The current issue and full text archive of this journal is available on Emerald Insight at: www.emeraldinsight.com/1472-5967.htm
JFM 13,3
Using lean principles to drive operational improvements in intermodal container facilities
266
A conceptual framework
Received 28 September 2014 Revised 12 November 2014 Accepted 17 January 2015
Peter Olesen Department of Mechanical and Manufacturing Engineering, Aalborg University, Aalborg, Denmark
Daryl Powell Department of Production and Quality Engineering, Norwegian University of Science and Technology, Trondheim, Norway
Hans-Henrik Hvolby Department of Mechanical and Manufacturing Engineering, Aalborg University, Aalborg, Denmark, and
Kym Fraser Barbara Hardy Institute, University of South Australia, Tusmore, Australia Abstract Purpose – The purpose of this paper is to explore the use of lean principles to drive operational improvements in intermodal container facilities. Intermodal terminals have an important role in today’s globally complex supply networks. In the case of bottleneck-derived terminalization, operational issues such as achieving effective material flow remains a significant and common challenge. To assist with such challenges, the paper develops a conceptual framework built on the principles of lean. Design/methodology/approach – In this paper, a theory-building approach is adopted and a lean terminalization framework developed by combining aspects of lean- and intermodal transport theory with practical insights. The framework was developed in conjunction with two intermodal container facilities within the Scandinavian region. Findings – The conceptual framework demonstrates how lean approaches can be used to identify improvement areas, as well as to develop solutions for improved material flow in the context of intermodal transport operations. The framework can be used to guide the lean implementation process in small to medium intermodal container facilities. Research limitations/implications – The development of the framework represents the first stage of a two-stage project. The second stage will involve implementing and empirically testing the framework in the practical settings of the two-case facilities.
Journal of Facilities Management Vol. 13 No. 3, 2015 pp. 266-281 © Emerald Group Publishing Limited 1472-5967 DOI 10.1108/JFM-09-2014-0030
This research was made possible by The SINTEF project PROFIT, which has been financed by the Research Council of Norway, The ViaNord Project, which has been financed by the Danish Economic Growth Fund and the European Regional Development Fund, The Port of Aalborg and Aalborg University for funding the PhD project. Further, gratitude should be given to Erik Gran from SINTEF for valuable input and information.
Practical implications – Lean is a philosophical approach that consists of a set of principles that drive organizations to continually add value to their operations. The application of lean practices enhances necessary process steps and eliminates those that fail to add value, thereby improving material flow and performance. Social implications – Improving the operational efficiency and effectiveness of container terminals out not only assists the profitability of the facilities but also has flow-on benefits for stakeholders, external customers, consumers and the environment. Originality/value – Lean has been successfully applied in manufacturing because the 1990s, and though it has also found relevance in a number of other industries, applications of lean within the intermodal transport sector is limited. Keywords Conceptual, Lean principles, Container facilities, Framework, Intermodal, Practical cases Paper type Conceptual paper
1. Introduction Intermodal facilities and their related activities are increasingly seen as agents of added value within supply chains (Rodrigue et al., 2013). In their seminal work, Rodrigue and Notteboom (2009) introduce the concept of terminalization of supply chains, and distinguish between bottleneck-derived and warehouse-derived terminalization. In the case of bottleneck-derived terminalization, operational issues such as storage space, port call frequency and gate access are often areas for bottlenecks, thereby impeding the effective performance and efficiency of the terminal and its facilities. As such, the effective flow of containers and information across the terminal can be hindered by a number of challenges, including communication issues between external and internal players, the coordination of internal movements and storage of containers, and the uneven arrival of trucks/containers at the terminal with subsequent result of trucks waiting in queues and poor utilization of terminal resources and facilities. A contemporary method successfully used to reduce the effects of bottlenecks is lean principles (Dirnberger and Barkan, 2007; Loyd et al., 2009). Lean thinking was developed in the automotive manufacturing industry to address similar flow-related challenges, and has been successfully applied in the manufacturing sector since the 1990s. The focus of this paper is to demonstrate a lean framework which can offer solutions to address the flow-related challenges inherent to the bottleneck-derived terminalization concept. This is of particular importance for small to medium ports and terminals that lack the necessary power to influence other parts of the supply chain. A number of studies have considered the role of intermodal terminal operations within a greater context (i.e. the macro-level); for example, the lean supply chain (Beškovnik and Twrdy, 2011), as well as the role of ports in supply chain management (Carbone and Martino, 2003) and value chains (Notteboom and Rodrigue, 2005). This study will focus on the development and application of lean practices at the micro-level of terminal operations to resolve operational challenges associated with material and information flow. Although Marlow and Paixão Casaca (2003) propose a set of performance measures to support “lean” ports and the deployment of total quality management systems and Paixão Casaca (2005) evaluates the impact of simulation on lean ports, there remains a lack of an overarching framework for lean applied in small-to-medium-sized intermodal terminal operations. Therefore, the aim of this paper is to develop a framework, referred to as lean terminalization, which identifies the most fundamental and critical elements of lean that should be applied in the context of
Intermodal container facilities 267
JFM 13,3
268
bottleneck-derived terminalization to improve the flow of goods and materials across the intermodal facilities. To guide the development of such a framework, the following research question is purposed: “How can lean thinking be applied to improve material flow in the context of bottleneck-derived terminalization?”. 2. Theoretical background This section describes intermodal facilities as our context for investigation, and discusses the origins of lean and the developments of lean thinking in the direction of terminalization. 2.1 Intermodal facilities The official definition of intermodal transport produced by the United Nations Economic Commission for Europe (UNECE) is: […] the movement of goods in one and the same load unit or road vehicle, which uses successively two or more modes of transport, without moving the goods themselves when changing modes (Vrenken, 2011).
Today, most continental transport is handled by heavy goods vehicles (HGVs) that have a business-to-business transport pattern. Intermodal transport consists of at least business-to-hub-to-hub-to-business, where the hub could be a port or rail terminal, for example. In this configuration, the lead time of non-HGV transport will be significantly higher (Macharis and Bontekoning, 2004). However, rail and ship are significantly cheaper per kilometre, which provides a leverage point where time and cost can be compared. Intermodal transport fulfils an important role on the European transport scene (Vrenken, 2011) because of its use of standard load units or unitized cargo, which typically are transported by sea as well as road, inland waterways and rail. This has a clear benefit with respect to process time when changing from one transport mode to the other because the container is moved rather than the cargo; so, seen from the view of customer value, intermodal transport is an effective choice (Alessandri et al., 2009). For the most part, containers are sent fully loaded between a supplier and a customer; however, sometimes cargo from one supplier is not enough to fill a container and, therefore, it is sent to a cross-docking facility that consolidates the cargo for container shipment or distributes the content of the container to the different customers. These situations are known to involve either bottleneck-derived or warehouse-derived terminalization, as described by Rodrigue and Notteboom (2009). Bottleneck-derived terminalization means that either the capacity or quality of operation is a delaying link at the terminal, resulting in time lost that is not value adding. Warehouse-derived terminalization is the opposite, where the intermodal logistics hub is used to enhance customer support and service, adding value to the customer experience. The warehouse works as a central distribution centre for a region, reducing inventory in the hinterland region and providing better delivery time, as the overseas transport is removed from the hinterland’s customer experience. The terminalization concept is therefore very relevant when discussing lean in the context of intermodal container facilities. It is important to establish knowledge regarding what type of activities take place at the hub before deciding on which processes should be analysed in terms of value and non-value adding. Therefore, the lean philosophy should be a natural addition to intermodal terminals, as the purpose of
lean is to minimize wasteful actions. Making intermodal terminals more effective and efficient and enhancing value-adding operations is essential to moving ever increasing amounts of cargo. The ideal setup for an intermodal terminal would be where the different transport modes each have a dedicated area that is designed to load and unload as quickly and effectively as possible. An example could be a shipping port with ship, train and HGV access, where the ideal situation would be to put the different transport modes together where relevant. For example: • Ship terminal: Direct access for HGVs and train, where it is possible to load and unload directly to and from the ship. • Rail terminal: Exchange between HGV and train. Containers going to a ship are collected and transferred to the ship terminal. HGVs drive directly to the track where the train is parked.
Intermodal container facilities 269
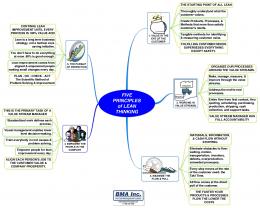
2.2 Lean principles Lean as a concept is based on the principles and working processes of the Toyota Production System, and in its simplest terms can be described as the elimination of waste (Liker, 2004). Lean is often defined in terms of the five lean principles of Womack and Jones (1996): […] precisely specify value by specific product; identify the value stream for each product; make value flow without interruptions; let the customer pull value from the producer; and pursue perfection (see Figure 1).
Though these lean principles are very much manufacturing-centric, the philosophy and working practices associated with lean are nowadays being applied to many industries and environments other than the high-volume manufacture of discrete parts in the automotive industry. For example, not only has lean been applied to other branches of manufacturing, such as the process industry (King, 2009), but also to health care (Hadfield, 2006); public services (Sarkar, 2007); product development (Karlsson and
Figure 1. The five key principles of lean
JFM 13,3
270
Åhlström, 1996); construction (Alarcón, 1997); and to varying degrees, after-sales services (Sarkar, 2007). Using the lean framework (Figure 1) as an overarching guide, a set of defined elements applicable to reducing the effect of bottleneck-derived terminalization needs to be explored. However, to apply lean thinking in an “out-of-context” environment such as intermodal terminal operations, this paper draws on documented applications outside of the manufacturing domain. Schroer et al. (2008) developed a conceptual framework to evaluate the effective operations of intermodal terminals. Mahfouz and Arisha (2009) discussed ways to improve service delivery of seaports. Rondinelli and Berry (2000) explored the management of interactions within multi-modal transportation systems. Song and Panayides (2008) investigated the integration and competitiveness of supply chains in intermodal terminals. Dirnberger and Barkan (2007) explored lean methods to manage bottlenecks and improve the performance of railroad terminals. Loyd et al. (2009) applied lean principles to improve seaport operations. To further our understanding of lean elements in applications outside of terminal operations, the following areas were also analysed: lean services (Suárez-Barraza et al., 2012), lean software development (Staats et al., 2011) and lean healthcare (Radnor et al., 2012). From these various studies, it was determined the following five elements would be key to driving bottleneck improvements in intermodal container facilities. (1) Elimination of waste (Liker, 2004): As value is defined exclusively from the point of view of the customer, elimination of waste becomes the central theme of lean production. (2) Standardization (Ohno, 1988): Standardization leads to stable processes by removing variability. (3) Visualization (Hirano et al., 1995): Essential information is communicated visually to those who need it. Discrepancies and deviations from standard targets are immediately obvious. (4) Synchronized flow (Womack and Jones, 1996): In lean production, processes should be linked and coordinated so as to achieve synchronized flow. The speed at which processes flow is regulated so that supply and demand can be brought into alignment. (5) Continuous improvement (Imai, 1986): A lean company continuously strives for perfection, improving standards to reduce and eliminate all wastes in the process. The concept of Kaizen (Japanese for continuous incremental improvement) was developed to encourage workers to continuously improve their working methods, contributing to the fight for waste elimination. The identification of these key elements provides a direct focus and link to implementing lean principles in intermodal container facilities. With the benefit of previous studies, it is clear that standardization of procedures and processes within terminals will improve the efficiency and effectiveness of operations. Allowing information to be visualized and verified by all stakeholders will quickly identify potential mistakes with regards to container pickup and/or loading location/times. Synchronizing arrivals/pickups and operations throughout terminal will reduce bottlenecks and better maximize resources. Addressing these issues will lead to the elimination of many wasteful activities, which currently occur within the case facilities.
3. Cases: intermodal container facilities In an effort to improve the flow of goods and services throughout Europe, the European Union, through its Regional Development Fund, has commissioned a number of joint ventures between research institutions and regional organizations. These collaboration partnerships are developed to help overcome known supply chain impediments by directly linking researchers with practitioners in the field. The two case facilities being explored in this paper were identified as suffering from similar bottleneck-derived terminalization, which reduced the efficiency and effectiveness of their intermodal container operations. Both facilities are located within the Skagerrak region of northern Europe. The research being undertaken in this paper is the first phase of a two-stage project. This paper represents the first stage, being to identify areas of improvement and develop a lean-based framework for intermodal container facilities. In conjunction with senior management and lean teams from the two separate facilities, a conceptual framework is developed based on lean principles to reduce waste and bottlenecks within intermodal operations. The second stage, which is currently underway, is to implement the framework and determine its success rate over the next two years. It has long been accepted that case studies are an ideal methodological platform to develop and test theory, such as the conceptual framework being presented in this paper (Eisenhardt, 1989; Yin, 2014). The two case facilities represented in this paper are discussed in detail below. 3.1 Alnabru freight facilities, Norway Alnabru terminal is an intermodal freight terminal that is located at Alnabru in Oslo, Norway. It has been in operation since 1907, and in 2008, the terminal was rebuilt to increase capacity. In a proposal for the National Transport Plan 2010-2019, Avinor et al. (2008) emphasized that it is of national interest to create conditions for efficient terminal operations at Alnabru terminal. The Norwegian National Rail Administration wants to increase the capacity of the rail network, and to improve operational efficiency. Alnabru terminal is currently run by a single terminal operator, CargoNet, and several train operators and freight distributors use the terminal. Lean was considered as a prime strategy to improve the operational efficiency of Alnabru terminal, and to start the process, a lean team was established at the terminal. The team consisted of representatives from the terminal operator CargoNet and representatives of each of the freight distributors – Schenker, Bring and Posten. Two of the authors of this paper were also involved in the lean process at Alnabru. After discussions on the fundamentals of lean principles, the team chose to apply a lean change methodology similar to that of the Industry Forum MasterClass Process Improvement Activity (see Bateman and David (2002) for a detailed description of this approach). Such a methodology uses the plan– do– check–act (PDCA) cycle (Deming, 1986) as a platform for diagnostic activity to identify improvement areas and to suggest countermeasures that will improve operational performance. Following this methodology, a total of three lean diagnostic workshops were held at Alnabru terminal to investigate the potential application of lean practices to improve the current state of intermodal terminal operations. During the first workshop, following a process–flow mapping activity for the arrival of trucks at the terminal, the gate-in process was quickly identified as a bottleneck and an obvious area for improvement. The gate-in operation showed excessive variation in processing time, which was due to a lack of a standard communication mechanism. For
Intermodal container facilities 271
JFM 13,3
272
example, few drivers were prepared with a printed ticket when they arrived at the gate (clearly showing container number, train number, vehicle registration number, etc.), while many drivers had identification numbers scribbled on the back of their hands. There were also difficulties in communication with foreign drivers due to language issues. Therefore, it was suggested that the use of a standardized communication solution would reduce the variation in processing time at the gate-in process. It was suggested that this could take the shape of a basic printed card in its simplest form, or it could be a printed barcode with scanning equipment at the gate, or it could even be a full-blown automatic radio frequency identification (RFID) solution that uses electronic tags for automatic identification and access to the terminal (though this would possibly raise several issues regarding international standards). The variation at gate-in was also due in part to a lack of standard working procedures, for example, the ad hoc re-booking of containers onto earlier or later trains, as well as the process for customs clearance. Here, it was suggested that standardized operations could also be applied to improve the current state. Standardized operations, or standard work, is often used in lean to control, reduce and eliminate variation in processes (Shingo, 1989). By creating standard work processes on the gate-in process, the variation in this process can be significantly reduced and properly controlled. A second diagnostic workshop at Alnabru analyzed the resource utilization of the various lift equipment at the terminal, including cranes, reach trucks and forklift trucks. It became apparent that there was no real system for coordinating the lift equipment, and was identified that standard work could also be applied to improve the level of coordination between the lift equipment operators. It was also suggested that there was possibly an issue with the arrival times and arrival rates of the containers to be loaded onto the trains. For example, though certain trains have a two-hour loading window, it was suggested that few containers arrived at the start of the window and many at the end, rather than a stable rate of arrival. In such situations, it can have a detrimental effect on the utilization of lifting equipment, which in turn affects both the quality of the service and the levels of safety. Therefore, a third workshop was carried out to examine the variation in arrival of containers. Though the results of the third workshop did not confirm the original suggestion that most containers arrive at the end of the loading window, it was shown that there was definite variation in container arrivals (see Figure 2). As such, it was recommended that the terminal consider another fundamental lean practice, known as production levelling, or Heijunka (Jones, 2006; Shingo, 1989). Toyota Production System makes use of a mechanism called Heijunka to enable synchronized flow and to level out production to a stable rate, known as takt-time, or the rate of customer demand. Strategic inventory points, known as supermarkets, are used to absorb any variations in demand over the short-term (long-term variations are smoothed out using demand levelling at a higher level of the planning hierarchy). As a result of the third workshop, it was suggested that level production can be applied at Alnabru not only to enable synchronized flow of goods, but also to better coordinate and synchronize the lift equipment. 3.2 Aalborg port facilities, Demark The container terminal in Aalborg was originally created to only handle traffic to and from Greenland, as Aalborg is the official import/export port for Greenland. Over time, the terminal has expanded its operations to include traffic to other container ports in
Intermodal container facilities 273 Figure 2. Container arrivals at Alnabru terminal during the loading period for Train 5,733
Europe. Recently, the terminal further expanded its operations with another weekly departure to Rotterdam to a total of two weekly departures. The terminal management has recently commenced planning for a major improvement strategy, which includes launching a large-scale lean project in the terminal, as well as the possibility of introducing a new terminal operating system. As was the case at Alnabru, a lean project team was established, and after a number of consultation sessions, management expressed the desire for a “conceptual” framework to guide the improvement process at the facility. Therefore, the aim of the lean project team was to identify problem areas (bottlenecks) and eliminate waste to improve the efficiency of the terminal. It was agreed that a framework for lean terminalization would be key to understanding required improvements while defining the projects aims and outcomes. There are three main operational areas in the Aalborg terminal: the dock where the container ships are loaded and unloaded, the gate-in through which the trucks arrive and the container storage area. To service these different operations, there are three types of handling equipment that are used in the terminal: the gantry crane, reach stackers and terminal tractors. The terminal tractor services the gantry crane by transporting containers from the terminal storage area and receiving containers from the ship. The reach stackers service the terminal storage area. There are typically two tractors and two reach stackers involved in this operation. At the gate where trucks arrive from the hinterland, the reach stackers take the containers from the trucks and place these in the storage area, and also load containers onto trucks when required. There are typically three reach stackers in this process. The operator on the gate handles the incoming trucks and calls for a stacker to service the trucks, and is also responsible for the storage area. A terminal foreman handles the loading and unloading of ships, together with the ship’s captain. The activities in the terminal are illustrated in Figure 3, which shows the typical flow of a container. The process begins when a container arrives, either by ship or truck. Though in theory the flow appears very linear, when a container is placed in the inventory, it can be subject to a number of cycles of rework. This is because it may be necessary to move containers to retrieve other containers that
JFM 13,3
Terminal Move container inside storage
Dockside Crane Pick/place
Tractor wait
Tractor Deliver/ Recieve
Tractor Move
Stacker Pick/Place
Stacker Move
Stacker Pick/Place
Truck Deliver/ Recieve
Stacker Pick/Place
Stacker Move
Stacker Pick/Place
Storage
274 Gateside
Figure 3. Flow of the terminal operations
Truck arrive/ depart
Truck wait/ register
Source: Olesen et al. (2012)
are located underneath or behind them. This is symbolized by the arrow “move container inside storage”. A major issue identified during the consultation period is the need for a standardization process. One such area is the need to develop a standardized method for the operation of container stackers working inside the container storage area, from picking the container in the storage area to delivering it to the gantry crane or gate. In this operation, two stackers service two tractors in the storage area, and the tractors continuously drive a circular route (“milk run”) from the storage area to the quayside where the gantry crane loads or unloads the ship. It is believed that the adoption of a standardized “milk run” will significantly improve the efficiency of this operation. However, the flow of information between the different functions is not currently standardized, which introduces a number of added problems. To solve this issue, standardization of communications is strongly recommended by utilizing information and communication technology (ICT). For example, the company currently uses both a manual (walkie talkie) method and an old mainframe system for controlling and allocating work to the stackers. Which method is used depends on the type of operations. In addition, the loading and unloading of the ship is overseen by the production manager, who stands on the deck of the container ship and calls out the container numbers to be loaded/unloaded from a printed list. To improve this process, it is suggested that a standardization process is a must, especially in terms of an applied communication mechanism and the use of ICT (Goh and Fraser, 2012). One suggestion is a screen or electronic display unit fitted in each vehicle, which displays relevant information about the current and next orders. In fact, each of the stackers currently has a built-in monitor but is not in operation because information is currently not standardized or formalized. As with Alnabru, discussions also focused on the issue of levelling, in an attempt to overcome the unlevel flow of containers to and from the terminal on the landside of the port. It was recognized that part of the levelling problem was due to a lack of effective standardization, particularly concerning standardized information flow. The logistics companies that operate the trucks receive orders to send or deliver containers from customers and suppliers often many days (if not weeks) in advance. Furthermore, the ship manifest also includes the majority of these containers before they even arrive at the port. If this information became more actively available within the terminal, it would be possible to agree on fixed slot times with the logistic
companies to create a level schedule for the container arrivals. As it is now, trucks often arrive close to deadline for a loading ship or at certain peak periods during the day, creating overburden (mura) in some instances and a lack of activity at other times. This results in unevenness (muri) and affects the overall utilization of resources and thereby the cost of operation. Another important area discussed at both the case facilities was the need to implement an effective continuous improvement strategy. It was agreed that any such initiatives involving continuous improvement must include all areas of the facilities and employees must have a sense of ownership of the scheme and receive enhancement/ benefit from any improvements. However, it was discussed that earlier initiatives have had limited impact on improving the effectiveness of the terminal, and it is believed that progress with continuous improvement has been hindered by the lack of standardization. Without first establishing a set of standard working practices, it is very difficult to foster successful improvement (Ohno, 1988). It was also recognized that the process is also hampered due to the vast array of key performance indicators (KPIs) in use, making it difficult to understand and analyse current terminal performance. The daily meetings are also complicated due to a lack of understanding of all processes by many of the workers. To enhance the continuous improvement process, it was clear from both facilities that the initial energy must be spent on the standardization of working methods, in particular the information flow and the process flow at the gate and in the terminal storage areas. Along with the key issues such as standardization and levelling, the lean teams highlighted a number of other important points which need to be considered: • Identify more closely the current internal transport routines and performance (planning, efficiency, internal and external customer waiting times, etc.). • Extended collaboration with customers regarding container collection. • Optimizing back-end operations based on planned collection time. • Simplify and align the current high quantity of conflicting KPI’s. 4. A framework for lean terminalization Having explored the literature regarding lean principles and intermodal terminals, and undertaken two exploratory case studies to investigate potential areas for applying lean practices, the following presents a framework to assist the facilitation of lean terminalization (see Figure 4). The framework consists of four fundamental principles to enable the improved material flow in intermodal facilities: waste elimination, standardization, levelling and continuous improvement. These four elements need to be underpinned by ICT to provide relevant information and effective communication channels. 4.1 Waste elimination Central to the framework is the concept of waste elimination. To address the elimination of waste within a lean terminalization perspective, the concepts of muda, mura and muri (Ohno, 1988) should be considered in more detail. Muda is the Japanese term for waste, and is often described in terms of the seven wastes: transportation, inventory, motion, waiting, overproduction, over-processing and defects. In lean manufacturing, it is suggested that the complete elimination of these
Intermodal container facilities 275
JFM 13,3
276
Figure 4. A framework for lean terminalisation
wastes can improve operating efficiency by a large margin (Ohno, 1988). However, some of these wastes are difficult to translate into the perspective of terminalization, for example, transportation is the very reason for operation for the terminals, and the terminal operator is also often paid to hold inventory for the customer (warehouse-derived terminalization); thus, inventory can be seen as a value-adding process rather than a waste. Also, by concentrating on these seven types of waste, mura and muri are often overlooked. In terms of definition, mura is the Japanese term for inconsistency, which means unevenness in operations; and muri is the Japanese term for unreasonableness, or overburdening of people and/or resources. Therefore, it is suggested that mura and muri are perhaps more applicable to intermodal operations than the seven types of waste
which stem from the manufacturing environment, each of which are addressed by applying levelling. 4.2 Standardization Ohno (1988) suggests that insufficient standardization creates muda, mura and muri. One of the main reasons for applying standardization, seen in both the scientific literature and from empirical findings, is to reduce variability in the processes, with particular reference to process cycle times. To reduce and eliminate variation in intermodal terminal operations, we suggest the application of standard work. As was stated previously, standard work is applied in lean both to reduce variation in processes and to encourage continuous improvement (Imai, 1986; Shingo, 1989). The framework also includes the specification of a standard communication method within the standardization construct. In the case of Alnabru terminal, it was specified that a standardized communication mechanism is required to reduce the variation in processing time at the gate-in process. It was suggested that a mechanism was required that can provide the authorization for entry of the containers into the terminal. This means that the driver should have at least a pre-printed ticket, which clearly shows critical information such as the order number, container number and vehicle registration number. Other potential media for this type of standardized communication mechanism were also identified, including barcodes and RFID solutions. Visualization is also a key theme within lean (Bicheno and Holweg, 2009), and it is suggested that it should be effectively integrated with an organizations efforts for standardization. For example, standard work procedures should by located at the point of use in a visible manner, so that they are always up-to-date. Also, by making important information instantly visible, there is no time wasted in hunting for the information. 4.3 Levelling It has been shown that internal variability in processes leads to unevenness in operations. It also often results in the overburdening of workers. In the case of the Alnabru terminal, it was believed that some of the internal variability would be resolved by applying standard work practices. However, there is also external variability present when it comes to loading and unloading of the trains. Production levelling (Heijunka) is applied in lean to resolve the “arrival variability” and to create more synchronized material flow (Shingo, 1989; Jones, 2006). Therefore, it is recommended that levelling be applied within both terminals to create a more level schedule. A possible solution here is to distinguish between front-end and back-end operations, where front-end operations involve unloading and loading of trucks/arriving containers (external), and back-end operations involve the loading and unloading of containers that are already on-site (internal). At Alnabru terminal, it is believed that by making more use of the depot function (back-end operations), the loading and unloading operations could be suitably levelled, thus contributing to more effective, synchronized flow. Such an outcome explains how external variability can be resolved by applying levelling. 4.4 Continuous improvement The final element of the framework is continuous improvement. The Kaizen concept (Imai, 1986) has been developed and applied successfully at many organizations so as to encourage workers to contribute toward continuous incremental improvements in their daily activities. By applying the PDCA cycle (Deming, 1986) to encourage systematic
Intermodal container facilities 277
JFM 13,3
278
improvement of intermodal terminal operations, basic process mapping tools and root cause analysis can be used to arrive at suitable countermeasures that contribute to increased value-adding activities. To summarize, the adoption of the developed framework will allow a terminal operator to achieve improved flow of materials and information through the terminal. Firstly, the initial formulation of standard operating procedures and standardized communication channels, particularly through the use of visual methods for the simplification and formalization of processes, will provide the essential basis for continuous improvement activities. Likewise, through applying levelling mechanisms such as using allocated timeslots for deliveries and collections, unevenness and overburden can be eliminated from the terminal operations, and resources can be utilized much more effectively. Here, we distinguish between front-end and back-end, where front-end concerns the servicing of trucks, trains and/or ships, and back-end operations primarily considers operations in the terminal storage areas. Finally, by instilling a culture of continuous improvement through the deployment of a continuous improvement program (e.g. a suggestion scheme), and by training employees in the process of effective problem solving (e.g. PDCA), the terminal operator can be confident to gain a positive impact in terms of reduced waste, reductions in critical path lead time, and improved customer service levels and schedule adherence (e.g. high performance in “on-time, in-full” shipments). The realization of each of these elements will contribute to improved flow in the terminal, and will ideally be established through a number of formal improvement projects organized by cross-functional teams of employees within facilities. 5. Conclusion The aim of this paper was to investigate the application of lean practices to improve material flow within intermodal terminals and to develop an overarching framework for Lean terminalization. Through the use of literature and two exploratory case studies a conceptual framework was constructed, and this in turn, provided the solutions to the research question “How can lean thinking be applied to improve material flow in the context of bottleneck-derived terminalization?”. The paper assert that the two most fundamental components of lean in the context of terminalization are standardization and levelling, with a central focus on the elimination of waste (muda, mura and muri) through the adoption of a continuous improvement culture. Firstly, standardization can be applied to operational processes to reduce variation, thus contributing to improved material flow and reduction of processing time. Secondly, although Marlow and Paixão Casaca (2003) suggest that lean ports are only good at things over which they have control, the exploratory case studies also showed how lean terminals can implement countermeasures to reduce (at least to some extent) the detrimental effects of external variation through the use of production levelling techniques that were originally developed in lean manufacturing. In today’s mature European intermodal transport sector, the application of ICT is essential for well-functioning transport supply chains (Goh and Fraser, 2012; Laihonen et al., 2012), but traditional ways (e.g. paper documents) is still common, with operators identifying the corresponding load unit by means of an identification code printed on a ticket. This procedure is labour-intensive and costly, error-prone and contains a high risk of holding up the transport process, particularly at busy transport hubs. Zahari et al. (2010) asserts that from an internal perspective, the application of the latest ICT is a priority and critical for ongoing success. Therefore, applying ICT such as RFID
technology will improve the process. RFID is an evolution of the bar code system, which is today widely used in managing logistics networks. The advantage of RFID over barcoding is that information can be transmitted over distance by means of radio signals with no need for human intervention. Further work should examine the combination of innovative ICT solutions with the lean terminalization concept, contributing to the lean vs ICT debate (Riezebos et al., 2009). Scupola (2012) found that ICT can act as a driver of innovation within facilities. We suggest that much like the Kaizen concept, the nature of technological innovation in the intermodal sector tends to be incremental, meaning that the overall performance of the chain will improve without abandoning the many current characteristics of the system. Improvements in the management of the chain can be realized by introducing enhanced procedures and more standardized information flows between the different operators, infrastructure managers and customs authorities. With respect to future research, it should be noted that this research paper is the first of a two-stage process. Currently, the framework developed in this paper is being implemented and empirically tested in the practical setting of the two case facilities discussed in this paper. References Alarcón, L. (1997), Lean Construction, CRC Press, London. Alessandri, A., Cervellera, C., Cuneo, M., Gaggero, M. and Soncin, G. (2009), “Management of logistics operations in intermodal terminals by using dynamic modelling and nonlinear programming”, Maritime Economics & Logistics, Vol. 11 No. 1, pp. 58-76. Avinor, Jernbaneverket, Kystverket, and Statens Vegvesen (2008), The Proposed Norwegian National Transport Plan 2010-2019, Norwegian Government, Oslo. Bateman, N. and David, A. (2002), “Process improvement programmes: a model for assessing sustainability”, International Journal of Operations & Production Management, Vol. 22 No. 5, pp. 515-526. Beškovnik, B. and Twrdy, E. (2011), “Agile port and intermodal transport operations model to secure lean supply chains concept”, PROMET – Traffic & Transportation, Vol. 23 No. 2. Bicheno, J. and Holweg, M. (2009), The Lean Toolbox: The Essential Guide to Lean Transformation, Production and Inventory Control, Systems and Industrial Engineering (PICSIE) Books, Buckingham. Carbone, V. and Martino, M. (2003), “The changing role of ports in supply-chain management: an empirical analysis”, Maritime Policy & Management, Vol. 30 No. 4, pp. 305-320. Deming, W. (1986), “Out of the crisis, 1986”, Massachusetts Institute of Technology, Center for Advanced Engineering Study, Cambridge, p. 13, p. 507. Dirnberger, J. and Barkan, C. (2007), “Lean railroading for improving railroad classification terminal performance”, Transportation Research Record, Vol. 1995, pp. 52-61. Eisenhardt, K. (1989), “Building theories from case study research”, Academy of Management Review, Vol. 14 No. 4, pp. 532-550. Goh, M. and Fraser, K. (2012), “Innovative ICT applications in transport and logistics: some evidence from Asia” in Evangelista, P., McKinnon, A., Sweeney, E. and Esposito, E. (Eds), Supply Chain Innovation for Competing in Highly Dynamic Markets: Challenges and Solutions, Business Science Reference, Hershey, PA, pp. 123-136. Hadfield, D. (2006), Lean Healthcare: Implementing 5s in Lean or Six SIGMA Projects: 5 Keys for Improving the Workplace Environment, MCS Media, Chelsea, MI.
Intermodal container facilities 279
JFM 13,3
280
Hirano, H., Talbot, B. and Bodek, N. (1995), 5 Pillars of the Visual Workplace: The Sourcebook for 5S Implementation, Productivity Press, Tokyo. Imai, M. (1986), The Key to Japan’s Competitive Success, McGraw-Hill, New York, NY. Jones, D. (2006), “Heijunka: leveling production”, Manufacturing Engineering, Vol. 137 No. 2, pp. 29-36. Karlsson, C. and Åhlström, P. (1996), “The difficult path to lean product development”, Journal of Product Innovation Management, Vol. 13 No. 4, pp. 283-295. King, P. (2009), Lean for the Process Industries, Productivity Press, New York, NY. Laihonen, H., Jaaskelainen, A., Lonnqvist, A. and Ruostela, J. (2012), “Measuring the productivity impacts of new ways of working”, Journal of Facilities Management, Vol. 10 No. 2, pp. 102-113. Liker, J. (2004), The Toyota Way, Esensi, McGraw-Hill, New York, NY. Loyd, N., Jennings, L., Siniard, J., Spayd, M., Holden, A. and Rittenhouse, G. (2009), “Application of lean enterprise to improve seaport operations”, Transportation Research Record, Vol. 2100, pp. 29-37. Macharis, C. and Bontekoning, Y. (2004), “Opportunities for OR in intermodal freight transport research: a review”, European Journal of Operational Research, Vol. 153 No. 2, pp. 400-416. Mahfouz, A. and Arisha, A. (2009), “Seaport management aspects and perspectives: an overview”, Proceedings of the 12th Annual Irish Academy of Management Conference, Galway, 2-4 September. Marlow, P. and Paixão Casaca, A. (2003), “Measuring lean ports performance”, International Journal of Transport Management, Vol. 1 No. 4, pp. 189-202. Notteboom, T. and Rodrigue, J.-P. (2005), “Port regionalization: towards a new phase in port development”, Maritime Policy & Management, Vol. 32 No. 3, p. 297. Ohno, T. (1988), Toyota Production System: Beyond Large-Scale Production, Productivity Press, New York, NY. Olesen, P., Dukovska-Popovska, I. and Hvolby, H.-H. (2012), Terminal Operations, Springer, Rhodos. Paixão Casaca, A. (2005), “Simulation and the lean port environment”, Maritime Economics & Logistics, Vol. 7 No. 3, pp. 262-280. Radnor, Z., Holweg, M. and Waring, J. (2012), “Lean in healthcare: the unfilled promise?”, Social Science & Medicine, Vol. 74 No. 3, pp. 364-371. Riezebos, J., Klingenberg, W. and Hicks, C. (2009), “Lean production and information technology: connection or contradiction?” Computers in Industry, Vol. 60 No. 4, pp. 237-247. Rodrigue, J.-P. and Notteboom, T. (2009), “The terminalization of supply chains: reassessing the role of terminals in port/hinterland logistical relationships”, Maritime Policy & Management, Vol. 36 No. 2, pp. 165-183. Rodrigue, J.-P., Comtois, C. and Slack, B. (2013), The Geography of Transport Systems, Routledge, New York, NY. Rondinelli, D. and Berry, M. (2000), “Multimodal transportation, logistics, and the environment: managing interactions in a global economy”, European Management Journal, Vol. 18 No. 4, pp. 398-410. Sarkar, D. (2007), Lean for Service Organizations and Offices: A Holistic Approach for Achieving Operational Excellence and Improvements, ASQ Quality Press, Milwaukee, WI. Schroer, B., Rahman, M., Harris, G. and Moeller, D. (2008), “Conceptual framework for simulating seaport terminals”, Proceedings of the Huntsville Simulation Conference, Huntsville, October.
Scupola, A. (2012), “Managerial perception of service innovation in facility management organizations”, Journal of Facilities Management, Vol. 10 No. 3, pp. 198-211. Shingo, S. (1989), A Study of the Toyota Production System: From an Industrial Engineering Viewpoint, Productivity Press, New York, NY. Song, D.-W. and Panayides, P. (2008), “Global supply chain and port/terminal: integration and competitiveness”, Maritime Policy & Management, Vol. 35 No. 1, pp. 73-87. Staats, B., Brunner, D. and Upton, D. (2011), “Lean principles, learning, and knowledge work: evidence from a software services provider”, Journal of Operations Management, Vol. 29 No. 5, pp. 376-390. Suárez-Barraza, M., Smith, T. and Dahlgaard-Park, S. (2012), “Lean service: a literature analysis and classification”, Total Quality Management & Business Excellence, Vol. 23 Nos 3/4, pp. 359-380. Vrenken, H. (2011), “Innovative intermodal transport”, European Intermodal Research Advisory Council, available at: www.eirac.eu/documents/EIA%20Handbook.pdf (accessed December 2012). Womack, J. and Jones, D. (1996), Lean Thinking: Banish Waste and Create Wealth in Your Organisation, Simon and Shuster, New York, NY, p. 397. Yin, R. (2014), Case Study Research: Design and Methods, 5th ed., Sage Publications, Thousand Oaks, CA. Zahari, W., Yusoff, W., Ismail, M. and Shah Ali, A. (2010), “Understanding the service provider perspective towards better service quality in local authorities”, Journal of Facilities Management, Vol. 8 No. 3, pp. 226-238. About the authors Peter Bjerg Olesen obtained his PhD from the Centre for Logistics, Department of Mechanical and Manufacturing Engineering at Aalborg University, Denmark, in 2014. The focus of the research was on small port logistics, and was co-funded by the Port of Aalborg. Daryl Powell completed his PhD and Postdoc at the Department of Production and Quality Engineering, Norwegian University of Science and Technology, Trondheim, Norway, during the period 2009-2014. His research examined the integration of lean and ERP systems, the results of which have been published in international journals such as IJPR, IJOPM and Computers in Industry. Since July 2014, Daryl has been employed as Lean Manager at Kongsberg Maritime Subsea, Horten, Norway. Hans-Henrik Hvolby is Professor at the Centre for Logistics, Aalborg University in Denmark and Visiting Professor at University of South Australia. He has published more than 130 peer-reviewed papers and is on the editorial boards of seven international journals. He has managed or participated in more than 15 research and industrial collaboration projects funded by national programmes and EU. His present scope of work includes supply chain planning, manufacturing information systems and value chain diagnostics. Kym Fraser is a Researcher at the University of South Australia in Adelaide. He is also an Adjunct Professor at the University of Brawijaya and Ciputra University in Indonesia, and Aalborg University in Denmark. He has a PhD in Manufacturing Management and holds degrees in business, accounting, economics and engineering. Before becoming an academic, he spent 25 years in practice specializing in service and operations management. He is the current Chair of the Manufacturing Society of Australia (ManSA) and has published over 70 research articles in internationally refereed journals and conferences. Kym Fraser is the corresponding author and can be contacted at:
[email protected]
For instructions on how to order reprints of this article, please visit our website: www.emeraldgrouppublishing.com/licensing/reprints.htm Or contact us for further details:
[email protected]
Intermodal container facilities 281




































![[PDF] Download Lean UX: Applying Lean Principles to ... - Google Sites](https://m.moam.info/img/260x300/pdf-download-lean-ux-applying-lean-principles-to-g_64780152097c4786708c571a.jpg)
![[PDF] Download Lean UX: Applying Lean Principles to ... - Google Sites](https://m.moam.info/img/260x300/pdf-download-lean-ux-applying-lean-principles-to-g_6477f4a8097c4737708c45d4.jpg)