May 23, 2013 ... France Telecom. Orange ... IT. External communication. Supply Chain. Poland.
France. Spain .... mixing technologies : FTTH, FTTN and satellite.
GUIDE DE TRONCONNEUSE ... inscrite sur le guide de votre ... un cure guide .....
200mm. 12.2mm. 16€. HONDA. Réf. 02225. 180mm. 12.7mm. 18€. HONDA.
skiing and snowboarding. Nevertheless, a significant proportion of the population do not use it while practicing these sports. Recently, six provinces in Canada.
3- Current address: Brazilian Nanotechnology National Laboratory, Campinas, Brazil. 4- CEA, LETI, MINATEC, 38054 Grenobl
Auchenorrhyncha species captured in the Ajaccio region (Corsica). Aphrophoridae. Aphrophoridae. Aphrophoridae. Cicadellidae. Cicadellidae. Cicadellidae.
FOR THE SIX MONTHS ENDED 30 SEPTEMBER 2015 .... Marketing expenses (as % of net sales). 1H FY2015 invest. - media invest
La Cité, stage bibliothécaires, janvier 2011. Billy Brouillard (3 volumes)/ scén. et
dessin Guillaume Bianco. - Toulon : Soleil, 2008-2010. - (Métamorphose) .
effect(s) does regulation have on economic activity and what is the precise .... These business owners think that employment regulations could create a âlevel ..... of government, impose obligations or constraints on private sector behaviour.â.
Cornea. J.J. Clark., 2001. Micron, 32, 239-249. Bloom & Fawcett. 200nm. 250nm
... A text book of histology, Bloom and Fawcett. WHERE ?
Boeing 737 conçu à l'aide du logiciel CATIA ..... plusieurs outils informatiques
sont utilisés simultanément dont AutoCAD Lisp, Digital Project et. REVIT. 39 ...
Jul 1, 2014 - D. Chablat â ARK 2014 - June 30 - July 3. 5. B. P Rb. 1,2,3 a fo nd R ... 1. R with. 1 q q qq qq qq qq qq qq q q qq qq qq qq qq qq q q. q q q q.
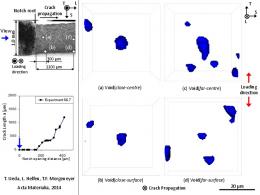
(c) Void(far-centre). (d) Void(far-surface). (a) Void(close-centre). (b) Void(close-surface). 20 µm. Loading direction. L. T. (d). Crack Propagation. 0. 500. 1000.
common in Au-rich lodes, gold wire along fractured pyrite and disseminated ... ductile deformation, e.g., serrated grain ... fracture opening and sealing of comb.
air-filtration systems (Emergency Filtration Product). ..... Clean Air for Europe. Clean Air for Europe (CAFE) is a ..... Both air and liquid media will be investigated.Missing:
Supercritical Media & NanoParticles .... air-filtration systems (Emergency Filtration Product). .... Honeywell pour le conditionnement plastique de la bière.
Some history (III). 2007: Equality Observatory in Paris Diderot-Paris 7. 2008-2009: Equality Officer in Lyon 1, Strasbou
Jan 7, 2013 - ... from the witspottER which measures in real time social media activity ..... analytics track social med
Characterization of marine and terrestrial DOM in seawater using excitationâemission matrix spectroscopy.Mar. Chem. 51
STUDY OF ANTIOXIDANT ACTIVITY AND PHENOLIC COMPOSITION OF THE
EXTRACT. OF PRICKLY PEAR CLADODES (Opuntia ficus indica) OF ...
The AIGA method. There are only 22.700 out of the 120.000 kilometres of the French stream network monitored so far (Fig.1). To cope with this issue, Irstea and ...
Self-diffusion coefficients and structure of the trivalent f-elements ions series in dilute and ... of the trivalent aquo ions with the electronic structures of the ... structure of actinides ions in aqueous solutions at pH 2.5 with that of the lanth
of Villefranche, France) at ca. 30 m depth in summer 2006 and grown for one month at a temperature of 22°C (normal temperature) or 25°C (elevated.
Phoenix canariensis Hort. in Carthage, Sidi Bou Saïd and La Marsa for the eradication of the red palm weevil Rhynchophorus ferrugineus. (Olivier) 1790.
Viscosity is one of the main properties which are sensitive to temperature ... two parameters of viscosity Arrhenius-type equation (Eq. 1). .... 2-Methoxyethanol.
5th International Conference on High Speed Forming April 24th – 26th, 2012 - Dortmund, Germany
Assessment of Gap and Charging Voltage Influence on Mechanical Behaviour of Joints Obtained by Magnetic Pulse Welding R. Raoelison a, M. Rachik a, N. Buiron a, D. Haye b, M. Morel b, D. Jouaffre b, B. Dos Santos b, G. Franz c, M. Habak c, Laboratoire Roberval, Université de Technologie de Compiègne UTC, France PFT INNOVALTECH, Saint Quentin, France c Laboratoire des Technologies Innovantes, UPJV Amiens, France a b
Project MSIM (2010-2012): financed by European regional fund
MOTIVATION Current challenge : Development of multi-material assembly for lightweight structures → MPW : joining solution Optimization of the MPW → improvement of durability and reliability of dissimilar-material assemblies
Project MSIM : Driving the MPW toward its optimal ability for an efficient welding of dissimilar-material assemblies
• Analysis of the interaction process parameters/joint quality • Analysis of the effect of metal dissymetry on the joint quality • Modeling and computational simulation of the MPW • Feasibility study and development of tooling present results : weld quality depending on the process parameters Experimental approach :
• characterization and classification of the different joints encountered • relation between weld quality and process parameters • weldability study of Al/Al and Al/Cu assemblies UTC university (compiègne)– PFT Innovaltech institute – UPJV university (Amiens)
-2-
Welding conditions Pulse generator device :
Welding set-up
• contains a bank capacitors of 690µF • provides charging voltage up to 8.5kV • provides discharge frequency of ~10kHz Working device :
• 3 turns coil + field shaper • work zone : Ø=27mm and l=15mm
15mm 10mm
Welding of tubular assembly
• Al6060T6/Al6060T6 • Al6060T6/Cu Parameters investigated : U(kV) and g(mm)
MPW 25-9 (25kJ,9kV) PULSAR
Usual material properties σél(Ωm)-1
Tf(°C) ρ(kg/m3) E(GPa)
G(GPa)
Insulator
g
Rm(MPa) Rp0.2(MPa) Ar(%)
Hv
Al6060T6
2.5 107
650
2.7 103
70
26.6
290
240
10
80
Cu
5.8 107
1065
8.9 103
124
46.6
250
200
14
80
Specimen geometry and dimensions Flyer :
d
L
Inner part :
D
D=25mm d=22mm L= 50mm
UTC university (compiègne)– PFT Innovaltech institute – UPJV university (Amiens)
d1
d2 l1
l2
l1= 21mm l2= 23mm d1,d2 : variable -3-
Characterization of the joint Peel test
weld
Stress
Stress
→ deviation of the failure Weld
Torsion-shear test
weld
→ failure at the interface
→ dimensional characterization Push-out test Compression Inner tube
16mm Weld
Flyer
Microstructure examination → mechanical characterization UTC university (compiègne)– PFT Innovaltech institute – UPJV university (Amiens)