solution was 1.11s, whereas the maximum time was 11.45s, for a set of randomly generated ..... must not exceed the motor power of the machine tool employed.
INT. J. COMPUTER INTEGRATED MANUFACTURING, 1999, VOL. 12, NO . 2, 129 ± 140
An exact tool allocation approach for CNC machines M. SELIM AKTURK
Abstract. An e xac t approach is developed to dete rmine the optimum machining conditions an d tool allocation decisions simultane ously to minimize the total production cost on a CNC turning machine . The re are multiple machining operations an d we consider a set of alte rnative cutting tool types for e ach operation. The e xisting tool manage me nt approache s at the syste m leve l fail to relate the tooling issues to the machining conditions, and ignore the tool availability and tool wear restrictions. Consequently, we not only improve the ove rall solution by e xploiting the interactions betwe e n these two decision makin g problems, but also preve nt any unfeasibility that might occur for the tool allocation problem due to tool conte ntion am ong the operations for a limite d number of tool type s by considering the mach ining operation, tool availability an d tool life limitations. The computation al results indicated that the ave rage computation time to find an optimum solution was 1.11 s, whe reas the maxim um time was 11.45 s, for a set of randomly ge nerated problems.
1.
Introductio n
The re is an in creasin g re quire me nt for man ufac turing in dustrie s to achie ve effe ctive , dive rse , small lot produc tion , so as to m e e t dive rsifie d use r ne e ds. Num e rical control ( NC) is a form of program m able autom ation, which is de sign e d to accom modate variation s in product configuration s. Its prin cipal application s are in low an d m e dium volum e situ ation s, prim arily in a batch production mode . The re sults of a US Census Bure au survey of nearly 10 000 man ufacturin g firm s in 1990 offe red in sigh t into use of 17 man ufacturin g te chnologie s, such as CAD/ CAE, robots. NC m achine tools, with 41.5% of the respon dents indic ating its use, was the m ost wide ly use d man ufac turin g te chnology. Machin e ry produ ction statistics re -
Author: M. Selim Akturk, De partm ent of In dustrial Engine ering, Bilken t Unive rsity, 06533 Bilkent, Ankara, Turke y.
0951-192X / 99 $12.00
Ó
lease d by the Japan e se Min istry of Inte rnation al Trade an d Industry showe d that the num ber of NC mach in e tools produce d in Japan was e qual to 61 695 in 1990, which m ade m ore than 75% of total mach in e tool prod uction share s ( Asai an d Takashim a 1994) . Furth erm ore, one of the m ajor compon e nts of a fle xible m an ufacturin g syste m ( FMS) is compute r num e rical control ( CNC) m achine tools. A FMS is usually de fin e d as a group of CNC m achine tools in terconn e cted by a m aterial handling syste m an d controlle d by a com pute r syste m . In view of the high in ve stme nt and ope rating costs of CNC mach in e s an d he nce of FMSs, attention should be paid to their e ffective utilization . Gray et al. ( 1993) an d Vee ram ani et al. ( 1992) give e xte nsive surve ys on the tool m anage m e nt issue s of autom ate d m an ufacturin g syste ms, an d e mph asize that the lack of toolin g con side ration s has re sulte d in th e poor pe rforman ce of the se syste ms. Kouve lis ( 1991) ide ntified cutting tool utilization as an importan t param ete r for the ove rall system perform ance . In this study, the cost of toolin g has bee n re porte d to be 25± 30% of the fixe d an d variable costs of production . Gray et al. ( 1993) also pre se nt an in te grate d conceptual fram e work for re source plan ning to exam in e how tool m an age me nt issue s can be classifie d in to tool-le ve l, m ach in e-le ve l, an d syste m -le ve l concerns. Tool man age me nt de cision s arise in production plan nin g an d sche dulin g, and in volve m ach in e groupin g, part type se le ction and loadin g, and tool allocation at the syste m level. The ke y tool man age m ent issue s at the single m ach in e le ve l are loadin g and placin g a set of tools in the m achine ’ s m agazin e , dete rminin g the part in put se que nce to me e t certain m agazin e constraints an d e stablish in g tool re place me nt strate gies. Tool man age m e nt issue s at the tool leve l inclu de tool se le ction activitie s, such as the numbe r an d type of cuttin g tools, an d tool cuttin g spe e ds and fe ed rate s for e ach m an ufacturin g ope ration. 1999 Taylor & Francis Ltd
130
M. S. Akturk
For solvin g the tool allocation proble m at the syste m le ve l, most of the publishe d studie s use 0± 1 bin ary variable s, i.e. a particular tool j is assigne d to ope ration i, to represe nt tool re quire m en ts. Ste cke ( 1983) form ulate s the FMS loadin g proble m as a non lin e ar mixed-inte ger program ming ( MIP) proble m an d solve s it through lin e arization te chnique s. Sarin an d Che n ( 1987) give an inte ge r program min g ( IP) form ulation unde r the assum ption th at th e total m ach in in g costs de pe nd upon th e tool± m achin e com bin ation . Ram et al. ( 199 0) de ve lop a n e w form ulation for the sam e proble m usin g discre te gene ralize d networks to prop ose an e fficie nt algorithm for solvin g the re sultin g math e matical mode l. Both the mach in ing costs and tool live s are conside re d as fixe d syste m param e ters re gardle ss of the m achinin g condition s. Leun g et al. ( 1993) propose a lin ear inte ge r mode l to solve part assign me nt an d tool allocation sim ultan e ou sly to m in im ize th e sum of m ach in e proce ss, in-proce ss tool use and m aterial handling costs. Mah e shwari and Khator ( 1995) exte nd the IP loading mode l of Leun g et al. to e valuate se ve ral ope rational control strate gies by utilizin g a sim ulation mode l. All of the se studie s assume constan t proce ssing time s and tool live s as a priori in form ation by ign oring the ir in teraction with the m ach in ing conditions se le ction an d the tool availability re striction s. The re fore, the y cann ot conside r the actual tool wear an d the corresponding tool life lim itation s, he nce the re sultin g tool replace m e nt ne e ds and their impact on the total cost. Furthe rmore , depe nding on the batch size , the numbe r of tools re quire d to produce a certain operation migh t be greate r than one . Fin ally, most of the studie s de te rm in e the tool re quire me nts for e ach operation in de pe nde ntly, and fail to consider the conte ntion am on g the ope ration s for a lim ite d numbe r of tools. The ope rational characte ristics of the syste m com pon e nts, such as machin in g condition s, tool availability and tool life , should be take n into account for the re liable mode llin g of CNCs, or the abse nce of such crucial issue s could le ad to un fe asible or in fe rior re sults. At the m ach in e level, m ost of the studie s e mph asize the min im ization of tool switche s due to a change in a part mix ( Tan g an d Denardo 1988, Kouve lis 1991, Cram a et al. 1994) . Unfortu nate ly, these studie s also assume constant proce ssing tim es and tool live s, e ve n though the tool wear, conse quently the tool re place me nt freque ncy, is dire ctly re late d with the m ach ining condition s sele ction . Furth e r, in the multiple operation case , non -m achin in g time com pon e nts, such as the tool re place me nts, can have a sign ifican t impac t on the total cost of production be cause of the re lative ly short tool live s of man y turn ing tools as stated by Gray et al. ( 1993) . In the same study, the y re porte d that tools are
chan ge d te n time s more ofte n due to tool wear than to part mix. The m achinin g condition s optim ization for a single ope ration is a well kn own proble m , whe re the de cision variable s are the cutting spe ed and fee d rate . Se ve ral models an d solution me thodologie s have bee n develope d in the lite rature ( Gopalakrishn an and Al-Khayyal 1991, Tan and Creese 1995) . Howeve r, the se mode ls on ly conside r the contributio n of mach inin g time an d tooling cost to the total cost of ope ration, an d the y usually ignore the contribution of non-m achining tim e compon ents to the ope rating cost, which could be ve ry significan t for the multiple ope ration case . Furthe rmore , the e xisting studie s e xclude the tooling issue s such as the tool availability and the tool life capacity lim itation s. As a re sult, the ir re sults can le ad to infe asibility due to tool conte ntion am ong the operations for a lim ite d numbe r of tool types. The rem ain der of this pape r is organize d as follows. In the next section, we de fin e the scope of the study with the un derlyin g assum ptions an d state a m athe m atical formulation of the proble m . In se ction 3, we prese nt the propose d solution proce dure, which is applie d in an e xam ple proble m in se ction 4. The computational results are discusse d in se ction 5. Finally, som e concluding re m arks are provide d in the last section . The notation use d through out the pape r is as follows:
a j, b j, c
j
:
B: Cj : Cm , b, c, e : Co
:
Cs , g, h, l
:
Ctj Di
: :
di fij H
: : :
I : J: Ji : Li
:
M
:
spee d, fe e d, depth of cut e xpon ents for tool j batch size Taylor’ s tool life constan t for tool j specific coe fficie nt an d e xpone nts of the m achin e powe r constrain t ope ratin g cost of the CNC m achine ( $/ m in) specific coe fficie nt an d e xpone nts of the surface rough ne ss constraint cost of the tool j ( $/ pe r tool) diam e te r of the ge ne rate d surface for the ope ration i ( in) de pth of cut for operation i ( in) fe e d rate for ope ration i using tool j ( ipr) m axim um available m achine powe r for all ope ration s ( hp) se t of all ope rations se t of the available tools se t of the candidate tools that can be use d for the ope ration i le ngth of the ge ne rate d surface for the ope ration i ( in) a ve ry large positive num be r
An exact tool allocation approach for CNC machin es
2.
n ij
:
Nj
:
pij
:
Si
:
tmij
:
tlj
:
trj Tij Uij v ij
: : : :
xij
:
numbe r of tool type j re quire d for com ple tion of ope ration i numbe r of available tools on han d for tool type j numbe r of tim e s that an operation i can be pe rforme d by a tool type j m axim um allowable surface rough ne ss for the ope ration i ( ¹ in ) m achining time of ope ration i using tool j ( m in ) tool magazine loadin g time for a single tool j ( m in ) tool replacin g time for tool j ( min ) tool life of tool j in ope ration i ( min ) usage rate of tool j in ope ration i cuttin g spe ed for ope ration i usin g tool j ( fpm) 0± 1 bin ary decision variable which is e qual to 1 if tool j is assigne d to operation i.
Problem d e fin itio n
We deve lop a ne w m ath e m atical m ode l and propose an e fficie nt solution proc edure to dete rmine concurre ntly the optim al m achinin g condition s of cuttin g spe e d an d fe e d rate , the op tim al ope ration ± tool assignm ent, an d the optim al alloc ation of tools, for single -pass ope ration s of a batch of parts proce ssed on a single CNC turn in g m achine . In a pre vious study by Avci an d Akturk ( 1996) , we addre ss the toolin g issue s re late d to tool sharing an d loadin g of duplic ate tools at a sin gle CNC m achin e le ve l. A n e w algorith m is propose d to solve the tool magazine arran ge me nt an d ope rations seque ncin g proble ms subje ct to tool allocation , precede nce an d tool magazin e capacity re striction s for the give n mach in ing conditions for e ach man ufacturin g ope ration . In this study, we e mph asize the tool man age me nt issues at the tool le ve l such as the optim um mach in in g condition s an d tool se le ction ± allocation decisions in conne ction with the tool life , mach in in g op erations an d tool availability constrain ts to m in im ize the total production cost. The following assumption s are made to de fin e the scope of this study. Each m achinin g ope ration has a se t of alte rnative tool types. For e ach type of cuttin g tool the re is on ly a lim ite d num be r of tools available . For the mach in in g ope rations, the cuttin g spe e d an d the fee d rate will be take n as the de cision variable s, and the de pth of cut is assume d to be give n as an in put. Initial tool loading an d subse quent tool re place me nts are only allowe d while the m achin e is off-lin e an d on ly a single tool can be change d at a tim e . This implie s that tool chan ging time s are additive . Since the tool changing
131
e ve nts durin g an ope ration migh t adve rsely affe ct the surface fin ish re quire m ents, e ach mach in ing ope ration is assume d to be comple te d by a single tool type , e ve n th ou gh alte rnative tools are con sid e re d for e ach ope ration . The batc h size of e ach part is kn own, alth ough th e re m igh t be a sign ifican t in te raction be twee n the lot sizin g and tool allocation decisions as discusse d in Akturk an d O ne n ( 1997) . In the existing de cision -makin g hie rarch y, we de te rmin e the optim um m ach in in g con dition s an d the corre spon din g tool allocation s. O nce calculate d, proce ssing an d set-up time data are passed up to the syste m plan nin g le ve l, in which decisions such as batch size s an d sche dule s are de te rm in e d from the timing data alon g with syste m level obje ctive fun ctions. Advan ces in cuttin g tool m aterials an d de sign s will in crease the cuttin g spe eds at which mach in in g is carried out, conse que ntly reduce the machin in g time , but the in itial toolin g cost m ight be highe r. The re fore we conside r a se t of alte rnative cuttin g tool type s for e ach m achin ing operation , such as HSS, carbide s, coated tools, since no on e cuttin g tool type is be st for all purpose s. Furthe rm ore, the total production cost should be expre ssed in te rm s of both m achinin g tim e an d non-m ach in ing tim e com pon e nts, an d the tooling cost. Mach in ing tim e, t m i j , is the time re quire d to com ple te a turning ope ration . Tool life is ge nerally de fin e d as the m achinin g time in m inu tes take n to prod uce a give n wear lan d for a set of machining condition s. The re lation ship betwee n the tool life , T ij , an d m achinin g time can be e xpre ssed as a fun ction of the machin in g conditions by usin g an e xtende d form of the Taylor’ s tool life equation . For the turning op e ration , a ne w e xp re ssion is de fin e d for the m ach in ing time to tool life ratio, which is calle d the usage rate of tool j in ope ration i, an d denote d by Uij . A sim ilar e xp re ssio n can be de fin e d for oth e r m ach in ing ope rations. Uij 5
tmij Tij
5
( p Di Li ) /( 12v ij fij ) a
j
b
j
c
j
Cj /( v ij fij di )
5
c
p Di Li d i ( 12 a
12 Cj v ij
j)
j
( 12 b j )
fij
Con se que n tly, pij 5 b 1 /Uij c an d n ij 5 d B /pij e . For practical purpose s, pij m ust be foun d in orde r to in struct eith e r the CNC program or the ope rator to chan ge tools afte r a pre de te rmin e d numbe r of pie ces have be en mach in e d. All time consum in g e ve nts except the actual cuttin g ope ration are calle d the non-machinin g time com pone nts. Eve n though there migh t be man y distin ct non m ach in in g tim e com pon e nts such as tool tunin g, workpie ce loadin g / un loadin g, e tc., we only conside r the on e s that can be e xpre ssed as a function of both the m ach in ing condition s an d alte rnative operation ± tool
M. S. Akturk
132
pairs, such as tool replacing tim es, t r j , an d loading time s, t lj . A ge ne ral math e matical formulation of the proble m is state d be low, where the total cost of m anufacturin g for a particular batch is expre ssed as the sum of op e ratin g cost due to m ach in in g tim e an d n on mach in ing tim e com pon e nts, the toolin g cost, and tool waste cost, respe ctively. Depe ndin g on the batch size an d m achin in g con dition s, th e n um be r of tools re quire d to produce a certain ope ration m igh t be gre ater than on e , i.e . B Uij > 1. If the last copy of tool type j is not fully utilize d for mach in in g ope ration i the n it can be use d for mach in in g othe r parts, alth ough the re m ain in g tool life of the pre vious copie s may not be e nough to produce a single ope ration due to tool life constrain t. The re fore , the cost of un used re m ain ing tool life prior to the tool re place m e nt due to tool wear is de noted as tool waste cost. The re are four sets of de cision variable s. The first se t of de cision variable s, x ij , re pre sents the tool allocation decisions. The se cond se t of de cision variable s, n ij , de picts the num ber of tools of a give n type allocate d to an ope ration . The third an d fourth se ts, v ij an d f ij , re spe ctive ly, re pre se nt the mach in ing conditions se le ction de cision s. Min im ize Ctm 5
BCo
xij tmij i[ I j[ J
1 Co 1
1 trj 1
n ij 2
xij i[ I
tlj
j[ J
xij n ij Ctj i[ I j[ J
1 i[ I
j[ J
Ctj b B /pij c ( 1 2
pij Uij ) .
Subje ct to: ( Tool Assign me nt Con strain ts) xij 5
1 for e ve ry i [ I
j [ Ji
n ij
£
xij ³
Mxij for e ve ry i [
I, j [
Ji
Uij for e ve ry i [ I , j [ Ji
( Mach in e Powe r Constraint)
£
xij Cm v ijb fijc d ie
H , for e ve ry i [
I, j [
Ji
Si , for e ve ry i [ I , j [
Ji
( Surface Rough ne ss Constraint) g
xij Cs v ij fijh d il
£
( Non-ne gativity an d Integrality Con strain ts) v ij , fij > 0 , xij 5
{0, 1}
an d n ij , pij positive in tegers for e ve ry i [ I , j [
J.
In this non lin e ar MIP formulation , the re e xist thre e types of constrain ts, name ly, ope ration al, tool re late d an d m ach in ing ope ration constrain ts. The first thre e sets of constrain ts re pre se nt the ope rational constrain ts which ensure that e ach operation is assign ed to a single tool type from its can did ate tools se t. Th e tool availability and tool life constrain ts are the tool re late d constrain ts which guaran tee that the solution will not excee d the available quantity on han d an d the available tool life capacity for an y tool type . The last two sets of constrain ts are the machining ope ration constrain ts. The mach in in g re sistance is in ge neral give n by the power fun ction of cuttin g spe e d an d fe ed rate , an d it must not e xce e d the m otor powe r of the m achin e tool em ploye d. The surface roughn e ss repre sents the quality re quire me nt for the ope ration an d should be le ss than a certain am oun t to e nsure good product accuracy. The propose d form ulation can be ve ry he lpful in de fin in g the in flue nce of the m achin ing condition s on the total production cost. If we in crease eith er v ij or f ij , or both, the n we can re duce the m achinin g time but this will in crease the mach in e horse powe r an d the numbe r of tool re quire me nts, an d equivalently non mach inin g an d toolin g costs. O n the othe r han d, a he avy fe e d rate is conducive to the form ation of a builtup e dge an d a rough surface fin ish, whe re as high cutting spe e d improve s the surface fin ish since it de crease s the built-up e dge formation on the face of a cuttin g tool. The re fore , a ne w approach is propose d to de te rm in e concurre ntly the optim al mach in in g conditions, the optim al ope ration ± tool assign me nts an d the optim al allocation of tools that minim ize the total production cost of a batch of parts proce ssed on a CNC mach ine .
( Tool Availability Con strain t)
£
xij n ij
Nj , for e ve ry j [
3.
J
i[ I
( Tool Life Constraint) xij Uij pij
£
1, for every i [
I, j [
J
Solu tio n p roced ure
Th e constrain ts an d the de cision variable s for mach inin g condition s an d tool allocation in teract with each oth e r. In orde r to solve the se two inte rre late d proble ms sim ultan e ously, we propose a ne w solution proce dure by re laxin g the se t of tool availability
An exact tool allocation approach for CNC machin es constraints, which can be calle d coupling constrain ts. In this re source dire cted de composition proce dure , we first fin d the optim um mach in in g condition s for all possible ope ration ± tool pairs an d sele ct the tool that give s the min imum cost me asure by using the single m achin in g op e ration proble m ( SMO P) . This will provide a lowe r bound for the tool allocation an d mach in in g condition s optim ization proble m. If the re quire d num ber of tools for any tool type e xce e ds the numbe r of tools available on han d then we ge nerate diffe re nt tool re quire me nt le ve ls for e ve ry ope ration ± tool pair. Con sequently, the nonline ar MIP form ulation with seve ral se ts of constrain ts give n in the previous section is polynomially transform e d to a much simple r IP form ulation as outline d below.
3.1.
Single machin in g operation problem
In SMO P, th e obje ctive fun ction in clu de s the toolin g cost and ope rating cost due to the m ach in ing tim e , an d it is possible to im pose the m ach inin g ope ration constrain ts on that proble m toge the r with a tool life constrain t. In the tool life constraint, p ij is a positive in teger correspond ing to a de sire d le ve l of tool re quire m ent, n ij . The followin g math e matical form ulation of ge ome tric program min g ( GP) can be written for the SMO P for e ve ry possible ope ration and tool pair: C1 v ij2 1 fij2
Min imize Mij 5
1
1 C2 v ij
a j2 1
fi j
b j2 1
Subje ct to: ( Tool Life Constraint) (a
Ct¢ v ij
j
2 1) ( b j 2 1 )
fij
£
1
( Mach in e Power Constrain t)
£
Cm¢ v ij fijc
1
( Surface Rough ness Constrain t) Cs¢ v ij fijh g
£
Maxim ize Q * 5 Subje ct to:
C1 Y1
133 C2 Y2
Y1
Y2
Ct¢
Cm¢
Y3
Y1 1
2 Y1 1 2 Y1 1
a
b
a
j
2 1 Y3 1 bY4 1 gY5 5 0
j
2 1 Y2 1 b
j
2 1 Y3 1 cY4 1 hY5 5 0 Y1 , Y2 , Y3 , Y4 , Y5 ³
c
Ct¢ 5
p Di Li d i pij , Cm¢ 5 12Cj j
Theore m 1: In the constrain ed SMOP, at least on e of the surface roughn ess or machin e power constrain ts must be tight at the optimal solu tion. Proo f: There are on ly two possibilitie s whe re both constrain ts can be loose at optim ality. ( 1) Only the tool life constraint is tigh t. The n the dual variable s Y4 an d Y5, which corre spon d to the mach in e powe r an d surface rough ne ss constrain ts, respe ctive ly, are both e qual to zero due to the complem e ntary slackne ss condition s. The re fore, the y can be eliminate d from the se t of lin ear equation s in the dual proble m . We also know that the in equality of, a j > b j , c j > 1, always holds for the e xtende d Taylor’ s tool life expre ssion , T ij , as shown by Gorczyca ( 1987) . Sin ce a j 5 ¤ b j , the solution for this case is Y1 5 0,Y2 5 1 and Y3 5 2 1. The re fore , this case is un feasible since Y3 < 0. As a
p Di Li d i Ctj 12Cj j
Cm d ie and Cs¢ 5 H
Cs d il Si
Th e assoc iate d GP± Dual proble m for th e above formulation is give n be low. The obje ctive fun ction for the dual proble m is still a non lin e ar on e, but the constraints of the dual formulation are well-de fin e d lin ear e quation s.
0
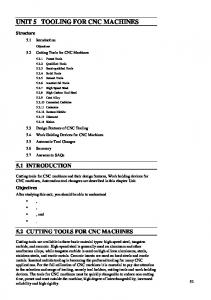
The dual proble m is solve d by usin g the comple m entary slackn e ss condition s in conjun ction with the prim al an d dual constrain ts. Each of the constrain ts of the prim al proble m can be e ithe r loose or tigh t at optim ality an d the correspon ding solution should be feasible in both the dual an d primal proble m s. Sin ce we have thre e constrain ts in the prim al proble m , there are e igh t diffe re nt case s for the dual, but on ly six of the m are fe asible as im plie d by The orem 1. Thus, the machining condition s should always be set to a poin t on the boun dary of the fe asible re gion as shown in figure 1.
v ij , fij > 0 c
1
2 1 Y2 1
1
p Di Li Co , C2 5 12
Y2 5
Y5
j
whe re C1 5
Cs¢
Y4
Figure 1.
Fe asible region.
M. S. Akturk
134
re sult, the tool life constraint can not be tigh t just itse lf. ( 2) All the constraints are loose , i.e. Y3 5 Y4 5 Y5 5 0. This syste m is un fe asible since a j an d b j cann ot be e qual to e ach oth e r, which m ake s the syste m of equalitie s incon sistent. The re fore , the occurre nce of such a case in constrain ed SMO P is also impossible . The re mainin g cases include on e of the m e ntion e d constrain ts.
solution in each case are de rive d due to the prop ose d de composition proce dure . As a re sult, the prop ose d approac h fin ds the optim um m achinin g condition s afte r solving Ji proble ms for e ach operation i [ I an d has a polyn om ial tim e comple xity of O( IJi ) .
The e xact solution for the e xtende d ve rsion of SMO P can be foun d by solvin g e ach of the afore me ntion ed six case s for the worst case . Le ts look at one of the re main in g six cases to show how we de rive d close d form e xpre ssions for primal an d dual variable s. If both the tool life an d surface rough ness constrain ts are tigh t the n Y3 an d Y5 should be non -ne gative be cause of the dual fe asibility constrain ts. Furth e rm ore the mach in e power constrain t is loose , so the corre spondin g dual variable Y4 is e qual to zero due to the comple m entary slackn ess condition s. There fore , the followin g syste m can be writte n by usin g the com ple me ntary slackne ss condition s :
The following algorithm is propose d to re duce the initial cand idate tool se t to a single tool for e ve ry op e ration , by conside ring the tool availability con straints, an d to de te rmine the optim um tool allocation an d mach in in g conditions for e ve ry operation . The steps of the prop ose d algorith m can be sum marize d as follows. In step 1, we solve SMO P for all possible ope ration± tool pairs. In ste p 2, we propose a new cost me asure to exte nd the results of SMOP to han dle the multiple ope rations an d fin d the global m in imum of the propose d cost m e asure for eve ry possible ope ration ± tool pair. The be st tool alloc ation is de te rmine d in ste p 3, which also provid es a lowe r bound for this proble m. In step 4, we che ck the tool availability constrain t, if it is violate d for an y tool type th e n the possible tool re quire me nt le ve ls and the ir costs are calculate d in ste p 5. An optim um solution is foun d in ste p 6. A num e rical exam ple is give n in the next section .
(a
Ct¢ v ij
j
2 1) ( b j 2 1)
f ij
5
1
¢
5
1
g C s v ij f ijh
By taking the logarith m ic tran sform , the above syste m turns to a syste m of lin ear e quation s with two e quation s an d two un kn own s, which is solve d for v ij an d f ij , as follows: v ij 5
exp
fij 5
exp
h ln ( 1 /Ct¢ ) 2 ( b h ( a j 2 1) 2 (a
j
j
C1 v ij2 1 fij2
1
an d
Mij
12
Y2 5
b
2 1 Y3 1 gY5 5 Y1 2
j
j
2
Step 1.
2 1 ) ln ( 1 /Cs¢ ) 2 g ln ( 1 /Ct¢ ) h ( a j 2 1) 2 g ( b j 2 1)
Y1
If the solution is dual feasible in terms of Y1 an d Y2 , i.e. 0 £ Y1 , Y2 £ 1, the n the followin g syste m is solve d for Y3 an d Y5 :
a
Algorithm
2 1 ) ln ( 1 /Cs¢ ) g ( b j 2 1)
whe re h ( a j 2 1 ) 2 g ( b j 2 1 ) 5 ¤ 0 , since g < 0 , a j , b j > 1 an d h > 0 . After findin g v ij , fij an d corre spon din g Mij , dual variable s Y1 an d Y2 can be calculate d as the y give the weigh t of e ach te rm in the prim al obje ctive fun ction : Y1 5
3.2.
1 Y3 1
hY5 5
Y1 2
b
a
2 1 Y2
j
j
2
1 Y2
The ove rall solution for this case is dual fe asible if Y3 , Y5 ³ 0 . There fore , we can fin d the e xact solution ve ry quickly since the e xplicit analytic e xpre ssion s of the
Step 2.
For e ve ry possible ope ration ( i, j ) , such that j [ J i , solve SMO P usin g th e proce dure define d above , an d p ij value s are in itially e qual to d B /N j e to e nsure the fe asibility in te rms of the tool availability constrain t. The n, update p ij accordin g to the optim um v ij , f ij and Uij , an d calculate the corre spon din g n ij . In the multiple ope ration case , a lowe r cost me asure can be obtain e d while in creasin g the cost of SMO P, M ij , due to a possible de crease in tool waste an d tool re place me nt costs. The re fore , for e ve ry op e ration ( i, j ) , the minim um cost me asure must be se arch e d amon g the possible p ij an d n ij pairs. The followin g cost me asure is propose d to ran k a set of alte rnative tools for a particular operation in te rms of the ir desirability for this operation .
±
Cij 5
BMij 1
Co ( n ij 2
1 ) trj 1
tlj
1 Ctj b B /pij c ( 1 2 pij Uij ) whe re the first term proje cts the cost of SMO P ove r the batch , while the se cond an d third te rms accoun t for ope rating costs due to the non -m achin in g tim e compon e nts and the tool
An exact tool allocation approach for CNC machin es
Step 3.
waste cost, respe ctive ly. The re fore the in itial n ij value is decrease d to the ne xt alte rnative n i¢ j setting, which corre sponds to a diffe rent p ¢ ij and Uij¢ pair, and the cost me asure is e valuate d for the ne w param e te rs. The propose d cost me asure is a conve x function of the in tege r n ij va l u e s, p r o vi d e d t h at pij Uij £ pi¢ j Uij¢ fo r n i¢ j < n ij . The conve xity of the propose d cost me asure is prove n in the ore m 2 give n in the Appendix. This the ore m implie s that if an in crease in the cost me asure is found the n we stop and the previous solution corre spon ds to the global minim um. Create a prim al tools se t, J p , such that ± Jp 5 j | arg minj [ J i C ij for eve ry i [ I . For e ve ry j [ J p , define the correspon ding se t of op e ration assign m e n ts, I j , su ch that Ij 5 i| j [ Ji
{
}
{
±
an d arg min C ij for e ve ry j [ i[ I
}
Jp .
Lower bound is e qual to:
±
LB 5
C ij . j [ Jp
Step 4.
Step 5.
i[ Ij
For e ve ry j [ J p , calcu late th e total tool re quire me nt, R j 5 N j for i [ I j n ij . If R j £ e ve ry j [ J p the n solution is optim um, STO P. Sin ce the tool availability constrain t is violate d, a re duction in the ir tool re quire m ents is nee de d, an d in this case , the alte rnative tools should also be conside re d be cause a possible in crease in the cost of SMO P due to a re duction of tool usage migh t justify the use of the m . The re fore , solve SMO P for the re quire me nt level, k [ 1, 2, ... , n ij , of e ve ry ope ration ( i, j ) to fin d p kij , Uijk , an d the correspon din g M ijk . Evaluate the followin g cost me asure for e ve ry ope ration ± tool pair ( i, j ) at the tool require me nt le ve l k.
{
±
Cijk 5
BMijk 1
1 ) trj 1
Co ( k 2
}
tlj
135 n ij k
kxij
i [ I k5 1
£
Nj Y j [ J
whe re x kij is a 0± 1 bin ary decision variable which is e qual to 1 if the m ach in ing of volum e i is assigne d to tool j at the tool require m e nt le ve l of k tools. In this formulation, the first constrain t e nsures that a single allocation will be se le cted for e ach ope ration. The second constrain t guaran tee s that total numbe r of tool alloc ation s will not e xce e d the tool availability constrain ts.
4.
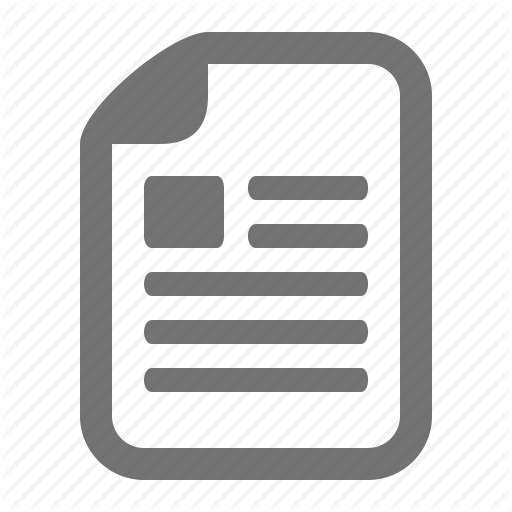
A num erical e xam ple
In this se ction, an e xam ple part is studie d which has twelve pre-spe cifie d mach inable volum e s as shown in figure 2 with the geom etrical data and the re quire d surface qualitie s give n in table 1. Each mach in able volum e , Vi , can be m achine d by a set of cand idate tools de noted by an ope ration ± tool pair ( i, j ) . The re are six diffe re nt cuttin g tool types available . The ir te chnological param e te rs and the oth e r in put data are pre sente d in table s 2 and 3, re spe ctively. The possible ope ration ± tool assign me nts are give n by the followin g 0± 1 matrix Y :
Y5
0 0 1 1 1 0
0 0 1 1 1 0
1 1 1 0 1 0
0 0 1 1 1 0
0 0 1 1 1 0
0 0 1 1 1 0
1 1 1 0 1 1
0 0 1 1 1 0
0 0 1 1 1 0
0 0 1 1 1 0
1 1 0 0 0 1
Solve th e followin g IP to fin d th e be st allocation for e ve ry ope ration that satisfie s the tool availability constrain ts: n ij
Minim ize i [ I j [ J i k5
1
±
Cijk x kij
Subje ct to: n ij j [ Ji k5 1
xijk 5
T
In the first two ste ps of the algorith m , the be st m ach in ing condition s for all possible operation ± tool pairs are dete rmin e d for diffe rent n ij value s. In table 4, this proce dure is illustrate d for the Volum e -11 an d Tool-6 pair, i.e. ope ration ( 11, 6 ) , as an e xam ple . At the e nd of ste p 1, n 11,6 was equal to 3. In the m ultiple ope ration case , the optim al solution of the SMO P may
1 Ctj b B /pijk c ( 1 2 pijk Uijk ) Step 6.
1 1 0 0 0 1
1 Yi [ I Figure 2.
Machinable volume presentation.
M. S. Akturk
136
not corre spon d to the minim um of propose d cost me asure as illustrate d in table 4 for the operation ( 11, 6 ) . We foun d a be tte r solution by decreasing the numbe r of tool re quire m e nts, which slightly increase d the cost of SMO P but de cre ase d the ove rall cost me asure for the multiple ope ration case . Furth ermore , we can e asily con je cture th at the prop ose d cost ± m e asu re , Cij , is m ore e ffe c tive th an th e SMO P approach e s, which do not conside r the non-mach ining time compon e nts and the tool waste cost. In ste p 3, the following se ts are form e d by using the be st mach inin g ope ration condition s for e ve ry possible pair: I 3 5 1, 2, 4, 5, 6, 8, 9, 10 , I 5 5 3 , I 6 5 7, 11, 12 an d J p 5 3, 5, 6 . The re fore, a lowe r boun d on the min im um cost value is e qual to 119.84. In ste p 4, we che ck the tool availability constraint for e ve ry j [ J p as follows:
{ {
n 1,3 1
R3 5
5
31
n 2,3 1
61
R5 5
n 3,5 5
R6 5
n 7,6 1
}
}
61
n 4,3 1 21
n 11,6 1
n 5,3 1
41
2 < N5 5
{}
21
n 6,3 1 31
25
{
n 8,3 1
total production cost is equal to 122.06. The final tool allocation is also represe nted by the following sets: I3 5 2, 3, 4, 6, 7, 9 , I4 5 8 , I5 5 1, 5, 10 , I6 5 11, 12 and J 5 3, 4, 5, 6 . When we analyse the optim um solution for the allocation of Tool-6, this solution sugge sts to use Tool-1 for the man ufacturin g of Volum e -7 in stead of Tool-6, a reduction of a single Tool-6 in the proc essing of the Volum e -11, and it le ave s the SMOP solution for the Volum e -12 without any re duction in the usage of Tool-6. As a sum mary, the initial solution of SMO P was in fe rior to the prop ose d cost m e asu re for the m ultip le op e ration case as indicate d in table 4, and it was also infe asible due to tool availability con strain t re sultin g from the tool conte ntion am ong the ope rations for a lim ite d numbe r of tools.
{ {
}
n 9,3 1
n 10,3
28 > N 3 5
20
4 > N6 5
2
5.
11
21
15
Sin ce the tool availability constraints are violate d for tools 3 an d 6, we calculate the tool require me nt le ve ls an d the ir cost value s in ste p 5. The optim um tool allocation s with the corre spon din g mach in in g condition s found in step 6 are give n in table 5, whe re the
Table 1.
{} }
{
{
}
Com p utatio nal re sults
The SMOP algorithm prese nte d e arlie r an d the matrix ge nerator for the proble m formulation were code d in C lan guage an d compile d with the Gnu C compile r. An optim al solution was foun d by using the CPLEX MIP solve r on a SPARC Station 10 unde r Su nO S 5.4. In th is se ction , the e fficie ncy of the propose d e xact approach for the tool allocation an d mach inin g condition s optim ization proble m is teste d in terms of the com putation tim e to fin d an optim al solution .
4
n 12,6 5
}
}
Machinable volume data.
V#
Di
Li
di
Si
V#
Di
Li
di
Si
V1 V2 V3 V4 V5 V6
4 4 3.6 3.6 3.1 3.1
3 9 3 9 2 7
0.2 0.2 0.05 0.25 0.25 0.25
300 400 75 400 300 400
V7 V8 V9 V10 V11 V12
2.6 2.6 2.6 2.1 2.1 1.6
2 3 4 3 4 3
0.05 0.25 0.25 0.25 0.05 0.05
50 400 300 300 40 30
Table 2.
Table 3.
trj tlj Nj Ctj
Tooling information .
T1
T2
T3
T4
T5
T6
0.75 1 2 0.50
0.75 1 3 0.70
0.75 1 20 0.70
0.75 1 10 0.70
1 1.5 4 0.75
0.75 0.75 2 0.75
Technological e xponen ts and coefficients of the available tools.
T#
a
b
c
Cj
b
c
e
Cm
T1 T2 T3 T4 T5 T6
4.0 4.3 3.7 4.1 3.7 4.2
1.40 1.60 1.28 1.26 1.30 1.65
1.16 1.20 1.05 1.05 1.05 1.20
40960000 37015056 11001020 48724925 13767340 56158018
0.91 0.96 0.80 0.80 0.83 0.90
0.78 0.70 0.75 0.77 0.75 0.78
0.75 0.71 0.70 0.69 0.73 0.65
2.394 1.637 2.415 2.545 2.321 1.706 Ð
Ð
Ð
Ð
Ð
Ð
g 1.52 1.60 1.63 1.69 1.63 1.54
h
l
Cs
1.004 1.005 1.052 1.005 1.015 1.104
0.25 0.30 0.30 0.40 0.30 0.32
204620000 259500000 205740000 204500000 203500000 211825000
An exact tool allocation approach for CNC machin es Table 4.
137
Finding the minimum cost measure for operation ( 11,6) .
n ij
pij
v ij
fij
tm ij
Tij
Uij
Mij
Å ij C
3 2 1
12 15 30
659.02 633.60 535.20
0.01655 0.01567 0.01238
0.2015 0.2214 0.3318
2.5721 3.3217 9.9528
0.0784 0.0667 0.0333
0.1595 0.1607 0.1909
6.00 5.57 6.10
Table 5.
Optimum tool allocation and machining conditions.
V#
T#
pij
v ij
fij
tm ij
Tij
Uij
Mij
n ij
Å ij C
1 2 3 4 5 6 7 8 9 10 11 12
5 3 3 3 5 3 3 4 3 5 6 6
16 5 15 6 30 8 30 15 15 30 30 30
286.08 256.73 475.57 236.50 270.56 242.92 498.20 214.75 259.98 270.56 535.20 639.16
0.02548 0.03189 0.02507 0.02635 0.02181 0.02747 0.01833 0.03025 0.02321 0.02181 0.01238 0.01222
0.4308 1.1506 0.2370 1.3604 0.2749 0.8510 0.1490 0.3142 0.4509 0.2793 0.3318 0.1608
7.1731 5.9650 3.5554 8.1623 8.2552 7.0095 4.4712 4.7125 6.7640 8.5375 9.9528 4.8244
0.0601 0.1929 0.0667 0.1667 0.0333 0.1214 0.0333 0.0667 0.0667 0.0327 0.0333 0.0333
0.2604 0.7103 0.1652 0.7969 0.1616 0.5105 0.0979 0.2038 0.2721 0.1642 0.1909 0.1054
2 6 2 5 1 4 1 2 2 1 1 1
9.09 23.83 5.83 25.91 5.60 17.00 3.44 6.99 9.04 5.69 6.10 3.54
Table 6. Factors A B C D E
Expe rimental factors.
De finition
Low
High
Number of operations Number of tool types Assignme nt matrix Tool availability Tooling cost variability
50 6 Random 80% UN [ 1.2,1.6]
100 10 Clustered 60% UN ~ [ 0.6,2.2]
~
The re are five e xpe rim e ntal factors that can affe ct the e fficie ncy of the propose d algorith m, which are listed in table 6. Both the num ber of operation s an d the cuttin g tool type s are most like ly to affe ct the computation time s since they dire ctly affe ct the total numbe r of possible ope ration± tool pairs. The third factor de te rmin e s the assignm e nt m atrix, i.e . random or cluste re d. At the ran dom level, e ach cuttin g tool type can be assign e d to a candidate tool set of e ach op e ration with an e qual probability. But in the clustered case , 80% of the ope ration s are taken to be rough in g ope rations whe re as the re m ain ing 20% are taken to be finish in g ope ration s. The fourth factor dire ctly spe cifie s the tigh tne ss of the tool availability constraints. The numbe r of available tools on hand for tool type j , N j , is take n as 80% or 60% of the re quire d numbe r of tools for e ach tool type at low and high
levels, re spe ctively. As a re sult, the tool availability constrain t was always violate d in step 4 so we had to solve the IP form ulation give n in step 6. Finally, the fifth factor give s the toolin g cost variability. Sin ce there are five factors and two le ve ls, our e xpe rim ent is 25 full-factorial de sign , which corre spon ds to 32 tre atm e nt combin ation s. The num ber of re plication s of e ach combination is take n as five , that give s 160 diffe re nt ran domly gene rated runs. Othe r variable s in the system were treated as fixe d param e te rs and ge ne rate d as follows:
· ·
·
·
Sys te m re late d p ar am e te r s, B 5 30 p ar ts, Co 5 $0.5/ min , an d H 5 5 hp. Ope ration re late d param e ters, D i an d L i were sele cted ran dom ly from the inte rval UN~ [1.5 , 3] and UN~ [4 , 8] , re spective ly, whe re UN stan ds for the un iform distribution . The value s of S i and d i were re late d with the assign m e nt m atrix. For ran dom assign m e n t m atrix, S i 5 UN~ [ 30 , 500] an d d i 5 UN ~ [0.025 , 0.3] . In the clustered case, there were two type s of ope ration s, name ly rough in g an d fin ish in g . Fo r r o u g h in g o p e r ation s, S i 5 UN~ [300 , 500] an d d i 5 UN~ [0.2 , 0.3] . For fin ish in g ope ration s, S i 5 UN~ [ 30 , 70] an d d i 5 UN~ [0.025 , 0.075] . Tool relate d te chnological e xpon ents were alre ady give n in table 2. t r j an d t lj were se le cted
M. S. Akturk
138
ran domly from the inte rval UN~ [0.75 , 1.0] an d UN~ [1.0 , 1.5] , re spe ctive ly. Table 7 sum marize s the CPU tim es ( in seconds) to fin d the optim um solution for e ach run, alon g with the min im um, ave rage and maxim um CPU time s ( base d on five ran dom replications) for each factor com bin ation . In this table , low an d high le ve ls for e ach factor are re pre se nte d by 0 an d 1, re spe ctive ly. For all 160 proble ms re porte d in this table , the m axim um CPU time was 11.45 s, whe reas the ave rage tim e was 1.11 s. The m axim um CPU tim e was foun d for the factor com bin ation of ( 1 0 1 1 0) . In oth e r words, the numbe r of ope rations an d the re striction on the tool availability constrain ts were at their high le ve ls, an d the in itial toolin g cost variability and the numbe r of tool type s were at the ir low le ve ls. O n the oth e r han d, the m in im um CPU tim e of 0.06 s foun d for a cluste re d assign me nt
Table 7.
Re sults of th e computational expe rime nts.
Factors A
B
0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1
0 0 1 1 0 0 1 1 0 0 1 1 0 0 1 1 0 0 1 1 0 0 1 1 0 0 1 1 0 0 1 1
C
CPU Time s ( seconds)
D
E
Minimum
Ave rage
Maxim um
0 0 0 0 0 0 0 0 1 0 1 0 1 0 1 0 0 1 0 1 0 1 0 1 1 1 1 1 1 1 1 1 0 0 0 0 0 0 0 0 1 0 1 0 1 0 1 0 0 1 0 1 0 1 0 1 1 1 1 1 1 1 1 1 overall
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
0.23 0.64 0.30 0.37 0.06 0.11 0.09 0.22 0.29 0.91 0.42 0.36 0.07 0.15 0.10 0.25 0.12 0.70 0.13 0.51 0.06 0.12 0.08 0.16 0.56 0.36 0.33 0.78 0.09 0.18 0.36 0.30 0.06
0.59 1.36 1.13 1.54 0.09 0.14 0.21 0.43 0.61 1.53 1.47 1.20 0.10 2.48 0.36 0.95 0.73 1.55 2.49 2.68 0.08 0.16 0.38 0.24 2.97 1.59 3.25 3.04 0.11 0.47 1.02 0.45 1.11
1.17 2.61 2.69 5.57 0.15 0.17 0.42 0.98 0.87 2.24 3.72 3.44 0.18 11.45 0.92 3.16 2.20 3.67 3.78 10.38 0.09 0.23 1.01 0.33 9.99 2.81 5.42 10.90 0.13 0.94 2.99 0.75 11.45
matrix with a high in itial toolin g cost variability an d oth e r factors were at the ir low le ve ls, i.e . ( 0 0 1 0 1) . As me ntion e d above , the le ve ls of the fourth factor were sele cted in a way that the tool availability constrain t was always bin din g for at le ast on e of the tool type s. The refore , we had to solve an IP form ulation in e ach run. In orde r to give an idea about the size of the IP formulation, the ran ge of the num be r of 0± 1 variable s were be twee n 1000 and 5000 for all run s. Fin ally, a two-way analysis of variance ( ANOVA) te st was applie d on two pe rform an ce m e asure s of the optim um value of the total production cost an d the computation tim e to te st the e quality of obse rve d re spon se s from the diffe re nt tre atm e nts of the chose n factors. As e xpe cted, factors A, B, C and D were foun d to be sign ifican t at the 0.5% sign ifican ce le ve l, whe re as factor E is on ly sign ificant at the 25% le ve l, on the total production cost. For a combin ation of factors, the in te raction s AB an d AC, which directly affe ct the num be r of possible op e ration ± tool pairs an d the assign me nt matrix, were foun d to be sign ificant at the 0.5% significanc e le ve l. For the computation tim e crite rion , factor C was the on ly sign ificant one at the 0.5% sign ifican ce level. Whe n factor C was at the high le ve l, i.e . cluste re d case , the ove rall proble m was de compose d in to two separate proble m s for roughin g an d fin ishin g ope rations, which re duce d the numbe r of possibilitie s. For the rem ain in g factors, factor D was significan t at the 10% sign ifican ce le ve l an d the oth e rs were not statistically sign ifican t on the computation time to fin d the optim um solution , which also in dicate d the robustn ess of the propose d algorithm to chan gin g condition s of the e xpe rim e ntal factors. Anothe r im portan t que stion is the sensitivity of machin in g condition s an d tool allocation ± sele ction de cision s with re spe ct to the te chnological coe fficie nts of the usual m achinin g ope ration constraints. In the lite rature , the m anufacturin g optim ization proble m s are solve d for a give n se t of fixe d te chn ologic al coefficie nts as in dicate d e arlie r in an e xam ple proble m in table 2. Howe ve r, the se coe fficients are diffe re nt for each change in work mate rial, tool mate rial, tool form an d shape , size an d shape of cut, machine tools used, an d cuttin g fluid. The ir value s have be en dete rmin e d em piric ally for m any spe cific condition s an d are give n in re fe rence books an d han dbooks. The re fore, we pe rform ed anoth e r 29 full-factorial design for the factor combin ation of ( 1 1 1 0 0) givin g 2560 diffe re nt random ly ge nerated run s for the re pre se ntative ran ge s of 9 te chnologic al coe fficients as sum marize d in table 8. ANO VA te sts were applie d on thre e pe rform an ce me asure s of lowe r bound, optim um value an d computation time . O ur re sults indicate d that all of the factors were significan t on all thre e m easure s as shown in table
An exact tool allocation approach for CNC machin es Table 8. Constraints
Horsepower
Surface finish
Table 9.
Low
High
a b Cj
UN ~ [2.8, 3.0] UN ~ [1.25, 1.30] UN ~ [10000000, 20000000]
UN ~ [3.2, 3.4] UN ~ [1.35, 1.40] UN ~ [30000000, 40000000]
a b Cj b c Cm g h Cs
UN ~ [0.81, 0.87] UN ~ [0.70, 0.73] UN ~ [1.5, 1.8]
b c Cm g h Cs
UN ~
Optimum
UN ~ [0.91, 0.97] UN ~ [0.77, 0.80] UN ~ [2.3, 2.6]
UN ~ [1.50, 1.55] UN ~ [1.00, 1.02] [200000000, 210000000]
F value s and significance levels ( p) for ANOVA results. Lower bound
Factors
Evaluation of te chnological coefficients.
Factors
{ { {
Tool life
139
Comp. time
F
p
F
p
F
p
86.3 4.5 21.4 68092.0 17521.1 37218.2 690.5 98.6 8.9
0.000 0.034 0.000 0.000 0.000 0.000 0.000 0.000 0.003
89.6 4.7 23.6 69585.6 17957.2 37933.6 715.6 101.1 9.4
0.000 0.030 0.000 0.000 0.000 0.000 0.000 0.000 0.002
94.7 5.3 65.6 35.5 20.5 37.1 41.1 8.1 3.0
0.013 0.022 0.000 0.000 0.000 0.000 0.000 0.004 0.086
UN ~
UN ~ [1.65, 1.70] UN ~ [1.08, 1.10] [220000000, 230000000]
in dicate d in the e xam ple proble m, a de cision made at a highe r-level without conside rin g its impact on the lowe rlevels can le ad to un fe asible or in fe rior re sults whe n we conside r both constrain ts and param e te rs of the lowe rle ve l proble ms. As a fin al point, an e ffe ctive tool m an age me nt is a major require me nt for the im ple me ntation of an FMS, he nce the CNC mach in e tools as state d by se ve ral authors. In the autom ate d e nviron me nts, soph isticate d com puterize d de cision making tools are ne e de d for e ffe ctive op e ration an d con trol of the syste m . In this re spe ct, this study can be conside re d as a part of the fully autom ate d proce ss plan ning syste m .
Ap pe nd ix 9. Con se qu e ntly, th e op tim um solu tion an d th e corre spondin g com putation tim e are de pe nde nt on the operation al and toolin g param e ters.
6.
Conclusio ns
The ore m 2: The followin g cost measu re is a convex function of the in teger n ij valu es:
±
Cij 5
B M ij 1
1) t r j 1 t lj
1 Ctj b B /p ij c ( 1 2 p ij Uij ) provided that p ij Uij
In this pape r, an e xact approach is pre sente d for solvin g the tool alloc ation and m achin ing conditions sele ction proble m s sim ultane ously to fin d the m in imum production cost, whe re alte rnative tools can be used for each ope ration . For this purpose , the classical SMO P formulation is e xte nde d by addin g a ne w tool life constraint, which e nable d us to in clude tooling issue s like tool wear an d tool availability. Furth e rm ore , a new cost me asure is propose d to e xploit the in teraction be twe e n th e n um be r of tools re qu ire d with th e mach in in g, tool replacin g and loadin g tim es, and tool waste cost in conjun ction with the optim um m ach in ing condition s for alte rnative ope ration ± tool pairs. Conse qu e ntly, th e propose d algor ith m can pre ve nt an y un fe asibility that may occur for the tool allocation proble m at the syste m level due to tool conte ntion an d tool life restriction s through a fee dback m echan ism. As
C o ( n ij 2
£
p ¢i j Ui¢ j for n ¢i j < n ij .
Proo f: To prove this the ore m , the following prop erties of the conve x function s will be de vise d: ( i) a line ar fun ction is convex an d ( ii) the sum of conve x fun ction s is also conve x. The prop ose d cost me asure has thre e compon e nts, nam e ly, SMOP, ope ratin g cost due to non -m achin ing events, an d tool waste cost. The SMO P com pon e nt is a conve x function since its Hessian m atrix is positive de fin ite ove r the possible value s of v ij and f ij , hence the inte ge r n ij value s ( Bazaraa et al. 1993) . The non -m achin in g tim e com pone nt is a line ar fun ction of the in te ge r n ij value s, so it is a conve x fun ction due to the first prop erty. The third com pone nt of the me asure is the tool waste cost. Let’ s conside r two consecutive inte ge r tool re quire m ents such that n ¢i j < n ij an d n ij 2 n ¢i j ³ 1. We can write the following statem e nt in ge ne ral:
M. S. Akturk
140
b B /p ij c 5
n ij n ij 2
1
if B /p ij [ Z 1 othe rwise
Now, conside r the worst case for these two consecutive tool re quire me nts, such that b B /p ¢i j c 5 n ¢i j an d b B /pij c 5 n ij 2 1. T h a t i s , n ij 2 n ¢i j ³ 1 Þ b B /p ij c ³ b B /p ¢i j c . There fore the tool waste cost com pon e nt is a non -de creasin g function, i.e . a conve x function, if the followin g c on dition is satisfie d p ij Uij £ p ¢i j Ui¢ j for n ¢i j < n ij . Conse que ntly, the propose d cost me asure is also a conve x fun ction ove r the in te ge r value s of n ij due to the second prop erty.
Ref e re nces AKTURK, M. S., and O NEN, S., 1997, Inte grate d lot sizing an d tool manage me nt in automate d manufacturing syste ms. 6th Industrial En gin eering Research Con feren ce Proceedings, pp. 340± 345. AVCI , S., and AKTURK, M. S., 1996, Tool magazine arran geme nt and operations sequencing on CNC machine s. Computers and Operations Research, 23, 1069± 1081. ASAI, K., and T AKASHIMA S., 1994, Manu factu ring, Automation Systems an d CIM Factories ( London: Ch apman & Hall) . BAZARAA, M. S., SHERALI, H. D., and SHETTY, C. M., 1993, Nonlinear Programming Theory an d Algorithms, 2n d e dn ( Wiley) . CRAMA, Y., KOLEN, A. W. J., O ERLEMANS, A. G., and SPIEKSMA, F. C. R., 1994, Minimizing the n umber of tool switches on a flexible machine. Internation al Jou rnal of Flexible Man u facturing Systems, 6, 33± 54. GOPALAKRISHNAN , B., an d AI-KHAYYAL, F., 1991, Machine paramete r selection for turning with constraints: an analytical approach based on ge ome tric programming. Internation al Journal of Produ ction Research, 29, 1897± 1908.
GORCZYCA, F. E., 1987, Application of Metal Cuttin g Theory ( Industrial Press). GRAY, A. E., SEIDMANN, A., and STECKE K. E., 1993, A synthe sis of de cision m ode ls for tool m an age m e n t in autom ate d manufacturing. Man agement Science, 39, 549± 567. KOUVELIS, P., 1991, An optimal tool selection procedure for the initial design phase of a flexible manufacturing system. European Journal of Operational Research, 55, 201± 210. LEUNG, L. C., MAHESHWARI , S. K., an d MILLER, W. A., 1993, Concurrent part assignme nt an d tool allocation in FMS with mate rial han dling considerations. Internation al Jou rnal of Produ ction Research, 31, 117± 138. MAHESHWARI , S. K., and KHATO R, S. K., 1995, Simultaneous e valuation an d selection of strate gie s for loading and controlling machine s and mate rial handling system in FMS. Internation al Journal of Compu ter Integrated Man ufacturing, 8, 340± 356. RAM, B., SARIN, S., and CHEN, C. S., 1990, A model and a solution approach for the machine loading an d tool allocation problem in a flexible manufacturing system. Internation al Journal of Produ ction Research, 28, 637± 645. SARIN, S. C., and CHEN, C. S., 1987, The mach ine loading and tool allocation problem in a flexible manufacturing system. Internation al Journal of Produ ction Research, 25, 1081± 1094. STECKE, K. E., 1983, Formulation and solution of nonline ar integer production planning problems for fle xible manufacturing systems. Man agemen t Science, 29, 273± 288. TAN, F. P., and CREESE, R. C., 1995, A ge ne ralized multi-pass machining model for machining parame te r selection in turning. International Jou rnal of Production Research, 33, 1467± 1487. TANG, C. S., and DENARDO , E. V., 1988, Models arising from a flexible manufacturing machine, Part I: Minimization of the number of tool switche s. Operation s Research, 36, 767± 777. VEERAMANI, D., UPTO N, D. M., and BARASH , M. M., 1992, Cuttingtool manage me nt in computer inte grate d manufacturing. Internation al Jou rnal of Flexible Man ufactu ring Systems, 4, 237± 265.