Ball/tapered bearing pinion support assembly for 35 spline pinion (7/16” pinion
studs). ... The rear bearing in a Mark Williams support are manufactured with a
bore ... recommended that gear oil be changed once a season after initial break-
in.
Pinion depth setting tool for MW 9” cases. PARTS ... 4) At this point the total from
step 3 will be added to the checking distance engraved on the pinion, example,
4.983 +1.038” (check- ... 303-665-6901 303-665-7021 fax www.markwilliams.
com.
Installation instructions. Audi A4/A5 (B8 series) 2008 ▷. Engine sound system.
For scope of delivery 8T0.071.901*. Audi Genuine Accessories®. Edition 11/ ...
Front hub/brake hat w/bearings, races and dust caps. ... When the dual piston
caliper (81100) kit Is used with drum brakes on the rear, a pressure reducing
valve ...
Please ensure that this manual is read and understood before commencing ...
listed below and details printed in this manual can cause product/property ...
Instructions. 5693 976 - 04 02/2015. Vitotronic 300-K. Vitotronic 200. Product may
not be exactly as shown. Read and save these instructions for future reference ...
The center drain plug looks like a star connection, ...... replacement or new construction jobs. 48H. E. ,H ..... be tur
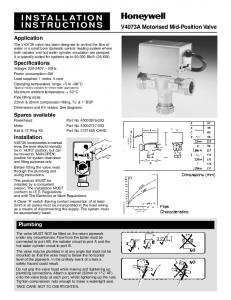
water in a small bore domestic central heating system where ... The wiring
diagram above shows relevant connections to a Honeywell junction box (Part No.
testing field-supplied gas piping at pressures of 1/2 psig or less, a unit .... For units being installed in California
Be sure interconnecting piping and electrical conduits ...... denser piping installation instructions for 30HL and HWA s
install, repair, or service air-conditioning equipment. ... operations should be performed by trained service personnel.
E20-II® software for design details and line sizing. Suction line sizing â Select ... When connecting the field tubin
external trap, pitch the line away from the unit at 1 in. per ..... 13.6. 73.4. 1â4. 1.4. 5.8 .57. 39.2/39.2. 45/45. 4
provincial and local plumbing or wastewater codes and other applicable local ...... NOTE: A trap must be installed in th
operations should be performed by trained service personnel. When working ... connections and power connections to the u
Service Instructions. CONTENTS .... All other operations should be performed by trained service ...... 40RMQ016,024 and
Sprinkler Operating Mode - Electric valve-in-head models have three modes of operation; AUTO, ON and OFF. Mode is set us
depending on size and application. The 39G Galaxy central station air handling unit are built up in "Modules". (Refer to
PC 111. Catalog No. 534-767. Printed in U.S.A.. Form 48HJ-18SI. Pg 1. 9-00. Replaces: 48HJ- ... install, repair, or serv
should install, start-up, and service this equipment (Fig. 1). Untrained personnel ..... ded into position, place it on
Center of Gravity. Unit Height lbs. kg. ...... On a thermostat call for Cooling, IFC will be energized and ..... longed
ALTERNATE UNIT SUPPORT â When the curb or adapter cannot be ... PC 111. Catalog No. 535-006. Printed in U.S.A.. Form 50E-3SI. Pg 1. 8-96. Replaces: .... 365. 365. 365. COMPRESSOR. Type. Ckt 1. 06D328. 06D328. 06D537. 06D537.
Vitodens 100-W. WB1B Series. Wall-Mounted, gas-fired condensing boiler with
optional on demand hot water CombiPLUS Kit. Read and save these instructions.
Tapered bearing pinion support assembly for 28 spline pinion (3/8” pinion studs).
57620.....................................................Tapered bearing pinion support assembly ...
INSTALLATION - SERVICE INSTRUCTIONS 765 South Pierce Avenue Louisville, Colorado 80127
303-665-6901
Bulletin #18
303-665-7021 fax
page 1 of 1
www.markwilliams.com
9” Ford Pinion Supports
January 6. 2006
PART NUMBERS: DESCRIPTION 57600.....................................................Tapered bearing pinion support assembly for 28 spline pinion (3/8” pinion studs). 57620.....................................................Tapered bearing pinion support assembly for 28 spline pinion (7/16” pinion studs). PARTS INCLUDED: 1 - 57605................................................Aluminum pinion bearing housing with TRD-3244 &-133 O-RING bearing races installed. HM804846 1 - -248...................................................Pinion housing “O” ring. 1 - 57904................................................Pinion seal. 57605 1 - 2790..................................................Front Timken pinion bearing. 1 - HM804846........................................Rear Timken pinion bearing. 1 - 57602................................................Reducer bushing for rear pinion bearing. 57602 1 - TRD-3244.........................................Rear bearing shim (.125 thick). 2790 1 - -133..................................................Centering “O” ring for bearing shim. 1 - 57603................................................Solid preload spacer (this spacer is machined to the proper thickness if part of complete support assembly). 1 - 57606..(NOT SHOWN).....................Flanged reducer bushings, set of 5 (for 57603 3/8” pinion studs) included w/57600 only. 57904 PRIMARY APPLICATIONS: Drag racing, Street and Oval track. Recommended for any high load application. INSTALLATION OVERVIEW: 1) The diameter of the pinion shaft is very important. MW pinion supports are pre-assembled and bearing preload determined based on a pinion shaft diameter of 1.3125” max. If the shaft is too large it will affect the preload on the bearings. Measure pinion shaft and polish shaft if needed. 2) Press the 57602 reducer on pinion shaft or press with stepped end toward the pinion gear. The step allows for the sleeve to be removed. The -133 “O” ring is placed on the pinion head to keep the TRD-3244 1/8 thick washer center on the pinion head. 3) With the three items in step 2 in place, press HM804846 pinion bearing on the 57602 bushing against the TRD-3244 washer tight against the pinion head. It is best to use a short piece of tubing, with an I.D. large enough to clear the bushing on the the pinion shaft, to push on the inner race of the bearing. 4) Stand the pinion on the end on the pilot stub. Slide the 57603 preload spacer down the pinion shaft to the rear bearing. The counterbore in the preload spacer will register on the small portion of the 57602 reducer bushing that extends beyond the inner race of the bearing. 5) Set pinion housing (57605) down on the pinion and slide front the pinion bearing (2790) into position. 6) Before installing the seal it is a good idea to check the bearing preload, even with a new assembly. Install yoke or coupler on the pinion, install pinion nut and torque to 110-125 ft/lbs (if possible it is suggested to use a used pinion nut during this operation). Rotate the pinion with an inch/lbs. torque wrench. The rotational drag should be 20-25 in/lbs (if re-assembling a support with used bearings the rotational drag can be 10-15 in/lbs). If the rotational drag is too low step up the pinion nut torque in 10 ft/lbs increments and re-check the drag. Once the correct drag is achieved note the pinion nut torque. Maximum pinion nut torque is 175 ft/lbs. If the amount of drag is too high the preload spacer is too thin and should be replaced (new spacers will require machining). If rotational is low the spacer will have to be trimmed. trim in .001 steps and recheck. Note: If a stock Ford yoke is to be used it will have to be shortened 1/2” on the splined end, this will allow full engagement of the pinion nut. This is due to the larger & wider bearings in the MW support . In addition seal diameter must also be extended forward 3/8”. 7) With the bearing preload checked and/or set, remove the yoke or coupler, install the pinion seal, re-install the yoke or coupler. Install a new pinion nut with Loctite and torque to the amount determined in step #6. TORQUE SPECS: Pinion Nut 110-125 ft/lbs unless higher torque required per step #6 above. Pinion housing nuts (3/8-24) 30-35 ft/lbs. Pinion housing nuts (7/16-20) 40-45 ft/lbs. MAINTENANCE REQUIREMENTS: Periodic visual inspection. Periodic inspection of bearings and races for excessive heat (discoloration) or wear (pitting).







































![Installation, Start-Up and Service Instructions [PDF]](https://m.moam.info/img/260x300/installation-start-up-and-service-instructions-pdf_6495e9a9098a9ece208b459a.jpg)





![Installation, Start-Up and Service Instructions [PDF]](https://m.moam.info/img/260x300/installation-start-up-and-service-instructions-pdf_649f3582098a9e103e8b457a.jpg)
