Sep 12, 2014 - intelligence (expert systems) with technologies for data processing in ... energy consumption, producers have started to seek to optimize the .... three main components: the knowledge base, inference engine and the user interface[6]: ... on the facts given by users, certain search strategy and appropriate ...
Copyright 2014 BIS-Verlag, Oldenburg, ISBN: 978-3-8142-2317-9 Proceedings of the 28th EnviroInfo 2014 Conference, Oldenburg, Germany
September 10-12, 2014
An expert system-based approach for energy-efficient processing of natural raw materials Zied Ghrairi1, Marc Allan Redecker 2, André Decker 2, Karl A. Hribernik 1, Klaus-Dieter Thoben 1
Abstract This paper presents an approach aiming to reduce the energy consumption during the processing of natural raw materials. Natural raw materials are processed with more energy than they actually need. This is due to uncertainties on material and energy flows and to a lack of process flexibility and inappropriate machine configuration. The proposed approach combines techniques like artificial intelligence (expert systems) with technologies for data processing in order to create real-time “action plans” containing energy reduction suggestions for compound feed manufacturers. These suggestions are based on the correlation between energy consumption, product quality and process control by influencing the grain size, the steam amount and machine parameters. Through the application of expert systems the energy consumption in energy-intensive processes could be reduced and seen as an efficient way leading to lower CO2 emissions. At the end of the paper current results are detailed and future work is presented.
1. Introduction In today's competitive business environment, production managers are constantly called upon to make decisions that directly influence operations and therefore profitability. The growing demand for customized products and complexity of raw materials processing have changed the face of production practice for compound feeds. Staying competitive in any field of business requires the ability to adapt to an ever changing and dynamic environment [8]. Producers in the feed sector are required to ensure higher efficiency, greater flexibility, better product quality, greater satisfaction of customer’s expectations and especially lower cost and less energy consumption. A great challenge for producers in the feed sector is not only how to adapt to this changing business environment but also how to draw a competitive advantage from the way in which they choose to do so [1]. As a basis to achieve advantages towards reducing energy consumption, producers have started to seek to optimize the operation of their production systems. Production scheduling and machine configurability are the most critical parts of a production system. If a company requires operating existing machinery and maintaining same configuration, another company needs to be able to make mandatory decisions and take actions. It is, therefore, important to have accurate information in a timely manner in order to make effective decision [5]. The authors present an IT approach helping producers in feed sector to deal with uncertainties on material and energy flows. These uncertainties are resulting significantly impact on the energy consumption during the processing of natural raw materials. Natural raw materials are processed with more energy than they actually need. This is due also to a lack of process flexibility and inappropriate machine configuration. The interpretation of these uncertainties is mandatory and will facilitate the better understanding of energy problems. For the benefit of the readers who may be unfamiliar with the processing of natural raw materials and with and potential technologies, an analysis of the process and the key concept of these technologies are briefly explored first. A systematic methodology for the
1
BIBA - Bremer Institut für Produktion und Logistik GmbH, 28359 Bremen, Germany, {ghr, hri, tho}@biba.uni-bremen.de University of Bremen, BIK - Department of Integrated Product Development, 28359 Bremen, Germany, {maalre, decker}@uni-bremen.de, 2
An expert system-based approach for energy-efficient processing of natural raw materials
development of the approach is then introduced. An on-going prototype system development that concerns compound feeds production is then discussed.
2. The compound feed production process Producers in the feed sector edit natural resources to a mixed feed with constant and controlled quality. For all that fluctuating proportions of the components, the animals receive exact amount of nutrients such as proteins, fats, trace elements and vitamins that they daily need. Not only the ingredients but also the consistency of the feed has a significant impact on the usefulness and the health of the animals. Every delivered batch of raw materials must be individually assessed and analysed to certain product parameters. The product range goes from customer-specific products over special daily produced main products. Figure 1 shows an example of product varieties in compound feed production. a)
b)
c)
Figure 1: a) mealy feed, b) feed as pellet, c) crumb feed The compound feed production process (Figure 2) could be divided into four energy-intensive process steps. This includes at first the incoming of different natural resources like wheat, barley, rye and so on which are delivered by trucks, discharged into collecting vessels and short-term stored in silo compartments. The production process starts with the scaling and sieving process. After that follows the milling process by hammer mills or roller mills and the mixing process by high-speed mixers[4]. The use of different mills leads to different grain structures which have an effect on the following process step: the compactor process. This step produces the pellets (Figure 1.b) with high-quality and physical impacts against pressure, abrasion and critical strength. The quality of a pellet must have a uniform length, hardness and has to be resistant against all strains. The particle size through the milling process influences the compactor process which includes the conditioning, pelletizing, cooling and crushing process steps. Based on the grain size (too fine or too rough) of the mealy material the electric and thermal energy consumption can wary extremely. In many plants the product quality is correlated with the energy consumption. The products are produced with more energy than they actually need. This is due to the fact machines (e.g. steam conditioner) are usually configured on behalf of high production tolerances. This means that for the conditioning process more steam is applied than necessary in order to guarantee the expected product quality. The result is a significant increase of energy usage and therefore product price which leads to the fact that the producers are forced to optimize the energy consumption. An issue of concern is related to the variation of grain size in lots. A lot is defined as 4.000 kg of natural raw materials. The extreme variation of the materials influences the energy consumption during the pelletizing process. Figure 2 outlines the fluctuation of the grain size. The arithmetic mean of the grain classes of a batch with 3 lots of 4000 kg with four samples per lot varies strongly across the sieve classes.
Copyright 2014 BIS-Verlag, Oldenburg, ISBN: 978-3-8142-2317-9
Proceedings of the 28th EnviroInfo 2014 Conference, Oldenburg, Germany
September 10-12, 2014
Figure 2: Process flow of compound feed production
milling process with differences in grain size
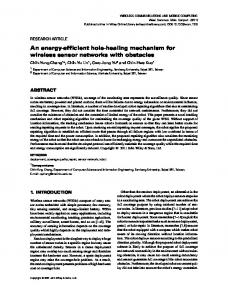
sieve class 2,0 mm 27,00 26,80 26,60 26,40 26,20 1,8 mm 26,00 25,80 25,60
lot 1
25,40
lot 2
lot 3
25,20 1,6 mm 25,00 arithmetic mean:
1. sample
2. sample
3. sample
4. sample
1. sample
2. sample
3. sample
4. sample
1. sample
2. sample
3. sample
4. sample
26,85
26,66
26,67
26,43
25,96
25,78
26,22
26,05
26,37
26,02
26,05
26,70
Figure 3: Fluctuation of grain size by producing one product with 3 limited lots The grain size could be seen as critical aspect for the production process. The variation of the grain size within the sieve classes influences the pelletizing process and leads to significant difference in product quality and higher energy consumption, if no adjustment (rising or reducing) of the steam quantity are made. The seasonal fluctuation leads to different moisture content in raw materials and impacts therefore the process steps. Today’s production processes get no information about the moisture content and can´t adjust the conditioning and pelletizing process automatically. Another important point is the uncertainties of the production process concerning the moisture content in raw materials and in mixed mealy materials.
Copyright 2014 BIS-Verlag, Oldenburg, ISBN: 978-3-8142-2317-9
An expert system-based approach for energy-efficient processing of natural raw materials
3. Approach and prototype development Based on the presented process analysis, producers in the feed sector have to deal with the presented uncertainties. The interpretation of these uncertainties will support the better understanding of the problems and therefore to generate action plans [9] that an employee (expert) may perform. This could be realized using existing technologies that are able to emulate the decision-making ability of a human expert [2] and to solve complex problems by reasoning. In particular the envisaged system should suggest recipe dependent machine parameters to the raw material properties and also give the necessary modifications towards process and machine configuration. In order to increase the energy efficiency for the processing of natural raw materials, a new approach has been worked out which is mainly based on artificial intelligence. This consists of the use of expert systems in combination with technologies for data acquisition, processing and storage. The envisaged solution will serve to the selection of the best available process configuration for the addressed production sector. For the benefit of the readers who may be unfamiliar with and expert systems, this chapter will briefly explore additionally the key concepts of expert systems. In artificial intelligence, expert system can be regarded as a series of computer programs [10]. The key idea behind expert systems is that some problems are best solved by applying knowledge about the problem domain, knowledge that only people/experts very familiar with the domain are likely to have. It is a system that emulates the decision-making ability of a human expert. This naturally creates a need to represent that knowledge [3]. The knowledge needed to solve a problem rarely includes the exact answer to particular instance of the problem. Instead, the expert system has to take the knowledge that it has and infer new information from it that bears upon the exact problem it is solving. This means that these systems solve a problem by reasoning about knowledge, like an expert, and not by following the procedure of a developer as is the case in conventional programming. As illustrated in Fehler! Verweisquelle konnte nicht gefunden werden. a mature expert system is made up of three main components: the knowledge base, inference engine and the user interface[6]:
Knowledge base is the core of the expert system in which the rich experience and knowledge of experts (e.g. workers) is conserved to solve a specific problem. The knowledge may be in the form of facts, heuristics (e.g. experiences, opinions, judgments, predictions, algorithms) and relationships usually gleaned from the mind of experts in the relevant domain. Knowledge can be represented using a variety of representation techniques (e.g. semantic nets, frames, predicate logic) but the most commonly used technique is “if-then” rules, also known as production rules.
Figure 4: Main components of an expert system
The inference engine is a way of using knowledge and can be regarded as a control system. Based on the facts given by users, certain search strategy and appropriate inference rules are adopted to get the final conclusion by reasoning the knowledge base. It examines the status of the knowledge base, handles the content of the knowledge base and determines the order in which inferences are made. It may use various inference methods.
Copyright 2014 BIS-Verlag, Oldenburg, ISBN: 978-3-8142-2317-9
Proceedings of the 28th EnviroInfo 2014 Conference, Oldenburg, Germany
September 10-12, 2014
The user interface it is the medium of interaction between users and expert system. It mainly includes screen displays, a consultation/advice dialogue and an explanation component. In addition, expert systems provide interfaces for communication with external programs including databases and spreadsheets.
The key functionality of an expert system is the knowledge processing. The knowledge can only be represented in the form of binary data, as the form on computer, to be stored, operated and used for actual problem. Representation of knowledge is to turn human intelligent behavior into a kind of description that computer can understand. There are various types of knowledge representation utilized in expert systems. The classic example uses rules which are the most widespread form of knowledge representation. The employee knowledge and the evaluation results of the test series will be turned into rules for the expert system. This will be realized by using fuzzy logic
. Figure 5: Overall concept Additional fuzzy statements such as "IF … THEN something more" or "slightly reduce" will be defined. According to [7] the input for the system consists of information about material properties, product requirements and production data, as shown in Figure 5. Based on upon knowledge the knowledge-based system will identify the optimal machine parameters need to be used to reduce energy consumption without influencing the expected product quality. To achieve this main objective a general methodology to help solving the selection problem has been developed. The major steps of the developed methodology are: definition and analysis of the process requirements in terms of quality and quantity, identification of energy savings opportunities, identification and integration of potential (required) measurement systems to obtain valuable product properties, realization of multiple experiments in real production environment and generation of multiple solutions and perform a preliminary economical study of the process configurations. This methodology has been applied with a compound feed production company in northern Germany. For the implementation of the system, several technical objectives should be accomplished. Figure 6 illustrates the overall system architecture of the expert system-based approach. Concerning the implementation of the intended expert system-based approach, there are mainly two groups of development tools: Computer programming languages, either conventional (e.g. C++, Pascal, etc.) or AI languages (e.g. PROLOG, LISP, etc.). Using these languages, the system designer has a great deal of freedom in choice of knowledge representation techniques and control strategies. However, use of these languages requires a high degree of expertise and skill. Expert system shells. They attempt to combine the flexibility of artificial intelligence languages with the cost-effectiveness and provide more general development facilities. There are a number of commercial shells available in the market with varying features (Nexpert Object, XpertRule,
Copyright 2014 BIS-Verlag, Oldenburg, ISBN: 978-3-8142-2317-9
An expert system-based approach for energy-efficient processing of natural raw materials
KnowledgeScape, etc.). Most of them are relatively low priced and provide a rule-based knowledge representation mechanism.
Figure 6: System architecture of the expert-based concept It is common knowledge that the knowledge acquisition stage is the major bottleneck in the development of expert system-based solutions, regardless of the domain. In few words, the success of such a system depends on how much knowledge it has and how qualitative that knowledge is. The knowledge base is responsible for gaining Best Practice Decisions and Rule Based Decisions. For generating Best Practice Decisions a Middelware, as an interface between production IT systems and the expert system has been developed. It consists of a software tool for collecting process data (historical and real-time batch/lot information, sensor values). With sensor values the authors mean information about material properties. For these reason Computerized Particle Analyzer (CPA) and Near InfraRed systems (NIR) have been installed. The CPA system is used to collect valuable information towards material properties such as grain size. Within NIR other properties such as moisture, protein, fats, ash and starch will be collected. The acquired information (historical and realtime batch/lot information, sensor values) will be processed and stored into a database. The choice of using databases appears to be appropriate due to the fact that most expert system shells provide convenient interface possibilities to database systems (MS SQL, MySQL …). The stored information will be processed (aggregation, comparison …) in order to gain statistical results based on achieved production processes. The result of the processing step will provide employee and expert systems with information that will be translated into decisions, called Best Practice Decisions. Rule Based Decisions are the rules that the employees will generate/define based upon product requirements, their experience/knowledge and observations. For our knowledge base, we will consider only production rules. These rules occur in sequences and are expressions of the form: IF THEN where if the conditions are true then the actions are executed [7]. By using Rule Based Decisions together with Best Practice Decision, details about other production processes, the system will be able to generate particularized advices on how the employees should set systems parameters dependent on the new requirements. This on how to change the parameters of the machine will result in an energy consumption reduction, while keeping the same product quality.
Copyright 2014 BIS-Verlag, Oldenburg, ISBN: 978-3-8142-2317-9
Proceedings of the 28th EnviroInfo 2014 Conference, Oldenburg, Germany
September 10-12, 2014
In addition to the user interface of the expert system and in order to facilitate the generation of new knowledge and to validate the output of the production adviser (expert system) an additionally interface, a visualisation tool, is needed. After analyzing existing solutions several technologies have been chosen in order to achieve the objectives defined above. Table 1 shows the technologies used for the development of expert system. Function
System component
Selected technologies
Reasoning
Expert system shell
KSX expert system
Data acquisition, processing
Middelware
Java programming language
Data storage
Database
MySQL
Explanation, statistics
Visualisation tool
WordPress, D3js
Table 1: Parts and technical implementation of the expert system Actually the system is in a development phase and will gradually be evaluated and adapted to the requirements of the users
4. Results The software tool for data acquisition and processing has been implemented, tested and evaluated. The correctness of gathered information is validated. For the storage of this information several structures have been defined and created in the database in order to facilitate the inference engine the extracting of specific values during the execution of defined rules. The above mentioned expert system shell, KSX, is currently in implementation phase. Based on the experiments performed by a compound feed producer and on the historical process information, many rules have been defined. These will be translated to the language of the expert system and constitutes the Best Practice Decision part of the knowledge base. Figure 7 depicts some good results obtained by controlling some process parameters.
Figure 7: Energy saving through process control and expert system The lot size production led to idle processes, which could be minimized the energy consumption by intelligent planning and the use of the expert system. Furthermore, the implemented approach could reduce the energy consumption through optimized control of parameters like the mesh sizes, the engine speed in the grinding process, the length of the channels in the pelletizing process and the steam temperature. Through the use of the presented approach, first expectations have been fulfilled. Figure 7 illustrates the saved electrical energy of the milling process, the electrical and thermal energy of the pelletizing process. Furthermore it shows the difference of energy consumption between the old production system (A) and the expert system-based approach using generated process planning (B).
Copyright 2014 BIS-Verlag, Oldenburg, ISBN: 978-3-8142-2317-9
An expert system-based approach for energy-efficient processing of natural raw materials
5. Conclusion It is obvious from the results of the experiments described above; that the developed expert systembased solution will be valuable for producers in the feed sector. The system helps to determine uncertainties on material and energy flows. It will offer to employees a solution to the difficult problem of parameterizing a production system without the need of specialized knowledge. The developed Middelware tool will reduce the burden to link IT production systems with new solutions. In addition to the user interface of the expert system a visualization tool accompanying the expert system will provide supplementary explanations, for the selections made giving to the employees more insight to the process and helping them to identify possible problems and gain further knowledge for the expert system. Through the optimization of the product portfolio, all actors brought their expertise into an intensive experience exchange and developed a deeper understanding of the energetic correlations. The employees were very motivated to make a major contribution to the improvements and had the ability to track the energy use in the production process in more detail. Furthermore the effects of changes in the process flow were established in an objective and transparent manner. The results can be transferred to other industries. The use of the solution in comparable industry sectors may be an interesting test case. There are many processes that require a system to control heating and cooling of sensitive materials. Likewise there is a conflict of objectives between quality and the minimization of energy consumption. The applicability of this kind of systems to other industrial sectors is substantially dependent upon the compatibility to existing production processes and the acceptance of this kind of systems by end users.
Acknowledgement The authors would like to thank the German Federal Ministry for Economic Affairs and energy and the Project Management Jülich for funding the project Fu²-Experte. Support Code: 03ET1036
References [1] Bosmans, R. F. (1997): Expert systems provide support for a proactive machinery management methodology, Proceedings of the 26th Turbomachinery Symposium, pp. 195. [2] Govinda Rao, S.; Eswara Rao, M.; Siva Prasad, D (2013): Fever Diagnosis Rule-Based Expert Systems, International Journal of Engineering Research & Technology (IJERT), vol. 2, no. 8. [3] Kerdprasop, N.; Intharachatorn, K.; Kerdprasop, K. (2013): Prototyping an Expert System Shell with the Logic-Based Approach, International Journal of Smart Home, vol. 7, no. 4. [4] Kersten, J.; Rohde, H.; Nef, E. (2010): Mischfutterherstellung, Agrimedia, pp. 165 ff., Clenze. [5] Mielli, F. and Bongiovanni, M. (2013): Production Energy Optimization in Mining, World Mining Congress 2013. [6] Otero, L. D. and Otero, C. E. (2012): A fuzzy expert system architecture for capacity assessments in skillbased environments, Expert Systems with Applications, vol. 39, pp. 654-662. [7] Parsons, S.; McBurney, P. (2004): The use of expert systems for toxicology risk prediction assessment, in Predictive Toxicology (C. Helma, ed.), Marcel Dekker. [8] The Economist (2009): Organisational agility: How business can survive and thrive in turbulent times, report from the Economist Intelligence Unit Sponsored by EMC . http://www.emc.com/collateral/leadership/organisational-agility-230309.pdf [9] Topac, V. (et al) (2009): A Software Solution for Reducing Energy Consumption in Domestic Sector, 3rd International Workshop on Soft Computing Applications, Hungary-Romania. [10] Zengkai, L. (et al) (2014): Research on Expert System for Fault Diagnosis of Subsea Blowout Preventer, International Journal of Control and Automation, vol. 7, No.1, pp.1-10.
Copyright 2014 BIS-Verlag, Oldenburg, ISBN: 978-3-8142-2317-9