micromachines Article
Design and Experiment of a Solder Paste Jetting System Driven by a Piezoelectric Stack Shoudong Gu, Xiaoyang Jiao, Jianfang Liu *, Zhigang Yang, Hai Jiang and Qingqing Lv School of Mechanical Science and Engineering, Jilin University, No. 5988, Renmin Road, Changchun 130025, China;
[email protected] (S.G.);
[email protected] (X.J.);
[email protected] (Z.Y.);
[email protected] (H.J.);
[email protected] (Q.L.) * Correspondence:
[email protected]; Tel./Fax: +86-519-8988-6096 Academic Editor: Joost Lötters Received: 8 May 2016; Accepted: 28 June 2016; Published: 30 June 2016
Abstract: To compensate for the insufficiency and instability of solder paste dispensing and printing that are used in the SMT (Surface Mount Technology) production process, a noncontact solder paste jetting system driven by a piezoelectric stack based on the principle of the nozzle-needle-system is introduced in this paper, in which a miniscule gap exists between the nozzle and needle during the jetting process. Here, the critical jet ejection velocity is discussed through theoretical analysis. The relations between ejection velocity and needle structure, needle velocity, and nozzle diameter were obtained by FLUENT software. Then, the prototype of the solder paste jetting system was fabricated, and the performance was verified by experiments. The effects of the gap between nozzle and needle, the driving voltage, and the nozzle diameter on the jetting performance and droplet diameter were obtained. Solder paste droplets 0.85 mm in diameter were produced when the gap between the nozzle and needle was adjusted to 10 µm, the driving voltage to 80 V, the nozzle diameter to 0.1 mm, and the variation of the droplet diameter was within ˘3%. Keywords: solder paste; jetting; piezoelectric; ejection behavior
1. Introduction In the SMT (Surface Mount Technology) production process, the solder paste printing on the circuit board is often the first step of the entire SMT production process; the printing is also one of the most critical and important processes [1]. The solder paste printing process can be divided into three types: printing, dispensing, and jetting, which is the most recently developed process [2]. Printing is only suitable for mass production because of long production and low flexibility. Needle dispensing relies on the dispensing needle guide solder paste point formed on the substrate. The main types are time pressure [3,4], rotary screw [5], and piezoelectricity [6]. Needle dispensing is a useful supplement in Ball Grid Array (BGA) rework, being solder coated, forming 3D graphics, and other aspects of the screen printing. However, the most important feature of this technology is that there is a need for accurate control of the needle height, that solder dispensing is slow, and that dispensing repeat accuracy is poor. As electronic products miniaturize, and with improvements in density and 3D-structures, traditional solder paste dispensing technology has been unable to meet the existing technology market. The appearance of the solder paste jetting system is a major breakthrough in the SMT industry. Jetting is the process in which fluid is ejected rapidly through a nozzle, using fluid momentum to break free from the nozzle [7,8]. Jetting technology has been widely used in rapid manufacture [9,10], life sciences [11–13], electronic fabrication [14,15], and so on due to the fast manufacturing time, high operating flexibility, and low production cost. To use these advantages in small-scale, high-mix electronics solder paste printing, the Swedish company Mycronic developed the first solder paste jetting Micromachines 2016, 7, 112; doi:10.3390/mi7070112
www.mdpi.com/journal/micromachines
Micromachines 2016, 7, 112
2 of 12
Micromachines 2016, 7, 112
2 of 12
high-mix electronics solder paste printing, the Swedish company Mycronic developed the first solder paste jetting system [2,16,17]. In this jetting system, the solder paste is acted upon by instant high pressure from an plunger andpaste then is ejected thehigh substrate through a system [2,16,17]. Inthe thisimpact jetting of system, the solder acted rapidly upon byonto instant pressure from the nozzle This system make 3D rapidly deposits, a complete BGAthrough rework,a and replace printing with impact[18]. of an plunger andcan then ejected onto the substrate nozzle [18]. This system can mass Aadrawback of thisrework, systemand [2] replace is that the number ofmass certified jettable solder pastesof makeproduction. 3D deposits, complete BGA printing with production. A drawback isthis limited; these arethat only the machine supplier. system [2] is thesupported number ofby certified jettable solder pastes is limited; these are only supported In order to achieve a wider variety of solder paste jetting for 3D circuitry, a solder paste jetting by the machine supplier. systemIndriven byachieve piezoelectric is introduced and jetting experimented in this paper based the order to a widerstack variety of solder paste for 3D circuitry, a solder pasteonjetting principle of the nozzle-needle-system. [19–22] are widely jettingon high system driven by piezoelectric stackNozzle-needle-systems is introduced and experimented in this used papertobased the viscosity adhesives in electronic packaging technology, in which the fluid in the nozzle orifice is principle of the nozzle-needle-system. Nozzle-needle-systems [19–22] are widely used to jetting high forced by aadhesives high pressure, induced by the needle’s impact on thethe nozzle jetting outorifice to produce a viscosity in electronic packaging technology, in which fluidand in the nozzle is forced drop. for solder paste, which is a liquid-solid the solder be by a However, high pressure, induced by the needle’s impact on two-phase the nozzle fluid, and jetting out toparticles producewill a drop. crushed and underis the impact force. That fluid, will the notsolder only particles destroy will thebeinternal However, for accumulated solder paste, which a liquid-solid two-phase crushed components of the solder paste, but also clog thewill nozzle Thus, the the internal present components study proposes a and accumulated under the impact force. That not orifice. only destroy of the solder jetting system by aorifice. piezoelectric stack, in which a miniscule exists between solderpaste paste, but also clogdriven the nozzle Thus, the present study proposes agap solder paste jetting the nozzle and needle instead of the needle hitting the nozzle directly. Fundamental equations and system driven by a piezoelectric stack, in which a miniscule gap exists between the nozzle and needle simulation by FLUENT software the jetting system are presented to express the instead ofanalysis the needle hitting the nozzle(v6.3.26) directly.for Fundamental equations and simulation analysis critical jet ejection velocity. Then, the prototype of the solder paste jetting system was fabricated, and by FLUENT software (v6.3.26) for the jetting system are presented to express the critical jet ejection the performance wasprototype then verified bysolder experiments. velocity. Then, the of the paste jetting system was fabricated, and the performance was then verified by experiments. 2. Principle of the Jetting System 2. Principle of the Jetting System 2.1. The Jetting System Structure 2.1. The Jetting System Structure Figure 1 shows the structure of the solder paste jetting system, which consists of the Figure 1actuator, shows the structure of the solderdistance paste jetting system, which consists of theunit, piezoelectric piezoelectric lever, needle-to-nozzle control sleeve, pressure control needle, actuator, lever, needle-to-nozzle distance control sleeve, pressure control unit, needle, and exists nozzle. and nozzle. The difference with the traditional nozzle-needle-system is that a miniscule gap The difference with and the traditional nozzle-needle-system is thatthe a miniscule gap exists the between the nozzle needle instead of the needle hitting nozzle directly, andbetween it can be nozzle and needle instead of the needle hitting the nozzle directly, and it can be adjusted by the sleeve. adjusted by the sleeve. The principle is shown in Figure 2. The principle is shown in Figure 2.
Piezoelectric actuator
Cavity Lever
Spring
Axle Needle Seals
Chamber
Pressure control Sleeve
Nozzle
Figure 1. Structure of the solder paste jetting system. Figure 1. Structure of the solder paste jetting system.
Micromachines2016, 2016,7,7, 7,112 112 Micromachines 2016, 112 Micromachines
of12 12 12 333ofof
Figure 2.Working Working principle. (a) Normal state; (b)upward Needlemovement; upward movement; (c) Needle Figure2.2. Working principle. (a)Normal Normal state;(b) (b) Needle upward movement; (c)Needle Needledownward downward Figure principle. (a) state; Needle (c) downward movement. movement. movement.
Theworking workingprinciple principleof ofthe thesolder solderpaste pastejetting jettingsystem systemisis isshown shownin inFigure Figure2. 2. The working principle of the solder paste jetting system shown in Figure 2. The needleisisinin insuspension suspension Asshown shownininFigure Figure2a, 2a,the thepiezoelectric piezoelectricstack stackisispowered poweredon, on,and andthe theneedle needle suspension 1.1.As underthe thecombined combinedeffect effectofofthe thelever leverand and the force the spring. Aminiscule miniscule gap exists between under the combined the force ofofof the spring. AA miniscule gap exists between the under the lever and the force the spring. gap exists between the nozzle and needle. The supply pressure acting on the solder paste is off, and viscous force and nozzle andand needle. TheThe supply pressure acting on the paste paste is off, is and force and surface the nozzle needle. supply pressure acting onsolder the solder off,viscous and viscous force and surfacetension tension canprevent prevent thepaste solder pasteflowing flowing out. tension can prevent the solder flowing out. out. surface can the solder paste ofthe thespring springwhen whenthe the Asshown shownininFigure Figure2b, 2b,the theneedle needleraises raisesup upunder underthe therestoring restoringforce forceof of the spring when the 2.2.As piezoelectric stack is powered off. At the same time, the supply pressure acting on the solder paste is piezoelectricstack stackisispowered poweredoff. off.At the same time, the supply pressure pressureacting actingon onthe thesolder solderpaste pasteisis piezoelectric activated.The relationbetween betweenthe thesupply supplypressure pressureand andpiezoelectric piezoelectricpower powershows showsin inFigure Figure3. activated. Therelation relation between the supply pressure and piezoelectric power shows in Figure 3.3. activated. 3. The needle moves down when an electric field is applied to the piezoelectric stack. The solder piezoelectricstack. stack.The solder 3.3.The needle moves down when an electric field is applied to the piezoelectric pasteat thenozzle nozzleisisis forced by the inertial force pressured by theneedle needle remove thetensile tensile paste atatthe forced byby thethe inertial force pressured by the needle to remove the tensile viscous paste nozzle forced inertial force pressured by the totoremove the viscous force andsurface surfaceand tension and then jetsout outfrom fromthe the nozzle produce drop. force and surface tension thenand jetsthen out from the nozzle orifice so orifice asorifice to produce a produce drop. Theaaneedle viscous force and tension jets nozzle sosoasastoto drop. The needle does not touch the nozzle during the solder paste jetting process (Figure 2c). does not touch during the during solder paste jetting process (Figure 2c).(Figure 2c). The needle doesthe notnozzle touch the nozzle the solder paste jetting process
Relationbetween betweenthe piezoelectricpower. power. Figure3.3.Relation thesupply supplypressure pressureand andpiezoelectric piezoelectric power. Figure
2.2.Theoretical TheoreticalAnalysis Analysisofof ofJetting Jetting 2.2. 2.2. Theoretical Analysis Jetting Thesolder solderpaste pasteatat atthe thenozzle nozzleisis isforced forcedby bythe theinertial inertialforce forcepressured pressuredby bythe theneedle, needle,the thetensile tensile The The solder paste the nozzle forced by the inertial force pressured by the needle, the tensile viscousforce, force,and andsurface surfacetension. tension.The Thetensile tensileviscous viscousforce forceFFF can be beexpressed expressedas as viscous force, and surface tension. The tensile viscous force can viscous ηηηcan be expressed as 111 2 2 2 FFηF“==PPnP¨⋅ SS “ πddd¨ P ⋅ S = = ⋅ n⋅PP η n η n nn 4 4ππ
4
(1) (1) (1)
where d is the nozzle diameter, and Pn is the tensile stress, which can be expressed as is the tensile stress, which can be expressed as whereddisisthe thenozzle nozzlediameter, diameter,and and PP where n n is the tensile stress, which can be expressed as ¨
Pn “ ηn en⋅
⋅
=η e PP n n= η n nen n
(2) (2) (2)
Micromachines 2016, 7, 112
4 of 12
¨
where ηn is the extensional viscosity. en is the strain rate, which can be expressed as ¨
en “
ν L
(3)
where L is the length of the droplet, and v is the droplet velocity. Thus, the tensile viscous force Fη can be expressed as Fη “
1 νηn 2 πd 4 L
(4)
We assume that the diameter of the solder paste droplet departed from the nozzle is the nozzle diameter d. The inertia force generated by the impact of the needle can be expressed as Fi “
π 2 ρv dL 8
(5)
where ρ is the solder paste density. Thus, the necessary condition to eject the fluid is Fi ą Fη ` Fb
(6)
where Fb is the surface tension. As the solder paste jets through a small nozzle orifice, the Weber number can be calculated by We “
ρν2 d σ
(7)
where σ is surface tension coefficient. It is approximately 0.49 N/m. When the nozzle diameter d is 0.1 mm, the solder paste density ρ = 7400 kg/m3 , the droplet velocity v = 1.5 m/s, and the We = 3.39 > 1. Thus, the effect of surface tension can be ignored. Fi F 2ηn d « i ą1ñνą Fη ` Fb Fη ρL2
(8)
From (8), in order to achieve the injection of the solder paste, it must ensure that the solder paste velocity exceeds a critical value v. Assume the pressure pressed on the solder paste in the nozzle orifice during the impact process as F, viscous resistance at the nozzle orifice as T. Under the action of the two forces, solder paste began to flow down, according to the Newton's second law: F ´ T “ ma “ ρV
dvptq dt
(9)
where V is the volume of solder paste. Viscous resistance T can be expressed as T “ Aτ
(10)
where A is the area of the solder paste contact with the wall of nozzle orifice, and τ is the shear stress. However, the solder paste is Bingham plastic. The shear stress τ can be expressed as τ “ pτ0 ` 2η
v ptq d
q
where τ 0 is shear yield stress, and η is the solder paste viscosity. Based on (9)–(11), the following formula can be obtained:
(11)
Micromachines 2016, 7, 112
5 of 12
Micromachines 2016, 7, 112
dv(t )
2 Aη v = F − Aτ 0 ρV + dt d (t )
5 of 12
(12)
dv 2Aη e.g., υ(t) = 0. Therefore, the solder paste velocity At the initial state, the solderρV pasteptqis`static, v “ F ´ Aτ0 (12) d ptq calculated from (12) can be expressed asdt At the initial state, the solder paste is static, e.g., υ(t) = 0. Therefore, the solder paste velocity 2 Aη t − calculated from (12) can be expressed as F − Aτ ρVd 0 1 v( t ) = d e − (13) ˙ 2A η0 ˆ ´ 2Aη F´ Aτ t v ptq “ d 1 ´ e ρVd (13) 2Aη From (13), the solder paste velocity is critically influenced by the pressure pressed on the solder solder paste velocity is critically influenced by the pressure pressed on the solder pasteFrom F and(13), the the nozzle diameter d. paste F and the nozzle diameter d. 2.3. Flow Field Simulation 2.3. Flow Field Simulation The model structure shown in Figure 4 uses a concave spherical needle to strengthen the The force modelby structure shown in Figure uses aThe concave spherical needle to strengthen driving driving focusing on the solder 4paste. simulation model divided the gridtheand then force by focusing on the solder paste. The simulation model divided the grid and then imported imported it into FLUENT for analysis by using the mixture model, in which the boundary conditions it for analysis by using the mixture which the boundary forflow the forinto theFLUENT inlet pressure and outlet pressure were 0.2model, and 0 in MPa, respectively. The conditions solder paste inlet and outletas pressure 0.2 and MPa, respectively. The solder flow paste could are be couldpressure be approximated a stablewere laminar flow0motion. Certain parameters of paste the solder approximated as a stable laminar flow motion. Certain parameters of the solder paste are shown in shown in Table 1. Table 1.
Figure Figure 4. 4. Physical Physical model model of of the the nozzle nozzle and and needle. needle. Table Table 1. 1. Parameters Parameters of of the the solder solder paste. paste.
Liquid Density ρ (kg/m ´3 )−3) Liquid Density ρ (kg/m 1225 1225
Viscosity μ (Pa¨ (Pa·s) Viscosity µ s) 40 40
−3) Solid Diameter (μm) Particle Diameter (µm) SolidDensity Density(kg/m (kg/m´3 ) Particle 8600 20 8600 20
2.3.1. Needle Structure 2.3.1. Needle Structure To obtain a suitable concave spherical, we set the different distance y between the concave spherical Toand obtain suitable concave spherical, wethe setdifferent the different distance y between center the anozzle outlet to simulation, and distance y corresponds to the the concave different spherical center and the nozzle outlet to simulation, and the different distance y corresponds to the radius R according to the physical model when the initial distance s between the needle and the nozzle is different radius R according to the physical model when the initial distance s between the needle and 2 b 2 200 μm. It can be calculate by R = (1.7 − y ) + 0.75 . The2 needle2accelerates to move 150 μm within the nozzle is 200 µm. It can be calculate by R “ p1.7 ´ yq ` 0.75 . The needle accelerates to move 0.1 ms a stationary state. When thestate. needle reaches the maximum displacement, the distance s 150 µmfrom within 0.1 ms from a stationary When the needle reaches the maximum displacement, between thesneedle and nozzle 50 μm. Figure shows that5 shows the solder velocity inside the the distance between thethe needle andisthe nozzle is 50 5µm. Figure thatpaste the solder paste velocity nozzlethe orifice changes the distance when the needlethe moves 150moves μm. 150 µm. inside nozzle orificewith changes with theydistance y when needle
Micromachines 2016, 7, 112 Micromachines Micromachines 2016, 2016, 7, 7, 112 112
6 of 12 66 of of 12 12
Figure Figure 5. 5. Velocity Velocity inside inside the the nozzle nozzle orifice Figure 5. Velocity orifice changes changes with with distance distance y. y.
Figure Figure 55 shows shows that, that, when when the the distance distance yy is is 1.04 1.04 mm, mm, the the solder solder paste paste velocity velocity inside inside the the nozzle nozzle orifice is at maximum. When the distance is less than 1.04 mm, the solder paste velocity increases. In orifice is at maximum. When the distance is less than 1.04 mm, the solder paste velocity increases. addition, when the distance is larger than 1.04 mm, solder paste velocity decreases. Thus, when the In addition, when the distance is larger than 1.04 mm, solder paste velocity decreases. Thus, when concave spherical radius R =R1=mm, thethe solder paste velocity the concave spherical radius 1 mm, solder paste velocityinside insidethe thenozzle nozzleorifice orificeisis generated generated great to jet. great to jet. 2.3.2. 2.3.2. Needle Needle Velocity Velocity Considering Consideringthe theabove abovesimulation simulationboundary boundaryconditions, conditions,and andthe theneedle needleaccelerates acceleratesto tomove move180 180 μm µm within from aa stationary stationary state, state, Figure Figure 66 shows shows the the velocity velocity distribution distribution in in the the nozzle. nozzle. within different different times times from The The simulation simulation in in Figure Figure 66 indicates indicates that that the the maximum maximum solder solder paste paste velocity velocity in in the the nozzle nozzle orifice orifice is gradually reduced with the increase in the moving time. When the moving times change from 0.1 ms is gradually reduced with the increase in the moving time. When the moving times change from −1 ´ 1 −1 to thems, needle impactimpact velocity dropped from 3from to 1.44 and maximum solder solder paste 0.10.25 ms ms, to 0.25 the needle velocity dropped 3 tom·s 1.44,m¨ s the , and the maximum −1 1 −1. One ´ velocity drops from 31.7 to 14 m·s reason is that the solder paste jetting relies on the pressure paste velocity drops from 31.7 to 14 m¨ s . One reason is that the solder paste jetting relies on the in the chamber to instantly increase in a shortintime by the movement needle. High needle pressure in the chamber to instantly increase a short time by the movement needle. Highvelocity needle easily produces high instantaneous pressurepressure in the gap between nozzlenozzle and needle, whichwhich also velocity easily produces high instantaneous in the gap between and needle, corresponds to higher ejection velocity. Predictably, solder paste injection cannot be formed when also corresponds to higher ejection velocity. Predictably, solder paste injection cannot be formed when the certain value. value. the movement movement time time of of the the needle needle is is greater greater than than aa certain
(a) (a)
(b) (b) Figure 6. Cont.
Micromachines 2016, 7, 112
7 of 12
Micromachines 2016, 7, 112 Micromachines 2016, 7, 112
7 of 12 7 of 12
(c)
(d)
(c) with different needle velocity. (a) t = 0.1 ms; (d)(b) t = 0.15 ms; (c) t = 0.2 Figure 6. Velocity distribution ms; (d) 6. t =Velocity 0.25 ms. distribution with different needle velocity. (a) t = 0.1 ms; (b) t = 0.15 ms; (c) t = 0.2 Figure Figure 6. Velocity distribution with different needle velocity. (a) t = 0.1 ms; (b) t = 0.15 ms; (c) t = 0.2 ms; ms;t (d) t = 0.25 (d) = 0.25 ms. ms.
2.3.3. Nozzle Diameter
2.3.3. Nozzle Diameter nozzle diameter is also one of the key factors that affect solder paste injection velocity. With 2.3.3.The Nozzle Diameter the above simulation boundary conditions andfactors the needle accelerating to move 180 μm within 0.1 The nozzle diameter is also one of the key that affect solder paste injection velocity. With The anozzle diameter isthe also one ofatthe key factors that affect solder nozzle paste injection velocity. ms from stationary state, velocity P1 can be obtained at different diameters. Then, the above simulation boundary conditions and the needle accelerating to move 180 μm within 0.1 With the above simulation conditions and the needle accelerating to move 180 µm within according Equation (14), boundary the droplet be calculated at different diameters, ms from atostationary state, thepaste velocity at P1volume can becan obtained at different nozzlenozzle diameters. Then, 0.1shown ms from aFigure stationary state, the velocity at P1 can be obtained at different nozzle diameters. Then, as in 7: according to Equation (14), the paste droplet volume can be calculated at different nozzle diameters, according to Equation (14), the paste droplet volume can be calculated at different nozzle diameters, as as shown in Figure 7: tc shown in Figure 7: Q =ż tc v(t ) πr 2 dt (14) t tc 22 QQ“= bvv πr dt (14) ptq πr dt (14) tb tb ( t ) where tb is the needle movement’s start time (s), and tc is the needle movement’s end time (s). where tb is the needle movement’s start time (s), and tc is the needle movement’s end time (s). tc the where is thethe needle movement’s end time (s). is needle movement’s timenozzle (s), and Figure shows that, with the start smaller diameter, paste droplet volume jetting tb is77the Figure shows that, with the smaller nozzle diameter, paste droplet volume jetting is smaller, smaller, and the velocity in the nozzle orifice is bigger. That is, the resistance is smaller in the bigger Figure 7 shows with the smaller diameter, the paste droplet volume jetting is and the velocity in thethat, nozzle orifice is bigger.nozzle That is, the resistance is smaller in the bigger nozzle nozzle diameter when theinneedle moves down. The solder paste in resistance a bigger nozzle orifice isthe easier to smaller, and the velocity the nozzle orifice is bigger. That is, the is smaller in bigger diameter when the needle moves down. The solder paste in a bigger nozzle orifice is easier to flow flow with a smaller pressure. Thus, the pressure in the gap between the nozzle and needle will be nozzle diameter when the needle down. paste a bigger nozzle orifice is easier to with a smaller pressure. Thus, the moves pressure in theThe gapsolder between theinnozzle and needle will be reduced reduced with the increase in the nozzle diameter. Then, the jetting velocity generated will be flow the with a smaller pressure. Thus, theThen, pressure in the velocity gap between the nozzle needle be with increase in the nozzle diameter. the jetting generated will be and reduced by awill small reduced by a small amount of pressure. Therefore, theThen, volume ofjetting injection soldergenerated paste can will also be reduced with the increase in the nozzle diameter. the velocity be amount of pressure. Therefore, the volume of injection solder paste can also be adjusted by choosing adjusted by choosing different orifice diameters. reduced by a small amount of nozzle pressure. Therefore, the volume of injection solder paste can also be different nozzle orifice diameters. adjusted by choosing different nozzle orifice diameters.
Figure Figure 7. 7. Velocity Velocity and volume changes with nozzle diameter. Figure 7. Velocity and volume changes with nozzle diameter.
Micromachines 2016, 7, 112 Micromachines 2016, 7, 112
8 of 12 8 of 12
3. Experiment 3. Experiment 3.1. Experimental Set-Up 3.1. Experimental Set-Up The prototype of the solder paste jetting system was fabricated following the simulation model. The experimental system was comprised of the solder paste jetting system, piezoelectric drive The prototype of the solder paste jetting system was fabricated following the simulation model. power, a precision electron microscope, a motion platform, and a pressure control unit, as shown in The experimental system was comprised of the solder paste jetting system, piezoelectric drive power, Figure 8. a precision electron microscope, a motion platform, and a pressure control unit, as shown in Figure 8. Electron microscope
Pressure control unit
Jetting system
Motion platform Sleeve
Nozzle
Solder paste
Piezoelectric drive power
Figure8.8.Experiment Experimenttest testsystem systemof ofthe thesolder solderpaste pastejetting jettingsystem. system. Figure
Thepiezoelectric piezoelectricdrive drivepower power can offer a precisely voltage signal topiezoelectric the piezoelectric The can offer a precisely voltage signal to the stack.stack. The The pressure control unitswitch can switch the supply pressure. the jetting jets solder pressure control unit can the supply pressure. When When the jetting systemsystem jets solder paste paste drops, the supply pressure is on. solder paste used experimentsisis SMIC SMIC drops, the supply pressure is on. The The solder paste used in inthetheexperiments M705-GRN360-K2-VT.The Themain main ingredient is Sn96.5/Ag3.0/Cu0.5, andparticle the particle diameter M705-GRN360-K2-VT. ingredient is Sn96.5/Ag3.0/Cu0.5, and the diameter is 25–36is 3 and 3 andkg/m 25–36 Its and density and viscosity usually 180–220 Pa¨ s. The experimental μm. Its µm. density viscosity is usuallyis7400 kg/m7400 180–220 Pa·s. The experimental study of the study of the jetting solder paste jetting out underconditions, different conditions, including the gap solder paste system was system carried was out carried under different including the gap between between theand nozzle and needle, the driving voltage amplitude, nozzle diameter.The Theelectron electron the nozzle needle, the driving voltage amplitude, and and the the nozzle diameter. microscopewas wasused usedto tomeasure measure the the diameter diameter of of each each droplet. droplet. microscope 3.2.Gap GapBetween BetweenNozzle Nozzleand andNeedle Needle 3.2. Thegap gapwas wasadjusted adjustedbybythe the sleeve. The piezoelectric drive power output voltage (80was V) was The sleeve. The piezoelectric drive power output voltage (80 V) set setthat so that the needle reached maximum displacement. We adjusted the sleeve and nozzle upward so the needle reached maximum displacement. We adjusted the sleeve and nozzle upward until until the nozzle contacted with the needle, we adjusted then the and sleeve and downward. nozzle downward. the nozzle contacted with the needle, and weand adjusted then the sleeve nozzle Scales Scales were present on the and sleeve, the moved nozzle moved 10 µm relative to the of needle eachInscale. were present on the sleeve, theand nozzle 10 μm relative to the needle each of scale. the In the experiment, the nozzle diameter, supply pressure, and drive signal were 0.1 mm, 0.6 MPa, and experiment, the nozzle diameter, supply pressure, and drive signal were 0.1 mm, 0.6 MPa, and high-voltage 80 V, 5 ms; low-voltage 0 V, 2.5 ms, respectively. The droplet diameter under different high-voltage 80 V, 5 ms; low-voltage 0 V, 2.5 ms, respectively. The droplet diameter under different gapbetween betweenthe thenozzle nozzleand andneedle needleisisshown shownin inFigure Figure 9. 9. gap
Micromachines 2016, 7, 112
9 of 12
Micromachines 2016, 7, 112
9 of 12
Micromachines 2016, 7, 112
9 of 12
Figure 9. Droplet diameter changes with the gap between nozzle and needle. Figure 9. Droplet diameter gapbetween betweennozzle nozzle and needle. Figure 9. Droplet diameterchanges changeswith with the gap and needle.
As shown in Figure 9, the droplet diameter was inversely proportional to the gap. The smaller As shown in Figure 9, the droplet diameter was inversely proportional to the gap. The smaller As shown in Figurethe 9, the droplet diameter was inversely to the gap. The smaller the gap was, the droplet diameter solderproportional pastebecame. became. However, when the gap was, bigger the bigger the droplet diameterof of injected injected solder paste However, when the the the gap was, the bigger the droplet diameter of injected solder paste became. However, when the gap gap was thanthan 60 μm, thethe solder jet out outand andinstead instead hung at the nozzle, gap bigger was bigger 60 μm, solderpaste pastecould could not not jet hung at the nozzle, as as was bigger than 60 µm, the solder paste could not jet out and instead hung at the nozzle, as shown in shown in Figure 10. That is, the bigger the nozzle nozzleand andneedle needle was, smaller shown in Figure 10. That is, the biggerthe thegap gapbetween between the was, the the smaller the the Figure 10. That is, the bigger the gap between the nozzle and needle was, the smaller the instantaneous instantaneous pressure generated betweenthe thenozzle nozzle and needle moved toward instantaneous pressure generated between and needle needlewhen whenthethe needle moved toward pressure generated between the nozzle and needle when the needle moved toward the nozzle. So the nozzle. So that, the smaller amount of solder paste can be injected. When the gap increased to that, the nozzle. So that, the smaller amount of solder paste can be injected. When the gap increased to the smaller amount of solder paste can be injected. When the gap increased to more than 60 µm, more than 60 μm, the instantaneous pressure was not sufficient to generate enough velocity to more than 60 μm, the instantaneous pressure was not sufficient to generate enough velocitythe to overcome the tensile viscous force, andto the solder paste paste could not from the nozzle. instantaneous was notforce, sufficient generate enough velocity toseparated overcome the tensile viscous overcome the pressure tensile viscous and the solder could notbebe separated from the nozzle. the solder η is constant, that the extensional was three η force,Assuming and the solder pastepaste couldviscosity not be separated fromsothe nozzle. Assumingviscosity the solder paste viscosity Assuming the solder paste viscosity η is constant, so that the extensional viscosityn ηn was three η is constant, the extensional viscosity ηnEquation was three that of the solder pasteinjection viscosity η. times thatso ofthat the solder paste viscosity η. From (8),times the ejection velocity to achieve times that of the solder paste viscosity η. From Equation (8), the ejection velocity to achieve to exceed whenvelocity the gap was 60 μm. injection had to exceed 1.54 m/s when the injection From had Equation (8),1.54 the m/s ejection to achieve gap was had to exceed 1.54 m/s when the gap was 60 μm. 60 µm.
Figure 10. Solder paste suspension at the nozzle.
3.3. Driving Voltage
Solder paste paste suspension suspension at the nozzle. Figure 10. Solder With a supply pressure of 0.6 MPa, and a nozzle diameter of 0.1 mm, the gap between the nozzle and needle was 10 μm with different driving voltages (high voltage 5 ms, low voltage 2.5 ms, 3.3. Driving Voltage Driving Voltage 0 V). As shown in Figure 11, the droplet diameter and the driving voltage was directly proportional With supply pressure MPa, a 70 nozzle 0.1when mm,gap thebetween gap between the supply pressure ofof 0.60.6 MPa, andand a nozzle of 0.1ofmm, the the nozzle whenaathe driving voltage was adjusted from todiameter 105diameter V. However, the driving voltage nozzle and needle with different driving (high voltage 5low ms, lownozzle. voltage 2.50ms, decreased V,μm the solder paste could notvoltages jet(high out and instead hung at voltage the This and needle wasbelow 10was µm7010 with different driving voltages voltage 5 ms, 2.5 ms, V).
0AsV). As shown in Figure the droplet diameter and the driving voltage was directly proportional shown in Figure 11, the11, droplet diameter and the driving voltage was directly proportional when when the driving was adjusted 105 V. However, the driving voltage the driving voltagevoltage was adjusted from 70from to 10570V.toHowever, when the when driving voltage decreased decreased 70 V,paste the could soldernot paste could jet out and instead hung atphenomenon the nozzle. This below 70 V,below the solder jet out andnot instead hung at the nozzle. This was mainly because the driving voltage could control the needle motion displacement. When the needle
Micromachines 2016, 2016, 7, 7, 112 112 Micromachines
10 of of 12 12 10
Micromachines 2016, 7, 112 10 of 12 phenomenon was mainly because the driving voltage could control the needle motion displacement. When the needle motion displacement increased, the solder paste velocity in the nozzle orifice would increase, and the amount of solder paste that could be injected would increase under such motion displacement increased, the solder paste velocity in the nozzle orifice would increase, and the conditions. However, the needle motion displacement decreased to a point that was smaller amount of solder pastewhen that could be injected would increase under such conditions. However, when than a certain value, the solder paste in the nozzle orifice could not obtain enough velocity to the needle motion displacement decreased to a point that was smaller than a certain value, the solder separate from the nozzle. Thus, a higher driving voltage is needed to generate an enough velocity to paste in the nozzle orifice could not obtain enough velocity to separate from the nozzle. Thus, a higher achieve the solder paste jetting. driving voltage is needed to generate an enough velocity to achieve the solder paste jetting.
Figure 11. 11. Relationship Relationship between driving driving voltage voltage and and droplet droplet diameter. diameter. Relationship between Figure
3.4. Nozzle Diameter With the supply and needle and thethe drive signal were 0.6 supply pressure, pressure,the thegap gapbetween betweenthe thenozzle nozzle and needle and drive signal were MPa, 10 μm, and high-voltage 80 V, 5 ms; low-voltage 0 V, 2.5 ms, respectively. The experiment 0.6 MPa, 10 µm, and high-voltage 80 V, 5 ms; low-voltage 0 V, 2.5 ms, respectively. The experiment conducted under underdifferent different nozzle diameters, the relationship between diameter and conducted nozzle diameters, andand the relationship between nozzlenozzle diameter and droplet droplet diameter, Figure 12. diameter, is shownisinshown Figurein12. Figure 12 shows that the solder droplet diameter decreased as the nozzle decreased. diameter Figure 12 shows that the solder pastepaste droplet diameter decreased as the nozzle diameter decreased. From the previous analysis, simulation wethe know thatthe the largerorifice the nozzle is, the From the previous simulation weanalysis, know that larger nozzle is, theorifice more solder more solder paste will be injected out from the nozzle. However, the solder particles were more paste will be injected out from the nozzle. However, the solder particles were more easily crushed easily crushed and accumulated under the impact force with a smaller nozzle orifice. Thus, and accumulated under the impact force with a smaller nozzle orifice. Thus, the nozzle orifice usedthe to nozzle orifice used to is injection paste is usually 0.1 mm or more. injection solder paste usuallysolder 0.1 mm or more.
Relationship between Figure 12. 12. Relationship Relationship between nozzle nozzle diameter diameter and and droplet droplet diameter. diameter. Figure
Micromachines 2016, 7, 112
11 of 12
Micromachines 2016, 7, 112
11 of 12
3.5. Consistency Analysis
3.5. Consistency Analysis
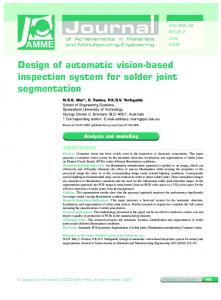
The same solder paste was used in the experiment. Multiple droplets on the same location The same solder paste was used in the experiment. Multiple droplets on the same location or or droplets quicklywere were achieved bysolder the solder pastesystem. jettingFigure system. Figure shows dropletsejected ejected quickly achieved by the paste jetting 13 shows a 1013 × 10 a 10 ˆdroplet 10 droplet an average diameter 0.85 mm the gapthe between arrayarray with with an average diameter of 0.85 of mm when thewhen gap between nozzle the and nozzle needle and needle was adjusted 10 the µm, the driving to 80 V, the nozzletodiameter to 0.1 and the was adjusted to 10to μm, driving voltagevoltage to 80 V, the nozzle diameter 0.1 mm, and the mm, variation of theofdroplet diameter was within variation the droplet diameter was±3%. within ˘3%.
Figure Solderpaste paste droplet droplet diameter Figure 13.13. Solder diameterdistribution. distribution.
4. Conclusions
4. Conclusions
The solder paste jetting system based on the principle of a nozzle-needle-system, in which a
The paste jettingthe system on the principle of aprocess, nozzle-needle-system, which a smallsolder gap exists between nozzlebased and needle during the jetting was newly devisedinhere. smallThis gapsystem exists consists betweenofthe nozzle and needle during the jetting process, was newly devised the piezoelectric actuator, a lever, a needle-to-nozzle distance control sleeve, here. This system consists of the a lever, needle-to-nozzle distance control sleeve, a pressure control unit, apiezoelectric needle, and a actuator, nozzle. The criticalajet ejection velocity is discussed through a pressure control unit, aThe needle, andbetween a nozzle. The critical ejection is needle discussed through theoretical analysis. relations ejection velocityjetand needlevelocity structure, velocity and nozzle diameter obtained with FLUENT This analysis provides aneedle guideline in the and theoretical analysis. Thewere relations between ejection software. velocity and needle structure, velocity design step before the jetting system, whose structure can more easily jeta solder paste. nozzle diameter were fabricating obtained with FLUENT software. This analysis provides guideline in the The prototype of the solder paste jetting system was fabricated and the experiment test system waspaste. design step before fabricating the jetting system, whose structure can more easily jet solder then designed. The effects of the gap between the nozzle and needle, the driving voltage, and the The prototype of the solder paste jetting system was fabricated and the experiment test system was nozzle diameter on the jetting performance and droplet diameter were obtained. The droplet then designed. The effects of the gap between the nozzle and needle, the driving voltage, and the diameter increased as the driving voltage or the nozzle orifice diameter increased, and as well as the nozzle diameter jetting performance and droplet diameter werediameter obtained.could The be droplet diameter gap betweenon thethe nozzle and needle decreased. Therefore, the droplet controlled increased as the driving voltage or the nozzle orifice diameter increased, and as well as the gap between by changing the gap between the nozzle and needle, nozzle orifice diameter, and the driving the nozzle and needle decreased. Therefore, the droplet diameter could controlled bywhen changing voltage. Furthermore, solder paste droplets with a diameter of 0.85 mmbe were produced the the gap between the nozzle and needle, orificeto diameter, and the driving Furthermore, gap between the nozzle and needlenozzle was adjusted 10 μm, the driving voltage voltage. to 80 V, the nozzle diameter to 0.1 mm, andathe variationofof0.85 the droplet diameter was within solder paste droplets with diameter mm were produced when±3%. the gap between the nozzle and needle was adjusted to 10 µm, the driving voltage to 80 V, the nozzle diameter to 0.1 mm, and the Acknowledgments: This study is supported by the National Natural Science Foundation of China variation of the droplet diameter was within ˘3%. (Grant No. 51475198).
Acknowledgments: This study is Liu supported by the Science Foundationofof (Grant Author Contributions: Jianfang is responsible forNational the main Natural composition and modification theChina work in No. 51475198). the paper. Shoudong Gu designed and performed the experiments and composed a draft of the paper. Xiaoyang Jiao is responsible theisoverall planning assignment and the of theof formula. Haiin the Author Contributions: Jianfangfor Liu responsible forand thetask main composition anddeduction modification the work paper.Jiang Shoudong Gu designed performed the experiments and composed a draftassembly. of the paper. Xiaoyang and Qingqing Lv are and responsible for figure and table creation and prototype Zhigang Yang Jiao is responsible the overall planning andexperimental task assignment and the deduction of the formula. Hai Jiang and instructedfor with respect to the theory and methods utilized in the paper. Qingqing Lv are responsible for figure and table creation and prototype assembly. Zhigang Yang instructed with respect to the theory and experimental methods utilized in the paper.
Conflicts of Interest: The authors declare no conflict of interest.
Micromachines 2016, 7, 112
12 of 12
References 1. 2.
3. 4. 5.
6. 7. 8. 9. 10. 11. 12.
13. 14. 15. 16. 17. 18. 19. 20. 21. 22.
Li, M.-H.C.; Al-Refaie, A.; Yang, C.-Y. Dmaic approach to improve the capability of smt solder printing process. IEEE Trans. Electr. Packag. Manuf. 2008, 31, 126–133. [CrossRef] Becker, K.-F.; Koch, M.; Voges, S.; Thomas, T.; Fliess, M.; Bauer, J.; Braun, T.; Aschenbrenner, R.; Schneider-Ramelow, M.; Lang, K.-D. Precision jetting of solder paste—A versatile tool for small volume production. In Proceedings of the International Symposium on Microelectronics, San Diego, CA, USA, 13–16 October 2014; pp. 000438–000443. Chen, C.-P.; Li, H.-X.; Ding, H. Modeling and control of time-pressure dispensing for semiconductor manufacturing. Int. J. Autom. Comput. 2007, 4, 422–427. [CrossRef] Chen, X.B.; Shoenau, G.; Zhang, W. Modeling of time-pressure fluid dispensing processes. IEEE Trans. Electr. Packag. Manuf. 2000, 23, 300–305. [CrossRef] Peng, J.; Guiling, D. Numerical simulations of 3d flow in the archimedes pump and analysis of its influence on dispensing quality. In Proceedings of the International Symposium on High Density packaging and Microsystem Integration, HDP’07, Shanghai, China, 26–28 June 2007; pp. 1–5. Ashley, D.; Adamson, S.J. Advancements in solder paste dispensing. Smt Surf. Mount Technol. 2008, 22, 10–14. Hutchings, I.; Tuladhar, T.; Mackley, M.; Vadillo, D.; Hoath, S.; Martin, G. Links between ink rheology, drop-on-demand jet formation, and printability. J. Imag. Sci. Technol. 2009, 53, 41208-1–41208-8. Meacham, J.; Varady, M.; Degertekin, F.; Fedorov, A. Droplet formation and ejection from a micromachined ultrasonic droplet generator: Visualization and scaling. Phys. Fluids 2005, 17, 100605. [CrossRef] Lass, N.; Riegger, L.; Zengerle, R.; Koltay, P. Enhanced liquid metal micro droplet generation by pneumatic actuation based on the starjet method. Micromachines 2013, 4, 49–66. [CrossRef] Maeda, K.; Onoe, H.; Takinoue, M.; Takeuchi, S. Observation and manipulation of a capillary jet in a centrifuge-based droplet shooting device. Micromachines 2015, 6, 1526–1533. [CrossRef] Jayasinghe, S.N. Advanced jet protocols for directly engineering living cells: A genesis to alternative biohandling approaches for the life sciences. Regen. Med. 2008, 3, 49–61. [CrossRef] [PubMed] Odenwälder, P.K.; Irvine, S.; McEwan, J.R.; Jayasinghe, S.N. Bio-electrosprays: A novel electrified jetting methodology for the safe handling and deployment of primary living organisms. Biotechnol. J. 2007, 2, 622–630. [CrossRef] [PubMed] Pierik, A. Advanced Microarray Technologies for Clinical Diagnostics; Technische Universiteit Eindhoven: Eindhoven, The Netherlands, 2011. Joe Lopes, A.; MacDonald, E.; Wicker, R.B. Integrating stereolithography and direct print technologies for 3d structural electronics fabrication. Rapid Prototyp. J. 2012, 18, 129–143. [CrossRef] Szczech, J.; Megaridis, C.; Zhang, J.; Gamota, D. Ink jet processing of metallic nanoparticle suspensions for electronic circuitry fabrication. Microscale Thermophys. Eng. 2004, 8, 327–339. [CrossRef] Nico, C. Jetting solder paste opens up new possibilities in your SMT production. In Proceedings of the ICSR (Soldering and Reliability) Conference Proceedings, Toronto, ON, Canada, 14–17 May 2013; pp. 1–4. Mohanty, R. Dispensing-solder paste jetting: A broadband solution. Print. Circuit Des. Fab-Circuits Assem. 2011, 28, 36. Holm, W.; Nilsson, K.; Berg, J.; Kronstedt, J.; Sandell, H. Jetting Device and Method at a Jetting Device. U.S. Patent 8,215,535, 10 July 2012. Lu, S.; Jiang, H.; Li, M.; Liu, J.; Gu, S.; Jiao, X.; Liu, X. Nozzle and needle during high viscosity adhesive jetting based on piezoelectric jet dispensing. Smart Mater. Struct. 2015, 24, 105023. [CrossRef] Nguyen, Q.-H.; Choi, M.-K.; Choi, S.-B. A new type of piezostack-driven jetting dispenser for semiconductor electronic packaging: Modeling and control. Smart Mater. Struct. 2008, 17, 015033. [CrossRef] Shu, X.; Zhang, H.; Liu, H.; Xie, D.; Xiao, J. Experimental study on high viscosity fluid micro-droplet jetting system. Sci. China Ser. E Technol. Sci. 2010, 53, 182–187. [CrossRef] Wang, L.; Du, X.; Li, Y.; Luo, Z.; Zheng, G.; Sun, D. Simulation and experiment study on adhesive ejection behavior in jetting dispenser. J. Adhes. Sci. Technol. 2014, 28, 53–64. [CrossRef] © 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).