Quality Assured Automated Disassembly of Electronic Components for Reuse Based on [18]
Contact person Dr. Irina Stobbe BeCAP – Berlin Center for Advanced Packaging Dept. Environmental Engineering Fraunhofer IZM Berlin, Germany e-mail:
[email protected]
Abstract Nowadays some producers consider the reuse of electronic component, which were rejected from production processes. These components can be recycled and used as spare parts or as substitution parts in new products. Up to now, there is no commercially applicable method and technology available for a automated reverse manufacturing process and a quality control of recovered components. This paper describes technological solutions for an economical recovery of electronic components as base for reuse . The main tasks in this respect are the development of an automated desoldering system consisting of commercially available standard components of automation engineering (hardware) as well as industrial image processing (software), the optimization of a desoldering process to guarantee the quality of the regained components and the quality testing of the extracted parts by analysis of their geometric parameters. As a result, an automated process was developed, which includes modules like pre-recognition and selection, quality assured desoldering, handling and visual quality inspection of form and measurement criteria. Keywords Reuse, Recycling, Components, Quality Assurance, Disassembly, Automation, AOI, Wetting Balance, Component Database INTRODUCTION In recent years, the notion has been gaining ground, that due to environmental and legislative reasons a reuse of materials, components and products is desirable. Despite these aspects economical reasons are becoming a driving force with regard to the reuse of electronic components. This trend is driven by short innovation cycles within the electronics industry and the ongoing trend towards the use
of electronics in almost all kind of technical equipment. Challenges and chances for the reuse of components have to be seen in three different areas [14]. “New” components for new products The use of single, still functional and usable components from production rejects of assembled electronics (PWB) are only to some extent developed within the industry. A recovery and reuse of those components has a very high potential for cost reduction in electronics production. Used components for used products The reuse of recovered, refurbished and quality tested subassemblies and components (engines, generators and starters) have a long tradition in the machinery and automotive industry. Reuse within the electronics industry has been only partially considered so far for high value products with a long lifetime like mainframe computers and complex process control systems. Through the vast dissemination of electronics in all fields of technology with varying innovation cycles a stock keeping of components for repair (e.g. electronics in cars), due to warranty reasons, is becoming a highly sensible cost factor for manufacturers. A reuse of components in this area has a high potential, provided that a functionality and quality testing (guaranty) is feasible. Used components for new products For some low-value applications like toys and electronic greeting cards, recovery and reuse of electronics components for new products has partially become a business concept already. However, this could become a model for high-value applications as well. Due to the rapid technology change and shorter use cycles of high-tech products like mobile phones, a reuse of components from those applications in products with a lower technological level is economically desirable. These concepts are promoted by new legislative initiatives (IPP, EEE, WEEE) within the European Community. The
directive for the treatment of waste from electrical and electronic equipment (WEEE) sets precise recovery rates and recycling targets, and focuses on an increased reuse of components, materials and substances [1]. This requires the development of new organizational structures and technologies in order to enable a functional take-back and product circulation system, including reuse concepts. Such new concepts for reuse can effect economical, environmental, and social aspects in a positive way: ·
· ·
Economical aspects: By facilitating value added reuse of refurbished and recycled components in reworked or new products costs can be reduced and new business fields developed. Environmental aspects: Reuse reduces further consumption of resources for new production, as well as land use for extended waste dumping. Social aspects: It lays in the nature of reuse that the amount of manual work for closing the material circles is very high – it secures social work places with a close grip to the product itself.
REQUIREMENTS FOR REUSE OF ELECTRONIC COMPONENTS There are three sets of reasons for missing acceptance of reuse: ·
Technical: Absence of proofed and accepted quality statements for recovered components · Managerial: Lack of delivery reliability in terms of kind, time and location of components and missing experiences with costs for handling and reintegrating of reworked parts in the workflow. · Costs: There must be a balance among quality, delivery reliability and costs [12, 13] As many examples in other sectors already show, management problems can be solved through a new organizational approach by the management. However, it is necessary to meet certain requirements for the reuse of electronic components, which can be defined through the following tasks: · ·
·
Reused components have to fit in to standard processes and standard machinery. Therefore they have to fulfil the same geometrical requirements as new components. Reliability has to be ensured for the second life time. Reliability is determined by a) electrical functionality of the silicon component, b) reliability of inner interconnections and package and c) the solderability/ reliability of the outer interconnections Fair costs depending on the quality
The following subchapters will discuss these tasks. Geometric Dimension and Tolerance The dimensions of packages and leads are described in standards like ANSI Y14.5M or JEDEC Standard No.95
(and ff.) as well as in various enterprise standards.The three usual tolerances are: ·
profile tolerances, which control position and orientation of the tips of leads, and of the sides of package; · the positional tolerance for the foot of each terminal in three planes · the co-planarity tolerance of formed leads. A reuse process must be able to deliver components which fulfil the above named standards and following requirements: ·
the desoldering process and the machinery must be able to produce the required quality and · a 100% test must ensure the quality. For the quality test a large number of standards with different notations have to be integrated and, in order to develop a basis for a digital database of dimensions and tolerance measures, a common component model for small outline and quad flat packages has to be established. Resolderabilty/ Reliability of outer Interconnections The next quality aspect is the solderability of the regained components. This includes wettability and resistance to dissolution of metalization determination, both measured with a wetting balance,. The Joint Industry Standard ANSI/J-STD-002 [7] and other standards [9, 10] define solderability tests for component leads. Further specification, defined by this standards, are not affected by the desoldering process and can be neglected. Inner Functionality The inner functionality depends on: · the quality of the chip structures · the integrity of the bonds between chip and lead frame · the integrity of the package material IEC (DIN EN) 61760-1 [10] standard defines the requirements of assembly and soldering processes for components. Due to mechanical strain during the process of assembly and disassembly, e.g. the material elasticity can change as well as cracks can occur. The probability for damages depends on the original material design, as well as the parameters and sum of stress cycles. As long as the stress is within a reasonable extent, reliability concerns regarding the component can be neglected. Only the so called pop corn effect has to be discussed more detailed. The pop corn effect occurs if package material pops up due to the inner pressure of heated moisture vapor; this effect may destroy the component. Further investigation have to examine weather a pop corn effect should be avoided by previously tempering the components, or a pop corn effect should be provoked, because this would show existing reliability related defects of the package.
Comparative examinations of reliability of the silicon component and the outer interconnection show that the outer junction points are the limiting factor for a components life time [2, 15-17]. As long as the temperature of the silicon component is kept within the specifications of the producer, the silicon component will not be a bottleneck in terms of reliability. As long thermal and mechanical stress is kept within certain specifications, no relevant factors are known which decrease the inner functionality of a component in the desoldering process. Therefore a reasonable process: · ·
has to ensure that thermal stress is below producers requirements must be defined, reproducible and controllable
PROJECT ”AUTOMATED DESOLDERING” The AutDem project (Automated disassembly of PWBs, including visual proof (AOI) and quality control of desoldered packages) had the objective to close the technological gap for these reverse processes in order to provide reusable components in adequate quality under commercial conditions. The following tasks are part of this project: ·
· ·
Development of an automated desoldering system consisting of commercially available standard components of automation engineering (hardware) and industrial image processing (software) Optimization of the desoldering process to guarantee the quality of the regained electronic components Quality testing of the recovered parts by analysis of the geometric parameters, because accurate geometry is a prerequisite for the automatic placement systems used in the processing of the reused components
The pilot reuse line has a modular structure including handling-devices, a visual system and decentralized control. The pilot line is divided into three modules: pre-recognition, desoldering and quality assurance (Figure 1). Each of them can work by itself. Therefore the structure can be customized according to specific needs and actual process requirements. The line consists of the following subsystems: · · · · · ·
Transport system for PWBs on a variable board mounting frame connecting the pre-recognition and the desoldering module Image processing systems for determination of component size, type, position and labeling (De-) Soldering system with pick tool Robot systems to place (de-)soldering system in the right position (translation, rotation), to pick and place the desoldered components and to change tool heads Quality test system by image processing Component handling systems connecting the desoldering and the quality assurance module
Identification of components For reuse not all components on PWBs have to be desoldered. In order to select components, only in case of an inline rework process (“new for new”), the identification and the geometrical dimensions are well known from CAD data. As for broad fractions of used PWBs with different number of interesting components as well as different size and pin count per components (“new for old”, “old for new”) the machine has to select and define components, which are worth to be desoldered.
Figure 1: Pilot Reuse Line with Module “Pre-recognition” and Module “Desoldering”
Structure of the pilot reuse line
Within this pilot line a recognition module defines dimensions and places of components. Because of the large variability of electronic components not only template matching can be used. In Figure 2 the result of a pattern and structure recognition of a component with a special graphics module is shown. A recognition of descriptions on the components could be added. Additionally a database, created on the basis of a component model, is used for an automatic finding of valuable components.
Figure 2: Pattern and Structure Recognition to Define SMD Components on Boards Figure 3: Positional Tolerancing for Lead Tips
Desoldering Process The line has to be qualified for processing a large quantity of PWBs and components automatically and at reasonable prices. The lack of knowledge about automation of qualified desoldering processes shall be decreased, because the knowledge is necessary for using components in highquality applications like inline product recycling or recycling of product rejections. The selection of the best qualified process with the key in applicability for reuse qualifies the hot gas desoldering process as the most suitable one. The advantage of using this process lays in the high amount of excellence experiences with this process for soldering single (high-tech) components and for manual rework. In addition, with automatic devices, such as power-controlled actuators and vacuum valves, one can install processes with a minimum of mechanical forces on packages and on lead frames. In opposition to a regular soldering process, during the desoldering process the smelting of the solder and picking-up of the component has to be conducted simultaneously. The picking-up force and acceleration, as well as the atmosphere around the component are crucial factors for the quality of lead tip form, thickness of deposited solder, and wetting balance. The evenness of the hot gas, taking into account the heat transport on the assembled PWB, as well as the angle of picking-up force decides about the additional deforming forces on the lead frame. However, deformations of components which occurred previously to the desoldering process can only be detected after easing of the solder tension. To detect these components and to qualify them as non-reusable is one of the tasks of the quality control. Quality Control Clear defined quality control is necessary for the acceptance of recovered components for commercial reuse. In order to test the quality of components for reuse a non-destructive inspection method is needed and integrated into the automated line. However most testing methods in accordance to technical regulations are destructive.
As discussed in the previous chapter, taking into account that the quality of the components are mainly defined by geometrical quality and the solderability, a non-destructive (visual) inspection method for geometric information is applicable. For automatic measuring of terminal dimensions and deviations from standard specifications an automated quality test system was developed, realized and field-tested. The quality test system consists of a automated optical inspection system and componenent data base. Component Data Base In order to integrate the large number of standards with different notations and to develop a basis for a digital database of dimensions and tolerance measures, a common component model for small outline and quad flat packages has been established. Figure 3. shows one of the model description figures. A database, created on the basis of this common component model, was used for developing measurement strategies and for the documentation of dimensional quality. Automated optical inspection (AOI) To measure terminal dimensions and deviation from standard specification an automated optical inspection (AOI) system was developed. The system passes the components from module 2 or from the handling system to an so called mirror arena system. This arena is an innovative arrangement of optical mirrors and allows a CCD-camera to take a bottom view and four side views in one image (Figure 4).
Figure 4: Principle of Component Imaging
The image processing software analyses all relevant geometric parameters in three dimensions to rate the quality of components. These results are compared with values from one or more standard specifications (nominal/actual value
comparison). The results are visualized (Figure 5) and saved in a result certificate. This result certificate is essential for a final quality assessment. FIRST RESULTS REGARDING COMPONENT QUALITY The automated optical inspection (AOI) was field-tested by specifying process parameters due to an optimal geometric quality. The analyzed parameters are listed in Table 1.
using hot air only. In comparison to the results from a manual visual control the reason is the absence of solder cones or “noses”, which heights are included in the automated measured lead height. This, in terms of dimensions, significant impact of the used process gas during heating is shown in Figure 6 for a series of 12 examples (type QFP with 100 pins).
Table 1: Desoldering Process Properties Included in Statistical Analysis
Heating phase
Cooling phase
Process temperature
Process time
With N2
with N2
240 °C
40 sec
w/o N2
with air
280 °C
70 sec
w/o cooling It could be shown that the AOI system was able to measure precisely and without problems the geometric parameters as discussed in the previous subsection. To give an idea for the features of the AOI system one test series will now be described. The necessity of using (more expensive) nitrogen instead of (cheap) hot air during the heating phase is an interesting question for example.
Figure 6: Formation of Solder Noses Depends on Process Gas
Height A is defined as the distance between back plane and lead tips of a supine component, referring to the upper plane. Analyzing remaining solder Because solderability of components is a major quality task for reuse, one of the principle discussion points is the fate of solder at the leads. Experiences from Hot-Air-LevelingProcesses suggest a tendency to leave the remaining solder. However, in order to abandon a rework (re- or newly tin coating) as an additional process step and to give a statement concerning the fundamental reusability (especially the resolderability) of a component, further experiments have to prove the practical feasibility. As already known, lead frames and terminations for packaged SMD are steel- or steel-alike compounds (FeNiCo and FeNi) in most of applications. Only for SMD-packages of higher integration or with higher power losses (smaller pitch-distances – Fine Pitch) Cu-Alloys are applied.
Figure 5: Signalizing of Deviations in Profile Form Tolerances and Position Tolerances of Lead Tips as well as of Solder Reminders
In case of processes using nitrogen as processing gas, the component height appears to be smaller than in processes
Figure 9: Wetting Force F1 for Different Desoldering Process Parameters
Figure 7: Longitudinal Sectioned Desoldered Lead
Figure 8: Cross Sectioned Desoldered Lead
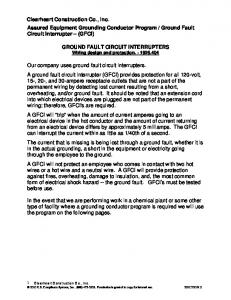
On all tips a similar pattern is visible (Figure 7): A thinner PbSn-layer at the outer radian (Position 1), typically 1 to 3 µm and a thicker one at the inner radian (Position 2), 33 to 35 µm. At Position 3 a damage caused by the cutting tool is noticeable. But the old tin coat can be seen on the whole lead surface in Figures 7 and 8. Measurement of wetting forces The wetting force changes in dependence of the processing gas as well. The remaining tin coating on the leads is smaller after heating and cooling processes with nitrogen than in those with hot air. The coating distributes more even because of absent oxidation processes. At the same time the wetting balance shows smaller wetting forces for leads from nitrogenous processes. (Figure 9).
ECONOMICAL ASPECTS Using an automated desoldering line requires a fair balance between costs and the value of the recovered components. As a rough estimation shows for the actual realization of the line, the costs per desoldered component will vary around 1.2 Euro and 2.5 Euro, depending on desoldering time, line configuration and utilization. The estimation includes write offs for the line, maintenance and running costs as well as wages. Lower cost may be reached by further optimizations of process and configuration. As mentioned above the value of a reused component dependents on the value of a comparable new component, delivery reliability and quality. In the case of getting components from rejected PCBs the costs seems to be attractive. This will be the case for winning spare parts from redistributed products, if it is possible to ensure a delivery reliability for redistributed products. In case of reusing components as substitution of new components, the process costs may decline, provided that reverse logistics of old products as well as the estimation of the remaining life time can be solved. CONCLUSIONS AND OUTLOOK An automatic recovering line for electronic components including recognition, desoldering and quality assurance of commercially reusable components was presented. Automated recognition An automated recognition module defines kind, dimension and location of components within an acceptable tolerance. Additionally a database is developed for an automatic reconciliation with market demands and components on the inspected board. Desoldering Using the well-tried hot air (de-) soldering process the line seems to be qualified for processing a large quantity of PWBs and components automatically and at reasonable prices. Automated inspection
An innovative, low cost automated optical inspection (AOI) system measures terminal dimensions and deviations from standard specification with a high accuracy. Image processing software analyses all relevant geometric parameters in three dimensions to rate the quality of components. These results are compared with values from one or more standard specifications (nominal/actual value comparison). Therefore a component model for dimensions and tolerance measures is established. Quality assurance Additional process parameters, which are influencing the geometrical quality and resolderability were investigated. It could be shown, that with a smart processing a recovering of components of high quality is possible. Costs Using the automated desoldering line requires a fair balance between costs and the value of the recovered components. A rough estimation sets the costs per desoldered component between 1.2 Euro and 2.5 Euro, depending on desoldering time, line configuration and utilization. These costs seems to be fair for recovered components from rejected PCBs as well as components from redistributed products. Outlook An optimization of processes and line configuration may lead to cost reduction. Future developments may lead to improved recognition systems. Following the idea of an estimation of components remaining lifetime via pointer elements, the recognition system can be used for an improved selectivity (only components with an sufficient remaining life time) as well as for preventive repair measures of subassemblies (e.g. used as spare parts). The AOI may be used for an optical inspection of the solderability by inspection of the remaining solder layer. ACKNOWLEDGMENTS The authors like to thank BeCAP’s scientific staff and dedicated students, namely David Polityko and Kai Schrank, for their contribution. Andreas Jobst, Uwe Pape and Jens Schulz for providing wetting tests and discussions. Our thanks to AMTEC GmbH for support and their belief in a successful project processing and to the BERLIN SENATE for financial support of research and development. Special thanks to FINETECH GmbH for creating the special desoldering head with the automatic tool change opportunity, and to GRAPHIKON GmbH for developing pattern and structure recognition for a large variability of integrated circuit components. REFERENCES [1] WEEE - Proposal for a European Parliament and Council directive on waste electrical and electronic equipment (COM 347 (2000))
[2] H. Pötter, H. Griese, A. Middendorf, G. Fotheringham, H. Reichl, „Towards the Re-Use of Electronic Products – Quality Assurance for the Re-Use of Electronics”, Proc. International Symposium on Environmentally Conscious Design and Inverse Manufacturing: EcoDesign ’99, Tokyo/Japan, February 1 – 3, (1999) [3] H. Dembowski, H. Pötter, D Polityko, K Schrank, I Stobbe, “Automated Disassembly of PCBs for ReUse and Quality Control of Desoldered Packages”, Joint International Congress Electronics Goes Green 2000+, Sept 11-13, 2000, Berlin, Germany (2000) [4] IPC-Guideline 7711 ”Rework Of Electronic Assemblies”, IPC Northbrook , IL (1998) [5] IPC-Guideline 7721 ”Repair and Modification of Printed Boards and Electronic Assemblies”, IPC Northbrook , IL (1998) [6] ANSI/J-STD-001B ”Qualitätssicherung bei Lötprozessen” [7] ANSI/J-STD-002 ”Solderability Tests for Component Leads, Terminations, Lugs, Terminals and Wires”, (April 1992) [8] ANSI/J-STD-020 ”Moisture/Reflow Sensitivity Classification for Plastic Integrated Circuit Surface Mount Devices”, (October 1996) [9] DIN 45802, CECC 00802:1994 “Leitfaden: Genormtes CECC-Verfahren zur Spezifizierung oberflächenmontierbare Bauelemente (SMD) mit bewerteter Qualität”, (March 1997) [10] IEC (DIN EN) 61760-1 “Surface mounting technology - Part 1: Standard method for the specification of surface mounting components (SMDs)”, Berlin: Beuth Verlag (1999) [11] D. Polityko, ”ReUse elektronischer Bauelemente: Verfahren und Qualität”, Student Research Paper, Technical University Berlin, Germany (2001) (Reuse of Electronic Components: Process and Quality) [12] Retronix-Website, available at [13] Covertronic-Website, available at [14] H. Pötter, H. Griese, A. Middendorf, J. Müller, H. Reichl, I. Stobbe, „Höchste Form des Recyclings – Die Wiederverwendung von Baugruppen und Komponenten senkt Umweltbelastung und Kosten gleichermaßen“, Müllmagazin 12 (1999) 3, S.24 –28, Rhombus Verlag, Berlin (1999) (Highest Level of Recycling – Reuse of Assemblies decreases Environmental Burden as well as Costs) [15] W. Engelmaier: Reliability of Surface Mount Interconnections, Mendham, USA (1989) [16] VDI/VDE-IT (Editor), „ Abschlußbericht zum BMBF Verbundprojekt „Zuverlässigkeit von SMT-
Weichlötstellen im visuellen Grenzbereich“ (1996). (Final Report – Cooperative Research Project „Reliability of SMT Solder Junctions in a visible threshold) [17] P. Pfäffli, „Bestimmung der Restlebensdauer von IC’s“,Vortrag, ETH Zürich (1996) (Estimation of Remaining Life Time of ICs, Special Lecture, held at ETH Zuerich, Switzerland ).
[18] I. Stobbe, H. Griese, H. Pötter, H. Reichl, L. Stobbe; Quality Assured Disassembly of Electronic Components for Reuse”; 2002 IEEE International Symposium on Electronics & the Environment; May 6-9, 2002; San Francisco