131
P a g e 28 | 29
Yianatos, J.B., Bergh, L.G., Diaz, F. and Rodriguez, J., 2005. Mixing characteristics of industrial flotation equipment. Chem. Eng. Sci., 60 : 2273 – 2282 Yianatos, J.B., Bergh, L.G., Condori, P. and Aguilera, J., 2001. Hydrodynamic and metallurgical characterisation of industrial flotation banks for control purposes. Miner. Eng., 14 : 1033-1045 Yoon, R.-H., 2000. The role of hydrodynamic and surface forces in bubble-particle interaction. Int. J. Miner. Process., 58 : 129 – 143
P a g e 29 | 29