AbstractâThe addressed paper deals with a new analytical formulation called Equivalent Machine Method to evaluate the system throughput of a buffered serial ...
Equivalent machine method for approximate evaluation of buffered unreliable production lines Yassine Ouazene, Hicham Chehade, Alice Yalaoui, Farouk Yalaoui Laboratoire d’Optimisation des Syst`emes Industriels (UMR-STMR-CNRS 6279) Universit´e de Technologie de Troyes, 12 rue Marie Curie,CS 42060 10004 TROYES, France. Email: {yassine.ouazene, hicham.chehade, alice.yalaoui, farouk.yalaoui}@utt.fr
Abstract—The addressed paper deals with a new analytical formulation called Equivalent Machine Method to evaluate the system throughput of a buffered serial production line. The machines are unreliable and both failure and repair times are assumed to be exponentially distributed. The proposed method is based on the analysis of the different states of each buffer using birth-death Markov processes. Then, each original machine is replaced by an equivalent one taking into account the probabilities of blockage and starvation. The throughput of the production line is defined as the bottleneck between the effective production rates of the equivalent machines. This method considers both homogeneous and non-homogeneous lines and reduces sensibly the state space cardinality of the Markov chain representation of the system and consequently the computational times. A comparative study based on different test instances existing in the literature is presented and discussed. The obtained results prove the effectiveness and the accuracy of the proposed method comparing with both simulation and existing approaches in the literature.
I. I NTRODUCTION Serial production lines are used in many manufacturing organizations especially in large volume manufacturing industries. They consist of a set of machines or workstations separated by inter-station (intermediate) buffers. The products flow in a fixed sequence from a station to the next one. The performance of a production line is highly influenced by machine failures and buffers capacities. The analytical evaluation of this performance poses important difficulties in both formulation and computational phases. Exact analytical methods to investigate the performance of production line with more than three stations and finite buffers are rare [19]. These simple models are often used as building blocks to analyze larger production lines. Buzacott and Hanifin [2] used Markov chain methods to compare exact and approximate two-stage models. They analyzed the working, repair and idle states of each machine or station. They have also showed that the system mean cycle time decreases according to the buffer capacity. Li et al. [13] presented an interesting literature review in which they summarized the recent studies devoted to developing analytical methods to estimate the throughput of production systems with unreliable machines and finite buffers. Generally, most of these methods are based on aggregation or decomposition techniques. The first technique consists of replacing a two-machine line by
c 978-1-4673-5905-4/13/$31.00 �2013 IEEE
a single equivalent machine that has the same throughput in isolation [13]. Then, the obtained machine is combined with the next machine to obtain a new aggregated machine. This technique can be done in a forward as well as a backward direction. The second technique consists of decomposing the longer production line into a set of two-machine lines when the analysis of these subsystems is available [13]. The set of two-machine lines is assumed to have equivalent behavior to the initial production line. A well-known decomposition method is that proposed by Gershwin [10]. This decomposition approach was proposed for the analysis of discrete model of long homogeneous lines. The computational efficiency of this method was later improved by the introduction of the socalled DDX algorithm [7], [8]. Dallery et al. [7], [8] stated that experimental results have shown the occurrence Gershwin decomposition technique, but the algorithm was fairly complex and it may fail to converge. So, they proposed a new algorithm which is much simpler and with lower computational complexity. Hassett and Dietrich [11] presented an efficient and stable computation method to calculate the stationary state probabilities for Gershwins theoretical model of unreliable transfer lines with respectively three, four and five stages. The authors have also developed a regression analysis linear model to predict the effects of changing workstation availabilities and buffer capacities on the availability of production line. Burman [1] developed an analytic decomposition-type approximation to estimate the throughput in the case of non-homogeneous flow lines with unreliable machines, deterministic processing times and operation-dependent-failures. This method was successfully used in the design of large automated production systems. The author has also established an approximation technique for analyzing series-parallel flow lines. Songgui and Changjun [18] presented an efficient method of equivalent workstations for modeling and analysis transfer lines with unreliable machines and finite buffers. They have analyzed different performance measures such as production rates and average inventory levels. Dallery and Le Bihan [6] proposed an improved version of this decomposition method for the analysis of a buffered production line with unreliable machines. The basic difference between this new decomposition method and that of Gershwin is
33
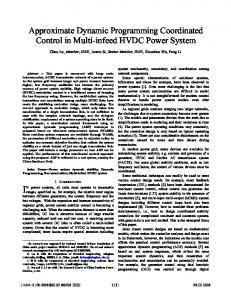
that the times to repair of the equivalent machines are modeled as generalized exponential distributions. Li and Meerkov [14] provided an analytical method for evaluating production rates in serial lines having finite buffers and unreliable machines with arbitrary unimodal distributions of up- and downtime. They have verified their results using Weibull, gamma, and log-normal probability distributions of failure and repair times. Dincer and Deler [9] was interested in the transient analysis of transfer lines. They have studied the transient behavior of relatively short transfer lines and derived the distribution of the system throughput. The have showed how to calculate the mean and the variance of the throughput rate. The remainder of this paper is organized as follows: section 2 describes the problem considered with the most important assumptions and notations. In section 3, we detail the new equivalent machine method to evaluate the system throughput. Several numerical experiments are presented and discussed in section 4. Finally, section 5 summarizes the guidelines of our contribution. II. P ROBLEM DESCRIPTION The serial production line considered in this paper is illustrated in figure 1. It consists of K unreliable machines separated by (K − 1) intermediate buffers. The failure and repair times of each machine Mi are assumed to be exponential and independent. The machines failures are operations-dependent. It means that a machine cannot fail when it is blocked or starved. The processing times of the different machines are not necessary identical. We assume also that an inexhaustible number of products are available among the first machine and an unlimited storage area is available after the last machine. Therefore, the first machine cannot be starved and the last one cannot be blocked. The transition times between buffers and machines or machines and buffers are negligible (assumed to be equal to zero). If no products are available in the upstream buffer Bi−1 the machine Mi will be starved and when the downstream buffer Bi is full, it will be blocked.
Fig. 1: A k-machine (K − 1)-buffer serial production line.
ξi , i ∈ {1...K − 1}: availability of the intermediate buffer Bi regarding machine Mi αi , i ∈ {1...K − 1}: processing rates fraction related to the buffer Bi ρi , i ∈ {1...K}: equivalent production rate of the machine Mi Pji , i ∈ {0...Ni }: probability to have j products in the buffer Bi in the steady state of the system
ψ : production line throughput III. M ATHEMATICAL FORMULATION The main idea of the proposed approach is to replace each machine by an equivalent one that has only up and down states. The blockage and starvation are integrated in the up state of the machine. This formulation is a generalization of two-machine-one-buffer production line proposed by Ouazene et al. ([15], [16]). Based on the analysis of the buffers steady states using birth-death Markov processes, we determine the probabilities of starvation and blockage of each buffer. Then, these probabilities are used to model and analyze the system behavior in its steady state. A. Two-machine-one-buffer model Before detailing the general formulation, we introduce the simple system which consists of two machines separated by one buffer. This model is used as a building block to construct the general model. To analyze the steady states of the buffer, we consider a birth-death Markov process with (N + 1) states {0, 1...N} such as N is the capacity of the intermediate buffer and ω1 , ω2 respectively the birth and death transition rates. The differential equations for the probability that the system is in state j at time t are: ⎧ ∂ P0 (t) ∂ t = −ω1 × P0 (t) + ω2 × P1 (t) ⎨ ∂ Pj (t) (1) ∂ t = ω1 Pj−1 (t) − (ω1 + ω2 )Pj (t) + ω2 Pj+1 (t) ⎩ ∂ PN (t) ∂ t = ω1 × PN−1 (t) + ω2 × PN (t) In the steady state of the system, all the differential terms are equal to zero (see equation 2).
Before presenting the mathematical formulation, the following notations are introduced: λi : failure rate of the machine Mi
⎧ ⎨
μi : repair rate of the machine Mi
⎩
ωi : processing rate of the machine Mi Ni , i ∈ {1...K − 1}: capacity of the intermediate buffer Bi
34
0 = −ω1 × P0 + ω2 × P1 0 = ω1 × Pj−1 − (ω1 + ω2 ) × Pj + ω2 × Pj+1
(2)
0 = ω1 × PN−1 + ω2 × PN
So, by simplifying the system above and considering the normalization equation: ∑Nj=0 Pj = 1 we obtain the steady probabilities of each buffer state (equation 3).
2013 IEEE Symposium on Computational Intelligence in Production and Logistics Systems (CIPLS)
Pj =
⎧ ⎨ ⎩
B. General model with K machines and (K − 1) buffers
α j ×(1−α ) 1−α N+1
if α ∕= 1
1 N+1
if α = 1
(3)
We are especially interested in the starvation and blockage probabilities respectively represented by empty and full buffer states given by the following equations: ⎧ 1−α ⎨ 1−α N+1 if α ∕= 1 P0 = (4) ⎩ 1 if α = 1 N+1
PN =
⎧ ⎨ ⎩
α N ×(1−α ) 1−α N+1
if α ∕= 1
1 N+1
if α = 1
(5)
Based on these two probabilities, the effective production rate of each work station is defined as function of machine processing rate, machine and the buffer availabilities (equation 5).
ρi = ωi ×
μi × ξi μi + ξi × λi
(6)
Such as: ξ1 = 1 − PN and ξ2 = 1 − P0 . The system throughput ψ is defined as the bottleneck between the two effective production rates ρ1 and ρ2 .
ψ = min{ω1
The two-machine-one-buffer presented above is used as a building block to analysis larger production lines. Therefore, the states of each intermediate buffer Bi are analyzed using a dedicated birth-death Markov process. These Markov processes differ in term of number of states because the buffers are not identical. They differ also in term of birth and death transition rates because each buffer Bi is differently influenced by the machines and the other buffers (see figure 2). In the simple case of two machines and one buffer, each available machine processes ωi products per time unit. This why ω1 , ω2 are respectively the birth and death transition rates. But in the general case, the machines Mi and Mi+1 related to the buffer Bi are subject to starvation and blockage. So their effective processing rates are affected by the availabilities of the buffers Bi−1 and Bi+1 . The upstream machine Mi can process products if the buffer Bi−1 is not empty and the downstream machine Mi+1 can process products when the buffer Bi+1 is not full. Remark The first buffer and the last one should be considered as particular cases because the first machine cannot be starved and the last machine cannot be blocked. The birth-death Markov process related to the buffer Bi is represented in figure 3.
μ1 × (1 − PN ) μ2 × (1 − P0 ) , ω2 } (7) μ1 + λ1 × (1 − PN ) μ2 + λ2 × (1 − P0 )
After some transformations, the system throughput can be re-written as follows: ⎧ ×(1−α N ) ω1 × min{ μ ×(1−αμ1N+1 ; )+λ1 ×(1−α N ) 1 N) μ ×(1− α 2 ⎨ μ2 ×(1−α N+1 )+λ2 ×α ×(1−α N ) } if α ∕= 1 ψ= N×μ1 N×μ2 ω × min{ N×λ1 +(N+1)× μ1 , N×λ2 +(N+1)×μ2 } ⎩ if α = 1
Fig. 3: Birth-death Markov process related to the buffer Bi .
(8)
The different states of the (K − 1) buffers are modeled by (K − 1) related but different birth-death Markov processes. Each stochastic process is defined by its processing rates ratio αi . The different ratios αi are defined by the following equation:
More implicitly:
ψ=
⎧ 1 ω1 × min{ 1−α N+1 λ ; + μ1 N 1−α 1 ⎨ if α ∕= 1 ω × min{ N 1 λ1 ; N+1 + μ1 ⎩ if α = 1
αi = 1 1−α N+1 +α × λ2 N μ 1−α
}
2
(9) 1 λ2 N N+1 + μ
2
}
min j=1...i ρ j min j=i+1...K ρ j
(10)
Based on the analysis presented in section 2, the probabilities of empty and full states of each buffer Bi are calculated using equations 11 and 12. ⎧ 1−α i ⎨ 1−α Ni +1 if αi ∕= 1 i P0i = (11) ⎩ 1 if α = 1 i Ni +1
2013 IEEE Symposium on Computational Intelligence in Production and Logistics Systems (CIPLS)
35
Fig. 2: Equivalent machine method representation.
given below (see algorithm 1). These algorithm can be easily solved by LINGO Software.
PNi i
=
⎧ ⎨ ⎩
N
αi i ×(1−αi ) N +1 1−αi i
1 Ni +1
if αi ∕= 1
Algorithm 1 Equivalent Machine method (12)
if αi = 1
So, based on these information and the two-machine-onebuffer model presented above we can calculate the effective production rate of each machine considering the influence of the buffers and the other machines using equation 13.
μi × ξi ∀i = 1...K, ρi = ωi × μi + ξi × λi Such as: ⎧ ξ1 = 1 − PN11 ⎨ ξK = 1 − P0K−1 ⎩ ∀i = 2...K − 1, ξi = (1 − P0i−1 ) × (1 − PNi+1 ) i+1
(13)
(14)
Similarly to the two-machine-one-buffer model, the throughput of the production line ψ is defined as the bottleneck between the effective production rates of all the machines:
ψ = min {ωi × i=1...K
μi × ξi } μi + ξi × λi
K
number of machines
K −1
number of buffers
(λ1 , ..., λK )
machines failure rates
(μ1 , ..., μK )
machines repair rates
(ω1 , ..., ωK )
machines processing rates
(N1 , ..., NK−1 )
buffers capacities
for j = 1 to K{ for i = 1 to K − 1{ Calculate Pi0
the steady probability that the buffer i is empty
PiNi
the steady probability that the buffer i is full
αi
the processing rate ratio related to the buffer i
ρj the equivalent throughput of the machine j Return ψ = min j=1...K ρ j
(15)
The equivalent machine method proposed in this paper to evaluate the system throughput of a buffered serial production line is summarized by the non-linear programming algorithm
36
input data
IV. N UMERICAL RESULTS The proposed method has been compared with different existing methods in the literature. In this paper, we present
2013 IEEE Symposium on Computational Intelligence in Production and Logistics Systems (CIPLS)
some experimental results based on the numerical examples presented by Choong and Gershwin [3], Levantesi et al. [12] and Colledani and Gershwin [4]. Different production line configurations are considered with respectively three, five and seven machines. These examples consider the general case with different processing rates of all the machines. In cases A, B and C, the proposed model is compared with both simulation and decomposition method results presented by Choong and Gershwin [3]. Different non-homogeneous lines with respectively three, five and seven lines are studied. The reliability parameters of the machines and the buffers capacities of each example are reported in tables I, II and III. The comparison, for each example, is made up by calculating the relative difference between the system throughput obtained using the proposed model with simulation results presented in the literature based on equation 16. ψEMM − ψSimulation gap(%) = 100 × ∣ ∣ (16) ψSimulation TABLE I: Data for the test example 1 with three machines evaluated in Choong and Gershwin [3]. Mi
λi
μi
ωi
Ni
case A
1 2 3
0.03 0.04 0.03
0.05 0.06 0.05
0.5 0.1 0.5
10 10 -
case B
1 2 3
0.03 0.04 0.03
0.05 0.06 0.05
0.5 0.2 0.5
10 10 -
TABLE II: Data for the test example 2 with five machines evaluated in Choong and Gershwin [3].
case A
case B
TABLE III: Data for the test example 3 with seven machines evaluated in Choong and Gershwin [3]. Mi
λi
μi
ωi
Ni
Case A
1 2 3 4 5 6 7
0.02 0.05 0.01 0.07 0.03 0.03 0.06
0.3 0.4 0.1 0.4 0.3 0.1 0.4
0.20 0.23 0.30 0.26 0.21 0.27 0.26
4 4 6 4 4 6 -
case B
1 2 3 4 5 6 7
0.02 0.05 0.01 0.07 0.02 0.06 0.01
0.3 0.4 0.1 0.4 0.3 0.5 0.1
0.20 0.23 0.30 0.26 0.21 0.23 0.27
4 4 5 4 4 5 -
and Gershwin [4]. Levantesi et al. [12] proposed a set of experiments to compare their method (LMT) with the most accurate methods known in the literature. The first method is called ADDX developed by Burman [1]. The second method consists of the RSA/CTA/GE homogenization technique proposed by Dallery and Le Bihan [6]. Based on the same examples, Colledani and Gershwin [4] established that their method called CG outperforms the anterior methods cited above. So, this is why we use the same numerical experiments to test the proposed method in this paper. The data of these examples are presented in table V and the obtained results in table VI. TABLE V: Data for the test examples evaluated in Colledani and Gershwin [4] and Levantesi et al. [12].
Mi
λi
μi
ωi
Ni
-
M1
M2
M3
M4
M5
1 2 3 4 5
0.01 0.02 0.04 0.02 0.04
0.1 0.3 0.5 0.5 0.5
0.25 0.20 0.30 0.20 0.30
4 4 4 4 -
λi
0.0125
0.0050
0.0200
0.0100
0.0100
μi
0.2000
0.0500
0.2000
0.1000
0.0800
Ni
15
20
10
15
-
1 2 3 4 5
0.02 0.05 0.01 0.07 0.02
0.3 0.4 0.1 0.4 0.3
0.20 0.23 0.30 0.26 0.21
4 4 4 4 -
ωi (case 1)
1.111
1.667
1.000
1.428
1.250
ωi (case 2)
1.250
1.111
1.667
1.000
1.428
ωi (case 3)
1.428
1.250
1.111
1.667
1.000
ωi (case 4)
1.000
1.428
1.250
1.111
1.667
ωi (case 5)
1.667
1.000
1.428
1.250
1.111
ωi (case 6)
2.000
10.00
3.000
1.000
5.000
Table IV summarizes the obtained results with examples 1, 2 and 3. We note that the proposed method obtains sensibly similar results comparing with both simulation and Gershwins decomposition methods. The results indicate the effectiveness of the equivalent machine method. The relative error comparing with simulation model can be explained because of the small sizes of the intermediate buffers for these examples (N = 4, 5 and 6). The accuracy of the proposed Equivalent Machine Method (EMM) is investigated by comparison with other existing techniques reported by Levantesi et al. [12] and Colledani
Based on the numerical results summarized in table VI, we can state that the proposed method has proven to be reliable and accurate. In fact, the EMM method obtains the best results for 4 cases among the six tested comparing to the other methods. The largest absolute error of the proposed method is 0.8506%.
2013 IEEE Symposium on Computational Intelligence in Production and Logistics Systems (CIPLS)
37
TABLE IV: The numerical results obtained with three, five and seven machines. Example
Simulation Choong and Gershwin[3]
Decomposition method Choong and Gershwin[3]
Gap DM(%)
Equivalent machine model (EMM)
Gap EMM(%)
Ex 1.case A
0.0600
0.0600
0.0000
0.0600
0.0000
Ex 1.case B
0.114
0.115
0.8772
0.117
2.6315
Ex 2.case A
0.1439
0.1377
4.3085
0.1351
6.1153
Ex 2.case B
0.1407
0.1385
1.5636
0.1424
1.2082
Ex 3.case A
0.1304
0.1333
2.2239
0.1329
1.9172
Ex 3.case B
0.1371
0.1376
0.6347
0.1359
0.8752
TABLE VI: Numerical results for the test examples evaluated in [4] and [12]. -
case 1
case 2
case 3
case 4
case 5
case 6
Simulation
0.8570
0.8582
0.8573
0.8938
0.8748
0.8978
ADDX
0.8620
0.8680
0.8730
0.9120
0.8930
-
Gap (ADDX %)
0.5834
1.1419
1.8313
2.0362
2.0804
-
RSA/CTA/GE
0.8596
0.8597
0.8618
0.8986
0.8794
0.8963
Gap (RSA/CTA/GE%)
0.3034
0.1748
0.5249
0.5370
0.5258
0.1671
LMT
0.8590
0.8580
0.8610
0.8990
0.888
0.8980
Gap (LMT%)
0.2334
0.0233
0.4316
0.5818
1.5089
0.0223
CG
0.8581
0.8603
0.8606
0.8985
0.8815
0.8980
Gap (CG %)
0.1283
0.2447
0.3826
0.5281
0.7613
0.0178
EMM
0.8581
0.8509
0.8551
0.8939
0.8804
0.9029
Gap (EMM %)
0.1283
0.8506
0.2566
0.0111
0.6401
0.5680
V. C ONCLUSION The presented paper addresses a new equivalent machine method to evaluate the system throughput of a buffered production line in an operation-dependent- failure context. This formulation is based on the analysis of the states of the intermediate buffers using birth-death Markov processes. The originality of this method is its reduced number of variables because it considers only the empty and full states of each buffer and the processing rates ratio related to each buffer. Therefore, to evaluate the throughput of a K-machine (K − 1)buffer production line we have to solve (4K −3) equations. So, the computational complexity is less important than because of the great size of state space in the classical decomposition methods. Indeed, each machine has two states (operational or under repair) and each buffer has Ni + 1 states. As conse-
38
quence, Gershwin [10] has established that the Markov chain representation of a K-machine line with k − 1 buffers has a state space cardinality of 2K × ∏K−1 i=1 (Ni + 1). Future research extension of this work may be the adaptation of the proposed formulation to the series-parallel production lines. As first extension, a new mathematical formulation to calculate the system throughput of a buffered two-workstation with parallel unreliable machines production line in an operation-dependent-failure context was proposed by Ouazene et al. [17]. This formulation is based on the transformation of the initial model on a simple two-machine one-buffer line by replacing each parallel machines stage by an equivalent machine.
2013 IEEE Symposium on Computational Intelligence in Production and Logistics Systems (CIPLS)
R EFERENCES [1] Burman, M. (1995). New Results in Flow Line Analysis. Phd-Thesis Electrical, Massachusetts Institute of Tecnology, USA. [2] Buzacott, J. and Hanifin, L. (1978). Models of automatic transfer lines with inventory banks: A review and comparison. AIIE Transactions, 10(2):197–207. [3] Choong, Y. F. and Gershwin, S. B. (1987). A decomposition method for the approximate evaluation of capacited transfer lines with unreliable machines and random processing times. IIE Transactions, 19:150–159. [4] Colledani, M. and Gershwin, S. B. (2011). AA decomposition method for approximate evaluation of continuous flow multi-stage lines with general Markovian machines. Annals of Operations Research,1–36. [5] Dallery, Y. and Bihan, H. (1997). Homogenization techniques for the analysis of production lines with unreliable machines having different speeds. Eurpean Journal of Control, 3(3):200–215. [6] Dallery, Y. and Bihan, H. (1999). An improved decomposition method for the analysis of production lines with unreliable machines and finite buffers. International Journal of Production Research, 37(5):1093–1117. [7] Dallery, Y., David, R., and Xie, X. (1988). An efficient algorithm for analysis of transfer lines with unreliable machines and finite buffers. IIE Transactions, 20(3):280–283. [8] Dallery, Y., David, R., and Xie, X. (1989). Approximate analysis of transfer lines with unreliable machines and finite buffers. IEEE Transactions on Automatic Control, 34(9):943–953. [9] Dincer, C. and Deler, B. (2000). On the distribution of throughput of transfer lines. Journal of the Operational Research Society, 51:1170– 1178. [10] Gershwin, S. B. (1987). An efficient decomposition method for the approximate evaluation of tandem queues with finite storage space and blocking. Operations Research, 35(2):291–305. [11] Hassett, T. and Dietrich, D. (1995). Availability/reliability engineering analysis of three, four, and five-stage unreliable series transfer lines. Journal of Manufacturing Systems, 14(6):427–438. [12] Levantesi, R. and Matta, A. and Tolio, T. (2003). Performance evaluation of continuous production lines with machines having different processing times and multiple failure modes. Performance Evaluation, 51(2-4):247– 268. [13] Li, J., Blumenfeld, D., Huang, N., and Alden, J. (2009). Throughput analysis of production systems: recent advances and future topics. International Journal of Production Research, 47(14):3823–3851. [14] Li, J. and Meerkov, S. (2005). Approximate analysis of transfer lines with unreliable machines and finite buffers. In:Control and Optimization of Complex Dynamic Systems, E.K Boukas and R. Malhame (eds), pages 55–82. [15] Ouazene, Y., Chehade, H., and Yalaoui, A. (2012a). New restricted enumeration method for production line design optimization. In INCOM’2012, 14th IFAC Symposium on Information Control Problems in Manufacturing, pages 1347–1352. Elsevier Ltd, ISBN 978-3-902661-982. 2012. [16] Ouazene, Y., Yalaoui, A., Chehade, H., and Yalaoui, F. (2012b). Throughput analysis of two-machine-one buffer line model: a comparative study. In Uncertainty Modeling in Knowledge Engineering and Decision Making, Proceeding of the 10th International FLINS Conference , pages 1281–1286. World Scientific, ISBN 978-981-4417-73-0. [17] Ouazene, Y., Yalaoui, A., Chehade, H., and Yalaoui, F. (2012c). A new formulation of buffered two-workstation production line with parallel unreliable machines. In ISC’2012, 10th Industrial Simulation Conference, pages 200–206. Eurosis publication, ISBN 978-90-7738171-7. [18] Songgui, S. and Changjun, J. (1997). Modeling and analysis of capacitated transfer lines with unreliable machines and deterministic processing times. Journal of Systems Science and Systems Engineering, 6(1):53–60. [19] Yeralan, S. and Tan, B. (1997). Analysis of multistation production systems with limited buffer capacity part 1: the subsystem model. Mathematical and Computer Modelling, 25(7):109–122.
2013 IEEE Symposium on Computational Intelligence in Production and Logistics Systems (CIPLS)
39