Ball/tapered bearing pinion support assembly for 35 spline pinion (7/16” pinion
studs). ... The rear bearing in a Mark Williams support are manufactured with a
bore ... recommended that gear oil be changed once a season after initial break-
in.
Installation instructions. Audi A4/A5 (B8 series) 2008 ▷. Engine sound system.
For scope of delivery 8T0.071.901*. Audi Genuine Accessories®. Edition 11/ ...
Front hub/brake hat w/bearings, races and dust caps. ... When the dual piston
caliper (81100) kit Is used with drum brakes on the rear, a pressure reducing
valve ...
Tapered bearing pinion support assembly for 28 spline pinion (3/8” pinion studs).
57620.....................................................Tapered bearing pinion support assembly ...
Please ensure that this manual is read and understood before commencing ...
listed below and details printed in this manual can cause product/property ...
Instructions. 5693 976 - 04 02/2015. Vitotronic 300-K. Vitotronic 200. Product may
not be exactly as shown. Read and save these instructions for future reference ...
The center drain plug looks like a star connection, ...... replacement or new construction jobs. 48H. E. ,H ..... be tur
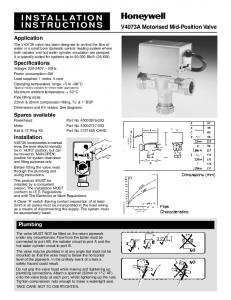
water in a small bore domestic central heating system where ... The wiring
diagram above shows relevant connections to a Honeywell junction box (Part No.
testing field-supplied gas piping at pressures of 1/2 psig or less, a unit .... For units being installed in California
Be sure interconnecting piping and electrical conduits ...... denser piping installation instructions for 30HL and HWA s
install, repair, or service air-conditioning equipment. ... operations should be performed by trained service personnel.
E20-II® software for design details and line sizing. Suction line sizing â Select ... When connecting the field tubin
external trap, pitch the line away from the unit at 1 in. per ..... 13.6. 73.4. 1â4. 1.4. 5.8 .57. 39.2/39.2. 45/45. 4
provincial and local plumbing or wastewater codes and other applicable local ...... NOTE: A trap must be installed in th
operations should be performed by trained service personnel. When working ... connections and power connections to the u
Service Instructions. CONTENTS .... All other operations should be performed by trained service ...... 40RMQ016,024 and
Sprinkler Operating Mode - Electric valve-in-head models have three modes of operation; AUTO, ON and OFF. Mode is set us
depending on size and application. The 39G Galaxy central station air handling unit are built up in "Modules". (Refer to
PC 111. Catalog No. 534-767. Printed in U.S.A.. Form 48HJ-18SI. Pg 1. 9-00. Replaces: 48HJ- ... install, repair, or serv
should install, start-up, and service this equipment (Fig. 1). Untrained personnel ..... ded into position, place it on
Center of Gravity. Unit Height lbs. kg. ...... On a thermostat call for Cooling, IFC will be energized and ..... longed
ALTERNATE UNIT SUPPORT â When the curb or adapter cannot be ... PC 111. Catalog No. 535-006. Printed in U.S.A.. Form 50E-3SI. Pg 1. 8-96. Replaces: .... 365. 365. 365. COMPRESSOR. Type. Ckt 1. 06D328. 06D328. 06D537. 06D537.
Vitodens 100-W. WB1B Series. Wall-Mounted, gas-fired condensing boiler with
optional on demand hot water CombiPLUS Kit. Read and save these instructions.
Pinion depth setting tool for MW 9” cases. PARTS ... 4) At this point the total from
step 3 will be added to the checking distance engraved on the pinion, example,
4.983 +1.038” (check- ... 303-665-6901 303-665-7021 fax www.markwilliams.
com.
INSTALLATION - SERVICE INSTRUCTIONS 765 South Pierce Avenue Louisville, Colorado 80127
303-665-6901
303-665-7021 fax
Bulletin #6
www.markwilliams.com
Pinion Depth Tool
Page 1 of 1
PART NUMBERS :
Date August ‘99
DESCRIPTION :
PCMW......................................................Pinion depth setting tool for MW 9” cases. PARTS INCLUDED : 1 - 200-1...................................................Indicator Stand 1 - 200-2...................................................Calibration Standard 1 - 200-3...................................................Aluminum Indicator Clamp and Set Screw 1 - 200-4...................................................0”-1” Dial Indicator PRIMARY APPLICATION : This tool is designed to determine the proper shim thickness needed for setting the pinion depth on a 9” Ford ring & pinion. The instructions below should be carefully followed to insure proper set up. This tool was designed primarily for use with MW 9” Ford Aluminum and Nodular iron cases.
Align needle with zero
Read position of needle and add to 4.900”
Bezel lock knob 200-4 Indicator
Checking Distance Allen set screw with 200-3 alum. clamp
200-1 Stand
Measure on flat surface of pinion.
200-2 Standard
OPERATION INSTRUCTIONS : 1) Insert the 200-4 indicator into the 200-1 stand. Lightly tighten the set screw (make sure 200-3 aluminum clamp is in place under set screw). 2) Place stand and indicator on a flat surface, then place the 200-2 standard under the tip of the indicator. Loosen set screw and move the indicator up or down in the stand until the small needle is on 5 or 6 with the large needle roughly in the 12 o’clock position. Lightly tighten the set screw to secure the indicator. Note: Do not over tighten! Make sure the plunger on the indicator moves freely. Loosen the small serrated knob on the indicator and rotate the face of the indicator to align the large needle with 0 and tighten. The checker is now set to the 4.900 reference depth. 3) Place the gauge on the assembled pinion support. Note the position of the needle on the indicator, this number will be added to the 4.900” reference depth. This will give you the calculated pinion depth, example, 4.900” + .083” = 4.983”. 4) At this point the total from step 3 will be added to the checking distance engraved on the pinion, example, 4.983 +1.038” (checking distance) = 6.021”. Now the case thickness is subtracted from the new total, example, 6.021” - 6.000” = .021”. This is the shim thickness required to set the pinion to the proper depth for this gear set. All MW cases are 6.000” +/- .001. NOTE FOR USING PCMW WITH NON-MW CASES: In order to use the PCMW with a case from another manufacturer, an accurate measurement of the case thickness (distance from front of case to center of carrier bores) will need to be made. MW recommends that this measurement be made with a precision measuring instrument such as a CMM or electronic height gauge to ensure the accuracy.







































![Installation, Start-Up and Service Instructions [PDF]](https://m.moam.info/img/260x300/installation-start-up-and-service-instructions-pdf_6495e9a9098a9ece208b459a.jpg)





![Installation, Start-Up and Service Instructions [PDF]](https://m.moam.info/img/260x300/installation-start-up-and-service-instructions-pdf_649f3582098a9e103e8b457a.jpg)
