pk)fs](k ~ 1)/(1 - Pk) p=2y/( I+2y) y=8DStf/A~. Cs= kCo~(k~ 1)/(1 - Pk) {I+F[0.5(~ ~ 2. - l) -. 2(~ ~ I. - 1) - In ~]}. ~ I (1 pk)fs r=p3k(k-1)[(1+p)k-2](4y)~1(1-pk)-3 r m+1.
ISIJ International,
Vol.
35 (1995), No.
6, pp.
637-650
Revie w
Methodologies
Modeling
for
Microstructure
of Solidification
and
Their Capabilities
Doru M. STEFANESCU Laboratory, Department of Metallurgical
Solidification
and Materials Engineering, The University
of
Alabama, Tuscaloosa.
AL
35487. U.S.A. (Received on December14. 1994, accepted in
final
form on January 27. 1995)
modeling has knowna sustained development effort, supported by The driving force behind this undertaking was the promise of will allow process and material improvement. The most significant recent progress predictive capabilities that kinetics, for both the Iiquid/solid of transformation and the solidlsolid transformation, incorpoTation has been of publications in the macro-transport models. The results of these efforts have materialized in a proliferation and commercial software, someof which have penetrated the industry. Numerousclaims are maderegarding modeling methods accuracy and capabilities. They include prediction of casting defects, of microstructure length scale and composition, and even of mechanical properties. A reality test of these claims is the subject During the
last
decade, solidification
academic as well as
industrial
research.
of the present paper. kinetics modeling (MT-TK), and therefore for The methodologies for macro transport-transformation prediction of microstructural evolution, can be broadly classified as being based on the continuum approach approach, or, more recently, on a combined approach. (deterministic), or on the stochastic (probabilistic) transformation. Subsequently, it has been Originally the MT-TKanalysis was performed for the liquid/solid in of room temperature microstructure. prediction resulting extended to the solid/solid transformation, thus it Specifically, has been attempted to predict features like microsegregation, microstructure length scale, hardness, microhardness, and tensile properties. The success of fraction of phases, structural transitions, revi~wed in the paper. these efforts is critically
microstructure modeling; transformation KEYWORDS:
modeling; probabilistic modeling; modeling growth; cast iron; eutectoid transformation;
1.
kinetics
modeling; microsegregation; deterministic eutectic growth; dendritic
of mechanical properties; nucleation, gray/white transition; superalloys.
researchers has infected even skeptical industry based en~ineers and researchers, and computer modeling of solidfficatron But are rs nowaccepted "state of the art". really there? This is the main question that will be we addressed in the following paragraphs. modeling of castings is The purpose of solidification spatial description of the temporal and to generate a interface. liquid/solid the The applications movementof of such models include prediction of casting integrity, of microstructure length scale, and of the fraction of interface, three describing the liquid/solid phases. When
Introduction
With the advent of faster computer paralleled by the rapid development of numerical methods, the metallurgievolution have finally cal aspects of microstructure becomea quantitative engineering science. Indeed, in the broadest definition of engineering science we knowonly what we can predict through mathematical models. As late as 1975, to solve the complete macro transporttransformation kinetics (MT-TK) problem was conproblem".1) Microstructure sidered a "formidable strictly prediction an empirical exercise, were was elements of the microstructure were correlated with processing and material variables. However, today, as proven by the numerous papers that tackle various through phenornena occurring during solidification mathematical/numerical modeling, the task has lost its multitude of papers reputation for inaccessibility. solidification predict microstructure at boldly claim to solidification, the end of or even at room temperature. From there, it is only a short step to prediction of
must be considered (Fig. 1): (macrostructure): macro-scale The
length scales (1)
it
is
of the
A
and again, many papers have The enthusiasm of the academic
mechanical properties, declared
victory.
Frg.
637
1.
Solidificatiorrlength
scale.
C 1995 ISIJ
ISIJ International,
Vol.
35 (1995), No.
6
order of shrinkage
to m. Elements of the macro-scale include mm cavity, macrosegregation, cracks, surface
macro-volumein deterministic
and casting dimensions. Casting properties, and their acceptance by the customer, can sometimes be dramatically influenced by these macrostructure features. (2) order Themicro-scale (microstructure):itisofthe of ~m to mm. In most cases, mechanical properties depend on the solidification structure at the micro-scale
medeling
quality,
medeling
probabilistio
Fig.
and inclusions. The nano-scale (atomic scale): it is of the order of nanometers (nm). While at the present time there is no data base correlating elements of the nano-scale with the properties of castings, an accurate description of liquid/solid interface dynamics requires atomistic calculations. The present knowledge and hardware development do not allow utilization of the atomic scale in applied casting engineering. However, accurate solidification modeling mayrequire at least partial use of this
2.
ity
(3)
scale during Presently,
computation.
most empirical engineering knowledge casting properties to someprocess parameter such as cooling rate, t. The cooling rate results from the coupling of macro heat transport (MT) from the casting to the environment with the heat evolution during solidification, which is dictated by transformation kinetics
Division of the computational space for deterministic and probabilistic modeling of coupled macro-transport and transformation kinetics.
for energy, mass, species, and momentum transport solved. For example, to describe energy transport heat conduction equation is used:
aT(x,
K( T)
t)
V
at
pcp(T)
.
wrth
assumedthat TK does not influence MT, the two computations can be performed uncoupled. Typically, T is evaluated with an MTcode, and then, the If
micro-volume
of the continuum equations over somevolume element, First the computational space of the casting is divided in macro-volumeelements within which the temperature is assumedto be uniform (Fig. 2). Each of these elements is further subdivided in micro-volume elements, typically spherical, based on somenucleation law. Within each of these micro-volume elements only one spherical grain is growing at a velocity V, dictated by kinetic considerations. At the macro-scale level the basic transport equations
correlates
(TK)
v
macro-volume n
Elements of the micro-scale include the as-cast grain size and type (columnar or equiaxed), the dendrite arm spacing, the type and the intensity of chemical microsegregation, and the amountof micro-shrinkage, poroslevel.
it
is
where T(x,
MT
MT
MT-TK
the use of coupled codes. Equiaxed dendritic, Ref. 2), and equiaxed eutectic solidification, e.g. Refs. 3), 4), have been successfully modeled. However, the very progress in this field has unveiled the limitations of the deterministic approach used in modeling, and spurred research in probabilistic modeling. This e.g.
is
research unrealistic
a modest attempt at reviewing a dynamic in which highly imaginative work and claims are the two extremes, frequently
is is
en-
x,
and
t)
~
N(x,
t)'
4 I~R3(X 3
v
..........(2)
t) is the volumetric grain density and R(x, t) the grain radius. Computation of N(x, t) and of R(x, t) a micro-scale calculation, based on specific nucleation
mary, for the operation,
MT-TKone-velocity
~models,
presently in
macro-volumeelement is an open system in terms of mass transfer and energy, while the microvolume element is isothermal and closed for mass
Modeling Deterministic modeling of TKis based on the solution Deterministic
C 1995 ISIJ
t)
and growth kinetics. The coupling between MTand TK in Eq. (1). In sumdone through the source term
literature.
Methodologies for Transformation Kinetics Modeling
2.1.
.(1)
t)
at
is
2.
Q pcp(T)
where N(x,
field,
countered in the archival
1 J+
is
t)
f(x
TK TK
paper
~= L
af~,(x,
t)
the temperature field as a function of time, t, K(T) is the thermal conducis tivity, p the density, cp(T) is the specific heat. is the source term associated with the phase change. L is the constant volumetric heat of fusion during phase transformation, and,fs is the fraction of solid. To solve Eq. (1), ,fs(x, t) must be described, and appropriate boundary conditions selected. At the micro-level, a first deterministic modeling approach relies on the simplifying assumption that the solid phase has zero velocity (one velocity models), meaning that once nucleated the grains remain in fixed positions (micro-volume elements are fixed). Twophases, liquid and solid, are considered. If in addition grain coalescence and dissolution are ignored, for a given macro-volume element, v, in the casting at given time, the local average ,fs is: position,
microstructure length scale that includes phase spacing, ~, and volumetric grain density, N, are calculated based on empirical equations as a function of t. This methodologyis presently used by classic macro-transport models that solve the mass, energy, momentum,and species macroscopic conservation equations. They are inherently inaccurate in their attempt to predict microstructure because of the weaknessof the uncoupled and MT-TKassumption. Indeed, since, in effect, solidification, during coupled prediction accurate are of microstructual evolution revolves around modeling both and TK, and then coupling themappropriately. Significant progress has been recently madethrough
TK
VT(x,
are the
638
the
Vol.
ISIJ International,
*~ • h(T
-
T~)
columnar
solid
dendrites
:'
6
TL(cJ - ATN
Tti
TE
35 (1995), No.
cquiaxed
aT
liquld
graios
5?-O
C~) x~L
x
3.
Fig.
of the physical
Illustration
pt*
ph=d ph-i
dendri*
Phases phascdphAsel
problem
in
the multiphase
approach.6)
ndxite
en~'1epe
~*.tope
trans port.
Wangand Beckermans,6) have proposed a multiphase solute diffusion
model for
dendritic
alloy solidification. length scales in
This model accounts for the different structure.
A
N
ATn a)
AT
continuous nucleation
4.
Schematic comparison between assumptions of stantaneous and continuous nucleation models.
in-
A
a volume element with AT or t. A summaryof the and of the parameters that must be experimentally evaluated or assumedis given in Table 1. It is seen that all models have either two or three fitting in
initial
basic equations
of solidification on the final microstructure. Two-velocities models that concomitantly solve the equations of two-phase energy, mass and momentum stages
parameters
systems have been outlined.7-9) However, this method is not implemented in an MT-TKcode at this time, and such an implementation is not trivial. Any of the MT-TKmodels previously discussed requires nucleation and growth laws for the TKpart.
.
In Oldfield's continuous modello) a power law function, K1(A T)", fitting the experimental data on cast iron, was used to evaluate the final number of grains. Fromthis, an equation for nucleation velocity is derived (Eq. (3) in Table 1). Equation (3) was later modifiedl5) It to include the residual volume fraction of liquid. this correction appears that for equiaxed solidification is negligible because the nucleation process will cease before a significant portion of the metal has solidified. Calculations for the peritectic Al~ri systemi) showed that whennucleation wascompleted the fraction of solid was a mere 10~4. However, it is claimed that such an equation gives a better description of nucleation during
N=
Nucleation Laws Evaluation of nucleation laws, to calculate grain density, is the weaklink of TKmodeling. While at least two significant methods, based on the heterogeneous nucleation theory have been developed, they are still
and rely heavily on metal- and experimental data. The continuous nucleation model (Fig. 4b) assumesa continuous dependency of on temperature. Somemathematical relationempirical
b)
(site
A
(CET). While the progress madeby implementing the onevelocity MT-TKmodels is remarkable, their limitations are obvious if one considers for example the role during
ATn
ship is then provided to correlate nucleation velocity, T, cooling rate, or temperaNlat, with undercooling, ature. summation procedure is carried on to determine the final numberof nuclei. The instantaneous nucleation model assumessite saturation, that is that all nuclei are generated at the nucleation temperature, TN (Fig. 4a). Again, an empirical relationship must be provided to correlate the final numberof nuclei (grains)
was
of equiaxed grains
instantaneous nucleation
Fig.
columnar-to-equiaxed transition
transport
AT
saturation)
liquid is assumed. Macroscopic conservainterdendritic tion equations were derived for each phase, using a volume averaging technique. The model can incorporate successfully used to predict the coarsening and
fluid
N
Ns~~
A
of
time
tlme
control volume containing is considered to consists dendrites equiaxed columnar or liquid, and extraof three phases: solid, interdendritic (Fig. 3). The two liquid phases are liquid dendritic length scales and associated with different interfacial dendrite envelope have different transport behaviors. is defined the interdendritic interface separating the as and extradendritic liquid phases, and its movementis governed by the growth model for the dendrite tip. Thermal undercooling, melt convection and solid transport are ignored, and complete mixing in the the dendritic
in essence,
process-specific
N
directional
639
solidification.16)
C 1995 ISIJ
Vol.
ISIJ International,
Table
Model
1.
Summaryof
aN
Maxwell and Hellawelll)
Continuous
Thevoz et
Continuous
1)
based on Huntl4)
Fitting
eT
aN
(4)
Ns'
e
(5)
Ns'
ATN, AT,r
r)
(6)
N..
Rmax' Rmin
- AT2
(7)
N~(d T/dt)
N,
Continuous
N(,')
(statistical)
dN
T
Instantaneous
(A
= l~~A
exp
-Rmin)3
T- ATN)2 2(AT.)2
T.
3NS
= (R
K1
n,
T
e(A T)
parameters
(3)
et
f(O) [~ dN = (Ns~ Nl)~2exp AT2(Tp-AT)
(statistical)
Goettsch and Dantzigl2)
6
nucleation models.
nK1(A T)"- I
at
al.13)
995), No.
Basic equation
Continuous
Stefanescu et
(1
Type
Oldfield'o)
al.1
35
(Rmax
max
(Ns~ Nl)ps2exp
't3
In the morefundamental model developed by Maxwell and Hellawell,i) (Eq. (4) in Table l). N~ is the number
N
of heterogeneous substrates. Ni is number of particles that have nucleated at time i, Tp is the peritectic temperature, and f(e) is the classic function of contact
Thevozet
al.
.
Oldfield
angle.
Other continuous nucleation models introduced some
statistical
distibution
functions to help describe the rather large size of grains sometimesencountered in castings.
A Gaussian (normal)
distribution
AT
of number of nuclei
Fig.
with undercooling was introduced by Thevoz et al.,ll) Eq. (5) in Table I In this equation, ATN is average nucleation undercooling and AT. is the standard deviation. The samedistribution was used by Mampeyl7) to model spheroidal graphite (SG) iron solidification. However, rather than applying this distribution to the numberof nuclei, he applied it to the size of nuclei. To avoid the complication of having to specify for heterogeneous nucleation, the width of the substrate was used as a function of undercooling (K2/A T). Goettsch and Dantzigl2) assumed a quadratic distribution of the numberof grains as a function of their size, N=ao+ alr+a2r2. This allows calculation of the numberof nuclei of a given radius r, N(r), as a function of the total number of substrates, the maximum grain size, R**., and the minimumgrain size. R~i* (Eq. (6) in Table l). The main assumption used in the instantaneous nucleation modell3) is that all nuclei are generated at the nucleation temperature. Calculations for eutectic cast iron showedthat all substrates becamenuclei over a time interval of about 2sec. Therefore, Eq. (7) can be substituted by aN/et N~6(T- TN), where 8is the Dirac = delta function. Integration gives a total numberof nuclei of N~ at TN. While p2 and ,l3 affect the nucleation rate, only N~ will determine the final grain density. Thus, the dependency between cooling rate and grain density reflects a direct correlation between cooling rate and the numberof substrates, N~(dT/dt). So, which model works best? In principle they all work, since they are based on fitting experimental data. Thus, the issue is which one fits experimental data better? This is debatable. As shownas an example in Fig. 5, the
5.
Schematic comparison betweendependencyofnumber of nuclei on undercooling by two continuous nucleation models.
.
e
main
difference
C 1995 ISIJ
between Oldfield
and Thevoz
et
al.
640
models is the use of second or third order polynomial, respectively,
to fit the data. In other words, they are using two and three adjustable parameters, respectively. Twoadjustable parameters seemto be sufficient in most cases.
In general,
for alloys that solidify with narrow sointerval the instantaneous nucleation model is recommended,since it saves computational time. The use of the continuous nucleation model runs into lidification
com-
putation complications, related to the definition of the dimensions of the micro-volume element (diffusion distance), whenapplied to equiaxed dendritic solidification, unless complete solute diffusion
is
assumedin the
liquid.
Experimental evaluation of heterogeneous nucleation laws has been traditionally oversimplified. Typically, the final numberof grains at the end of solidification is used to compute a nucleation law. However, as demonstrated through liquid quenching experiments,18) the evaluation of nucleation law from the final grain density
may result in inaccurate data, since grain coalescence plays a significant role. Indeed, the final eutectic grain density in cast iron was found to be smaller by up to 270/0 than the maximum number of grains developed during solidification. In all these models, the development of the grain structure was assumedto occur by heterogeneous nucleation tipon a family of substrates of variable potencies and population densities. Such a heterogeneous model has some obvious justification when substrate particles deliberately into introduced are a melt to in equiaxed grain formation. ~lowever, promote many
ISIJ International;
Vol.
35 (1995), No.
6
For MT-TKmodeling the only deterministic dendrite models that can be used at the present time are the simple geometry models. While they cannot describe the ge-
cases deliberate additions are not madeto the melt, and yet equiaxed grain formation takes place in bulk liquid at small undercoolings. Steube and Hellawell,19) based on compelling experimental evidence (see for example Davies20)), argued that in such cases nucleation can be consider to be the result of fragments of the base material
ometric complexities of the dendrite, through the use of averaging techniques and massbalance calculations, they can provide a veridical picture of solidification kinetics. Since the solutal field is the main driving force of dendritic growth, an accurate representation of the liquid composition is required. This is provided by microsegregation models. Thus, a dendritic model is only as good as the microsegregation calculation. summary of the major assumptions madein selected deterministic models for equiaxed dendritic growth is presented in Table 2. for both dendritic and eutectic equiaxed Typically, grain growth, velocity is calculated as a function of bulk undercooling:
introduced during pouring (e,g. "big bang" nucleation suggested by Chalmers21)), or formed during subsequent solidification (ripening and local remelting of columnar dendrites, e,g., Jackson et a/.22)). Thus, it is reasonable to assumethat, even in the presence of deliberate grain there do exist, at all times, other refining additions, "nuclei". Accordingly, Steube and inherent identifiable Hellawell suggested an alternative modeling approach, considers these crystal fragments. This that specifically model should include the following steps: (1) the kinetics (2) of fragment formation or "crystal multiplication"; the transport of fragments from the liquid or mushyzone into the bulk liquid because of natural convection or forced stirring; (3) the survival time of crystal fragments in the bulk liquid above the liquidus temperature; (4) the growth and sedimentation rates of fragments which survive long enoughto enter a region below the liquidus temperature. They claim that this alternative approach is physically more correct than that strictly based on heterogeneous nucleation. However, they recognize that it maybe difficult to formulate someof the proposed steps with sufficient confidence. This model is still in the design stage.
A
V=eR/at pAT
Various growth coefficients, kt, are used, depending on the type of equiaxed grain described and on their assumptions. A summary of most commongrowth is given in Table 3. The difference coefficients between the models described by Eqs. (9) and (10) is not only in the additional thermal term in Eq. (10), but also in the use of more advanced microsegregation model in the later
case.
Growthof the cooperative
irregular austenite-1amellar graphite eutectic has been mostly modeledthrough some approximations of the Jackson-Hunt equation. When Eq: (8) is used the major assumption is that the interface undercooling is equal to the bulk undercooling. This is true for moderate cooling rates, in particular during the eutectic arrest.27) This assumption implies that the is strictly the solutal driving force of eutectic solidification
Growth Laws to describe mathematically the of various casting alloys, one evolution microstructure the of growth the primary phase, of regular, must model eutectics, irregular, divorced and of phases like and carbides and intermetallic compounds.Both determinis-
Whenattempting
models have been proposed to and probabilistic describe dendritic growth. Deterministic models differ tremendously in complexity, based on their ultimate goal. They can be classified as follows: solely e tip kinetics models: they attempt to describe dendrite tip kinetics, as determined by the thermal and tic
solutal
field,
and by
caplillarity
(Fig.
..........(8)
12.s
ro
,.o
1'*td
"
1.5
j/
_25
a) tiP kinetics
models
2.5
.
Model
6a);
~5
Major assumptions used in
,)
ro
-l
~~" ro
-1' Ifa
c)
b)
None
Diffusion
limited
Equilibrium No solid diffusion+ Scheil
tip
Nastac/Stefanescu25)
Solid and liquid
Dendrite Dendrite Dendrite
tip tip
641
x
complex geometry models 23)
simple geometry models
equiaxed dendritic
Growth kinetics
Maxwell/Hellawell I ) Dustin/Kurz24) Rappaz/Thevoz2)
)
""
"I~'
.'1
, -
deterministic
Microsegregation model
)
,
\\. \j ."
7,5
-
Frg. 6.
diffusion
.
~l'*"
6c).
2.
,.*i'_..-
)"-,:1~
..
e complex geometry models: they attempt to describe growth kinetics of complex geometry dendrites taking into account the thermal and solutal field, and capillar-
Table
.~
'
(~(~.\;'.:'•
ro~v
6b);
(Fig.
,.
\:
~~~,:~~~~-:~:,;:i{~::/:::~~:,)/:f,~~e:
e simple geometry models: they use tip kinetics models and solutions of the thermal and solutal field to describe growth of simple geometry (lD) dendrites (Fig.
ity
,ilL1*"---
_
" +
-'-----
spherical
growth
Models for dendrite growth.
growth models. Solutal
Thermal
undercooling
undercooling
No Yes Yes Yes
Coupled with
MT
Yes Yes
Yes
No
Yes Yes
Yes
No
C 1995 ISIJ
ISIJ
Table
lnternational,
Growth coefficients
3.
used in
(1
995), No.
MT-TKmodels for
Growth coefficient,
Equiaxed grain
DL[27T2 rmL(k-
Star dendrite
Globulitic
35
Vol.
[27T2 FmL(k
dendrite
-
-
For
l .20
Model
Geometry
Scheil33)
Brody/Flemings34) Clyne/Kurz35)
Ohnaka36) Sarreal/Abbaschian37) Kobayashi38) Nastac/Stefanescu3 9)
Complete
No Incomplete Spline
fit
Quadratic equation Limited No restriction Limited Columnar Plate, columnar, equiaxed Limited Linear, columnar
Table
Brody and Flemings34) Clyne and Kurz35)
Ohnaka36) Kobayashi38)
Nastac and Stefanescu39)
+ kfs] = Cs kCo(1 -fs)k 1 = Cs kCo[I (I 2cck) fs](k ~ I - 2ak) = - Cs= kCo[( I 2~k) fs](k ~ l)/(1 - 2s2k) Cs kCo[1 (1 pk)fs](k ~ - Pk) = - Pk) kCo~(k ~ Cs I + F[0.5(~ ~ 2=
28)
'
~I
ms~m y
AT
29, 30)
(il)
msmy
Liquid
Partition coefficient
Complete Complete Complete Complete Complete Complete Complete
Constant Constant Constant Constant Constant Coustant
Limited
Variable
Variable
Growth
No restriction No restriction No restriction Norestriction Linear parabolic
No restriction Linear
No restriction
Coarsening
No No No No No No No Yes
4.
c'
c(
1)/(1
1)/(1
rLI
Cs= k*f Co
{
(1
l)
~I
+ l)
~
I exp[-(
n7T
f~l3
~=1n -f~!3)
ILexp
~ ~
fs
cc,2,
the thermal undercooling
is negligible during Experimentally evaluated values for the growth coefficient of the lamellar graphite eutectic are given in Table 3. The lower values correspond to undercooled graphite. Thevalues quoted in Ref. 27) were calculated on the basis of experimental results reported
= (R*/Rr) 'n=0
)2Dst
R~ e(
ll20c)
r=p3k(k-1)[(1+p)k-2](4y)~1(1-pk)-3
pk)fs
+ 1)]
+I(~
n= 1
"
~ I -f~/3
m+1 for plate
m=I for m= 2 for 2 DLl fJ R2
columnar (cylindrical) equiaxed (spherical) oc~/tan(ocn)=
I -f~/3
during solidification, that is, some kind of microsegregation model. Assessment of microsegregation ocalloys is also important because curring in solidifying it influences mechanical properties. summaryof the major assumptions used in some analytical microsegregation models is given in Table 4. The basic equations for these models are given in Table 5. Manynumerical micro-segregation models have also been proposed. However, the use of numerical segregation models in MT-TKcodes increases dramatically the computational
solidification.
A
in Ref. 32)
For the growth of the divorced spheroidal graphiteaustenite eutectic a simple diffusion model seems to produce acceptable results. Equation (8) with the growth coefficient Eq. (1 l) in Table is used to describe graphite and austenite shell kinetics.
3
time. Analytical
models are by
far preferable.
Multi-component A110ys
Most of the preceding discussion addressed the case of binary alloys. In order to predict the soldification path of multicomponent alloys it is necessary to know the
Microsegregation Models A comprehensive theoretical
treatment of dendritic growth requires accurate tracking of the s,olutal field
C 1995 ISIJ
(1
k.f)fs
l - (m+ l)[kefl(s"'
I(L3)=2fs2/3(1
tf/A2
= 4DS ~= [1 - exp( - I/oe)] - 0.5exp( p= 2y/( I + 2y) y= 8DStf/A~ 2(~ I 1) In ~]} - ~ - -
)!(1
le
1) i.e.,
27) l 8)
Equation
I(3)=~i
eutectic
25)
Cs kCo/[(1 -fs)
Scheil33)
field,3
(lO)
10~7m's1 K-2
diffusion
Model Lever rule
2)
l0~8m's ~ 1'K~2 l0~8m's ~1 'K~2
•
Equations for models in Table
5.
(9)
microsegregation models.
analytical
Solid diffusion
No restriction No restriction No restriction No restriction
Lever rule
3.1
msmL
Major assumptions used in
4.
-
r
~1
)J L +CE -~C D~LRy(Rv/Rc ~ I) ms~m
Divorced eutectic (spheroidal graphite iron)
Table
.
to 9.5•
10~8 to alloys : 10~6 to
Al1 1Si
Ref
Co] l
l)
For gray rron : 7.25 l0~8 Cooperative eutectic
equiaxed grains.
,l
C~D~I + pLKj l]
1)
6
642
ISIJ International.
equilibrium phase diagram of the alloy systems, such as superalloys mental phase equilibrium data are Assuming that the influence of
Vol.
or cast iron,
1)C~2p,
(k F m ,-
DLi
,
~
C~jpj
Similarly,
Table
where T*
~m i
PL)J!
it
(12)
+ KL
>L- Tb
CPU-timefor an explicit
Latent heat
method
method
method
510
l06
Ol.
has to be
scheme.42) FDM
Enthalpy method
Micro-enthalpy
muchsmaller than
(no
TK)
100
the recalescence period
muchlonger computational
times are required as
comparedwith codes that do not include TK(Table 6). is The a partially coupled approach that assumes transfer throughout the micro-solidiheat constant a
MEM
LHM,
MEM
path. While not as accurate as the substantially time. In a benchmark decreases the test, the wasdecreased about five times a compared with the and was only o/o longer than for the fication
CPU
CPU LHM,
..........(13)
*
classic
enthalpy method.
As
6
for accuracy, in the case of eutectic gray iron, for cooling rates between and 5'C/s, a maximum error of 0.3 o/o was calculated in the prediction of the recalescence and solidus temperatures, with respect to the
is
I
LHM.
Recently, Wangand Beckermann6)have modified the by feeding the calculated solid fraction variation back into the energy equation to rectify the temperature field. Thus, it is claimed, it allows for a complete coupling between the heat and solute diffusion processes.
I
energy
Relative
Coupling
Thus,
the melting temperature of the pure metals, Tb is the bulk temperature defined as the average temperature in the volume element, and n is the numbcrof components in the alloy. This approximation is valid for low concentration of the components in particular olo), whenit is assumedthat the interaction between various alloying elements can be neglected. It should be also noted that the stability constant, (r*, mayvary with concentration40) and with the anisotropy of interfacial
(
6
in order to properly describe microscopic solidification.
the number of components in the alloy. the undercooling can be evaluated with:
i=1
6.
CPUtime,
is
AT=T*+
995), No.
experi-
j= l
where n
(1
For complex
alloy.
not available. various elements on coefficient the liquidus slope and partition can be obtained from mass weighted average, for a multicomponent system, the growth coefficient, ,l, in Eq. (lO) can be modified as follows25): ,4=2(T*{i~jl
35
MEM
.
Another approach is to computethe phaseequilibrium data of complex alloy systems from the Gibbs free energies of the liquid and solid phases as a function of composition and temperature, when known. The basic methodology has been recently described by Chen et al.,41) and applied to a nine-component superalloy. Initially, a simple Scheil model was used to computethe in change fraction of solid with temperature, using the calculated phase equilibrium data. However, since the predicted solidification range was larger than the measuredone, a modified Scheil equation was derived, assuming incomplete mixing:
CL~
s~tut.
wherefs~tut. liquid.
is
(1-k)dfs=(1-fs)dCL
the fraction
of solute mixed into the bulk against experimental range.
ranges were found whenassumed that between 60 and 80 o/o of rejected solute was mixed into the liquid. Using measureddendrite spacings and assumingthat the crystals were growing in a cubic array, the shape of individual columnar dendrite arrays and the size of the interdendritic channels were predicted as a Finally, function of position. pore morphology was inferred, based on computation of fluid rate in the channels. solidification
Coupling of
MTand TK
Twomain numerical coupling:
the latent
Modeling
g
beyond present hardware capabilities. However, significant work has already been done to predict microis
The model was calibrated
Realistic
(Stochastic)
The main limitations of the deterministic calculations, that are based exclusively on the the continuum model, are that they ignore the discrete and crystallographic aspects of dendritic growth. To include such features in the model it is required to consider the nano-scale. Electronic structure calculations are already performed for small clusters of atoms ( while atomistic typically calculations employ between 102-104 atoms. While these numbersare continuously increasing, weare still far from being able to include more than a single, feature, such as grain boundaisolated microstructural etc.43) Indeed, to simulate for example ries, dislocations, lOO of metal, 1024atoms must be considered, which
............,(14)
data in order to predict the measuredsolidification
Probabilistic
2.2.
schemeshave been developed for Heat Method (LHM),4'27) and the
calculations. structure evolution through probabilistic that inProbabilistic the advantage have models size their dividual grains are identified shape and and solidification. graphically throughout The be shown can computational procedure requires the following steps: the domain is divided into a regular network of cells; variables and states are attributed to the cells; a neighborhood is associated with each cell; transition rules that govern the evolution of the possible states and that play variables of the cells are defined. Phenomena formation, in role grain important as-cast structure an such as crystal transport in the melt and crystal remelting,
can be simulated.
By adapting a Monte-Carlo simulation developed for
Method (MEM).2) The LHMfully couples MTand TKand is the most accurate. However, Micro-Enthalpy
because the time step increment necessary to solve the heat flow equation is limited by microscopic phenomena,
643
simulation of grain growth in solids, Spittle and Brown44) have developed models that give qualitative predictions
of the infiuence of processing variables
(e.g.,
superheat,
C 1995 ISIJ
ISIJ International,
Vol.
35 (1995), No.
6
mold temperature) and of alloy parameters (e.g., m, k, Co) on grain structure in single phase binary alloys, including the CET. However, their model ignores the of macro- and micro-transport, and therefore from a lack of physical background. The MonteCarlo time step is not related to the solidification time. A morefundamental approach has been used by Xiao et al.45) They simulated microscopic solidification morphologies of binary systems using a probabilistic model that accounts for bulk diffusion, attachment and detachmentkinetics, and surface diffusion. Anisothermal two-component system contained in a volume element subdivided by a square grid wasconsidered. Initially, the region was filled by a liquid that consists of particles A and B, that occupy each grid point according to a preset concentration ratio. Diffusion in the undercooled liquid was modeled by random walks on the grid. Through variation of interaction energies and undercooling, a broad range of microstructures was obtained, including specifics
suffers
Fig.
potential.45)
0.8
~p'~
systems, and layered and ionic compounds. It the interaction energies between atoms, the microscopic growth structure can range from complete mixing to complete segregation (Fig. 7). For the sameinteraction energy, as undercooling increases, the phase spacing of lamellar eutectics decreases. Thus, continuum derived laws, such as ~AT=ct., were recovered through a combination between a probabilistic model and physical laws. Further, the composition in the liquid ahead of the interface is very similar to that predicted from the classic JacksonHunt model for eutectics, as shown in Fig. 8. Interestingly, the length scale of the lattice, a, is several orders of magnitudes higher than the atomic size. Thus, this is not a nano-scale model. However, the main merit of this work is that it demonstrates that physical laws can be successfully combined with probabilistic calculation for modeling, even when the modeling scale is larger than the nano-scale. Probabilistic calculations were coupled with de-
TK
solidification
O.4
e'
oFr .b.
~
o
8
o
o
o~
O
o
8 g9
40
o~
~(~~QA9
~o
20
I
~~~. 60
80
1OO
120
(a) DISTANCE INTERFACE ALONe
Fig.
8.
Concentration solid
([])
in
mole fraction
parallel
to the liquid/
interface
at 2a (O), lOa (1), 20a (A) and 50a into the liquid, where a is the lattice constant.45)
with the randorn location and crystallographic orientation of new heterogeneous nuclei. Grain growth was modeledby defining a probability for a liquid cell to be entrapped by a neighboring solid cell growing with a dictated by tip growth kinetics. While it is claimed that growth velocity of dendritic grains is calculated with a determinstic growth model,48) the P~clet number is fixed. This implies that the change in the compositional field (constitutional undercooling) during is simply ignored. solidification In addition, thermal undercooling is also ignored. Themodel accounts for the role of preferential growth directions. velocity
by Zhu and
TK
Careful selection of cell size is required. Indeed, for models using dendritic tip growth kinetics without mass averaging, when r/l~:; l, where r is the dendrite tip radius and is the size of the cell network, the predicted solidification time is reasonably close to the experimental one. However, whenr/1 l, the calculated solidification time is muchshorter than the real one. This is because of the assumption that whenthe dendrite tip reaches a cell the whole cell becomessolid. In the first case much faster evolution of fraction of solid is calculated than in the second case. Also, the numberof cells must be much larger than the numberof nuclei in the volume element. The advantage of probabilistic models is that the computedmicrostructures can be comparedwith micrographs from various cross-sections of the castings. Thus, the computer output becomesa dynamic metallographic microscope. Since growth competition betweencolumnar and equiaxed crystal, as well as preferred crystallographic growth direction are well described by the model, the
I
MT
TK
Rappazand Gandin47) assumeduniform temperature within the specimen. The model is not coupled to an MT code. Energy transport was calculated by imposing a cooling rate on the system. Monte Carlo procedure stochastic the used to model phenomenaassociated was
A
C 1995 ISIJ
JO E
0.2
Smith.46) Grain growth was calculated on the basis of free energy associatthe change of bulk and interfacial ed with the change of state of one cell from liquid to solid. Preferential crystallographic growth direction was ignored. This probabilistic model was coupled to model, as shown in Fig. 2, by subdividing the an macro-volume element in cells for which probabilistic calculations are run. Note that while the macro-element can be partially liquid and partially solid, the cells can only be either liquid or solid. Thus, the complete model is deterministic in calculations involving heat transfer, but probabilistic when calculating grain growth. It is clairned that the model includes both energy transport and solutal field calculations. However, there is no explanation in the papers of how microsegregation is model. modeled and coupled to the
MT
"..
o
TK
MTmodeling of
Z O F O ( lr LL LU
was shown that, dep~nding on
o
o o Is).L ~
fl~
)~C
eutectic
terministic
Role of increased under cooling on microscopic growth morphology: (a) AplkT=0. ; (b) A,~/kT=0.5; (c) (d) A,tlkT=5; A,1lkT=00. A,4 is the chemical
7.
644
ISIJ International,
Vol.
35
(1
995), No.
6
b)
Fig.
9.
Results
2D
of
modeling of
probabilistic
solidification
configuration.
TK
on square
Sample (b) has solidion more nuclei than sample (a). This has changed the position of the CET, and the distribution of the last regions to solidity, showedin white. The last regions to solidify may be fied
associated with dispersed shrinkage.
CET
and crystallographic texture can be predicted quantitatively. An illustration of the graphic capabilities of probabilistic modeling of uncoupled with are given in Fig. 9. Nucleation in all samples triggered
TK
at the boundaries of the casting as in its bulk.
ivv:~e~~:iNi-~;oln]~1)Y'
r{vps~lv:'
(segregation)
MT
was
is
fair
dendritic
microstructure Predictive
Fig.
Microstructural
lO.
through
l: ~:aa;~ss~to-
-crystalline
large grains
a/.
(D
G)
~: o (D
g 15
~~
i
O O
la
10 O 'O
E =
~! c~
o
co
o o
J: cl
~ o z o ~c x: z o ':L
a5
(,)
,:
G Z
LL co
Q)
=
3.1.
o+
Laves
'V
be presented in the
claimed to be predicted
~e
~ 22.3 i g 20 ~:
Numerousclaims regarding the predictive capabilities of MT-TKmodels are madein the archival literature. They are broadly summarizedin Fig. 10. A short review
features
MT-TKmodeling.
25
~~Coo
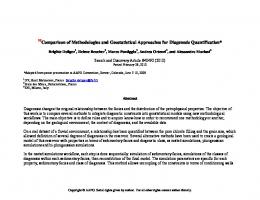
Microsegregation A comparison of niobium redistribution predictions in Inconel 718 by various models is presented in Fig. 11. Different composition profiles and final fraction of Laves phases are predicted. Comparisonof models predictions was done only for the final fraction of Laves phase. The Nastac-Stefanesuc (NS) model for spherical geometry predicts 1.2 ~/. Laves, which is in the experimental range of O.38 to 1.44 '/o by volume Laves phase, measuredby Thompsonet al.49) A11 other models predict higher
amorphous-to
eutectics and eutectoids
MT-TKModels
of the main achievements will following paragraphs.
columnar-to-equiaxed
arm
spacing in
scale.
of
in
cast iron
interlamellan
MT-TKmodeling.
Capabilities
STRUCTURAL TRANSITIONS gray-to-white
spacing
to say that probabilistic in dendritic
someinroads
3.
r~~rlE~l
ASELENGT}1 OFPHASES SCALE grain size (grain density)
(volume element), as well
models have made However, there are manyproblems to solve before these models will provide an accurate description of temporal and spatial evolution of temperature, fraction of solid, and It
PI{
}IOMOCENEITY
co
c:
,:
co
c:,
(,)
Equilibrium
5
,p
C9
l~
G'
C
o
Experimental [Thompson]
o92
o94
0.96
0.98
1.00
fr Solid fraction '
Fig.
Il.
Comparisonof various models for
Nbredistribution
718 solidified with equiaxed morphology.39) Initial Nbcontent was 5.25 wt"/*. in
Inconel
fractions. 3.2.
of microsegragation in SGiron is parimportant since, for certain elements such as Moor Mn, it is not possible to determine the microsegregation ratio experimentally, because of carbides formation in the intergranular regions. The classic Scheil model cannot be used to predict the microsegregation ratio at the end of solidification. The recently developed Calculation
analytical model for solute redistribution, that considers diffusion in both liquid and solid,39) wasused to calculate
segregation of typical
results
Mn, Mo, Cu, and Si shown in
Fig.
in 12.
are particular for Cu, the correct distribution the end of solidification.
SGiron. Some Note is
that,
Microstructure
Length Scale of microstructure is one of the main goals of MT-TK modeling. This includes microstructure length scale (grain size and phase spacing) and fraction of phase. A11 the nucleation models previously described are claimed to give an accurate representation of grain size distribution across the microstructure of the casting, and thus of grain size (Fig. 13). This should not come as a surprise, since the final grain count measured on the metallographic sample is used as an input for the nucleation law. Fras et al.52) pointed out that in someinstances fine eutectic grains are found in the thermal center of the Prediction
ticularly
in
predicted to
645
C 1995 ISIJ
ISIJ International,
3.5
c~(o
o_ E :a::o
3,0
ex perim. ,Sch eil
2.5
'average
o
5:F
2.
a,
1 .34 ~::o 1 c:o 1.o
':,
Fig.
1.36
'~~;
Q'
t:o
t:os:
a,=Oo
1~c:
'expenm.
model
Scheil
0.9
average Cu
O.6 0.8 06 o6 o8 1.o
0.4
o
6
o
15•O_ 1.5
~ 1.2 0=
0.2
995), No.
1
~i
Mn
u,1~
0.0
(1
: O~~oo 1.8
U)cU 2.0 cD~' 0~: ,~a, .5
0.5
35
Vol.
0.0
0.2
O.6
0.4
0.8
12.
Measured and predicted microsegregation evolution SGiron.50) Experimental data were taken from Ref.
1.0
in 51).
Solid fraction
Solid fraction
2500 jl~
measured
c?
E 2000 E
~ ,,,
c:
o 1500
U ~ * ::
Fe-C-2.5
o 1000 o a, s
uJ
wio/o Si
E E uf
cr,
c: ,v
*a,
500 I,IIlbldl
o
o cb s
Fig.
1:,
o
10
20 30 40 50 60 70 Casting diameter, mm
CQ
Cooling
a)
rate,
Klmin
b)
When examining the correlation between undercooling and nucleation events, it was noted that after the maximum undercooling is reached, nucleation eutectic the during arrest, but starts again at the stops end of solidification, when higher undercooling occurs (secondary nucleation). The secondary nuclei mayhave only a short time available for growth. Thus, a mixed large grainsfine grains structure will occur. They also demonstrated that such a behavior can be predicted through MT-TKmodeling. The major problem with all nucleation models is that, is while experimental evaluation of such correlations possible, they are only valid under the given experimental conditions. Most likely, the nucieation potential of will never be predicted from first industrial melt an casting.
E E ,,f
=
~ ,g
= ,~
L a, .:
~U)02
~E
.
,:)
.: ,~ ,U
* (S Fig.
14.
O
20 40 60 Casting diameter,
80
mm
Comparison between maximumgraphite lamella eutectic grain length (O) and predicted maximum radius
The
(line).
12)
according to which an irregular
eutectic has two sigextremum and branching. However, lamellar spacing predictions differed significantly from the experimental ones. Zou and Rappaz55) used a simpler approach based on the Jackson-Hunt equation ~2 V=uA, where the growth coefficient was chosen to fit the experimental data. For Fe-C-2.5"/*Si alloys significant discrepancies between predicted and measured average lamellar graphite eutectic spacing was found at nificant
(for cast iron).
Existing models should be improved to account for grain coalescence in the early stage of solidification. Dynamicnucleation models mayinstill somehope, but they are in their infancy at best. Phase spacing in regular eutectics is, probably, the microstructure descriptor easiest to predict, because of
spacings,
cooling rates higher than 0.05 to 0.066 K/s. If the grain size is known, since it is reasonable to length of the graphite lamella assumethat the maximum is the radius of the grain, 12) the maximum graphite length graphite length 14). (Fig. Themaximum can be predicted
well-behaved nature. However, for irregular eutectics considerable morework is needed. At least two attempts have beenmadeto evaluate graphite spacing in gray iron. Banerjee et al.53) used Magnin and Kurzs4) theory, its
C 1995 ISIJ
0.3
o
solution is to evaluate the nucleation potential of the melt before pouring, and then to bring it to a standard value for which the nucleation constants have been determined. Such evaluation methodsinclude computer-aided cooling curve analysis and the chill test principles.
13.
Predicted and measured eutectic grain densities: a) as a function of casting size,12) b) as a function of cooling rate.55)
Cr
646
ISIJ International,
Vol.
6
35 (1995), No.
1400
1340
1350
O o
1300
132
1250
1300
Calculated
Exp.
1oo
50
1200
:' cl'
*
1150 & E
---
a'
H
1100
Experimentai
2.5
l050
l OOO O
25 m
Calculated
12.5
Fig.
mm
718
mm
cast in plates of 25, 12.5, and 2.5mm thickness (left) and comparison between
50 100 150 200 250 300 350 400 450 500
lIOO
Time, s
seemsto be 75 to 95 o/o of the predicted
O
0.4
0.2
eutectic reaction for iron, that takes into account the off-eutectic deposition of austenite, has thus been
SG
MT-TK
developed. While predicting the fraction of eutectic and prirnary phases is useful, the real goal of any MT-TKmodel is to predict the as-cast structure. Thus, for alloys underof this going a solidsolid phase transformation, transformation must also be included in the model. To achieve this goal, for cast iron it is necessary to develop additional nucleation and growth laws for pearlite and ferrite. Nucleation data for either pearlite or ferrite in cast iron are not available. However, it wasproposed3) to use a nucleation law developed for eutectoid steels9) that corrrelates the nucleation velocity of pearlite to temperature. Later, the equation was rewrittenl2) as a function of eutectoid undercooling:
TK
model (Zener and
the transformation of pearlite (Vp.~2= is local velocity of the the Vp. growth where constant, pearlite front, and is the local lamellar spacing of pearlite) with the growth velocity of pearlite (Vp* =,l(A T)2). Thus, an equation for the calculation of the evolution of lamellar spacing with temperature was obtained: A2 K1(A T)2, where Kl is an an experimentally evalfor
~
=
uated mateiral constant. Then, an average spacing was calculated from the evolution curve. models for equiaxed dendrites have their own problems. In the Rappax-Thevoz model,2) once the fraction of solid reaches about 0.1, the driving force for growth disappears, because the dendrite tip extends to the limit of the micro-element. For the rest of dendritic solidification the Scheil model is used. This also means that dendrite coherency is reached at fs=0.1 This contradicts experimental evidence on dendrite coherency, that suggests fs in the range of 0.27 to 0.32 for Al-Cu alloys, and of 0.13 to 0.23 for Al-Si alloys.57) The volumeaveraging method, used in the Nastac-Stefanescu model,25) allows calculation of the solutal field to the of the micro-element, and thus end of the solidification is completed, the model works until solidification or the is eutectic temperaure reached. While it is apparent that the model works well for primary phase alloys (Fig. 15), it cannot calculate dendrite coherency.
TK
.
3.3.
calculated evolution of fraction of solid with the NSand Scheil models (right).
l
0.8
SG
grain maximum
iron has Prediction of spacing of the eutectoid in also been attempted56) starting with the solidification code. The evolution structure obtained from the lamellar spacing was obtained by of the pearlite
combining the volume-diffusion
0.6
Fraction of solid
size.
Hillert)
Experimental and calculated cooling curves for the superalloy Inconel
15.
Fraction of Phases
of the fraction of primary and eutectic problems. phases does hot seem to pose particular if arise the However, additional complications asymmetric nature of the phase diagram of cast iron is considered. This diagram predicts formation of offeutectic austenite even for the eutectic composition, when solidification occurs under the equilibrium temperature. Such a problem has been tackled by Lacaze et al.58) It is clairned that a moreexact description of the Prediction
dNpe
The nucleation
velocity
(1 5)
is
A
s~1, and expressed in mm~3 similar equation was fitted to
the temperature in K. the experimental data from Ref. 59) to describe pearlite
growth
velocity:
dRpe dt
8 = O. 168 exp ~ ATetd 94.
(mm/s)
(1 6)
controlled growth, a diffusion model used for solidification of the SGiron eutectic. Eq. (1 1) in Table 3, was developed. The number of ferrite grains was specified to be 1.7 x 104 to 2.5 x 106 mm~2.Whenpredictions with this model were compared with experimental results, Iarge discrepancies were observed.12) Subsequently, a simpler power law modelwasused for nucleation (Eq. (3) with Kl = 2x lO~ 3 K~2), and for growth (Eq. (8) with mm~3 ~=5x l0~7 mm/s). The constants were fitted to match observed undercoolings. Venugopalan60)calculated the isothermal transformation of SGiron based on a model for ferrite growth similar to that developed in Ref. 3). The complex issue of nucleation of ferrite grains was solved by assuming that each graphite nodule is the nucleus for a graphite
For
similar
ferrite
to that
shell (not grain).
647
370 03 = 5.07 I exp ~ Tetd A •
dt
The model was restricted
to the trans-
C 1995 ISIJ
ISIJ International,
Vol.
formation of austenite to ferrite. Thenumberof graphite spheroids was assumed, since this model was not integrated in a complete MT-TKcode. The isothermal transformation rates were successfully predicted. The only adjustable parameter in the model wasthe constant used in the equation for the incubation time for nucleation of ferrite. Goodmatch was obtained between computed and measuredferrite fractions. A similar diffusion-controlled growth model was extended to describe also pearlite formation, and was incorporated in an MT-TKcode.s6) Thus, the microstructural evolution during solidification and the subsequencesolid state phase transformations (eutectoid reaction) during continuous cooling of SGiron was completely described. To avoid the complications related to the data base for nucleation of pearlite, the fraction of pearlite was calculated with Avrami's equation. to include the effects A similar approach can be used al.61) of heat treatment. Skaland et were successful in size in the explaining the increase of graphite spheroids
35 (1995), No.
~~OO
~ =a,
,::
O
O =, Z 0.0
OO O2 Fig.
16.
~ ~•040 e) c~$
h 30
eJD ~:
'* ~;
(c)
1995
1
0.5
1.5
Silicon, Fig.
17.
The
(V~D/1). Thus
cannot be ignored. The model is
Si
transition
in
2 2.5 3 wt '~o
3.5
cooling and initial a 3.6 "/o Ccast iron.
rate
on
ference between growing carbides, carbides are pushed interface, volume diffusion limited by the solid/liquid typical example of calculation is growth of carbides. given in Fig. 16. Note that as the cooling rate increases decreases, and falls the amount of precipitated (equilibrium) amount. short of the maximum
A
NbC
3.4.
Structural
Transitions
transition Models describing the structural gray (metastable) in cast iron, the columnar(stable)-to-white to-equiaxed transition, and the amorphous-to-crystalline alloys, have been also in rapidly solidified transition reviewed recently.63) Since then, an analytical solution code,66) and another, fully coupled uncoupled to
an MT
MT-TKmodel,67)
the gray-to-white
for
transition
in
cast iron have been proposed. The last model takes into account the nucleation and growth of both the white and
gray eutectics, as well as the effects of microsegregation of a third element. It wasincoiporated in the commercial Using a sensitivity analysis of software PROCASTTM,
main process variables, it was found that the o/.Si of the melt and the nucleation and growth of the gray eutectic have the main positive effects on this structural transition. Both silicon (Fig. 17) and inoculation increase the mottled and gray zones. Successful validation of the model was performed against an experi.mental casting (Fig. 18). However, it must be noted that because of the incertitude associated with someof the
the
physical
648
of
influence
structural
assumptions: instantaneous carbides grow only in the liquid, uniform of carbides in the liquid, negligible inter-
ISIJ
10
O O
based on the following nucleation, distribution
20
o
(J
such as metallographic descriptors of microstructure, phase spacing, grain size and fraction of phase. Other models for prediction of fraction of phases, including models for divorced eutectic and peritectic transformation, have been recently reviewed.63) The review also included the extension of some of these models to the solid/solid transformation. Less attention has been given by researchers to the of compounds. Howe64) modeling of precipitation described MnSprecipitation in steel, by removal of the elements from the residual liquid in appropriate ratio, so as not to exceed a prescribed solubility product. MQre recently, a model for precipitation of carbides during proposed.65) It was used to predict solidification was NbC/Laves phase formation in Inconel 718 equiaxed castings. Experimental evidence demonstrates that the amountof NbCand Laves in cast alloys is different from that predicted by phase equilibrium. The reason for this difference is that while in equilibrium processes mass diffusion transport is very fast comparedwith solidificain casting processes solidification tion kinetics (V to diffusivity
Influence of cooling rate on the amount of NbC precipitated in cast Inconel 718. Initial carbon and niobium contents were 0.125 and 5.25wto/., respec-
50
15~m. Marsh and Glicksman62) proposed a stereological approach for numerical implementation of TK models in MTcodes. A "unit volume" of microstructure is associated with each node point in the finite element mesh, and is characterized by a standard set of morphology independent parameters, that include stereological quantities such as volume fractions of all phases and associated specific surface areas, and the meanconcentration of constituents in each phase. While not without merit, such an approach will have to overcomethe present language barrier. Indeed, all available data base on correlation relies upon classic microstructure-properties
kinetics
1.O
~,
13 to
much closer
O.8
60
8
solidification
0.6
tively.
heat treatment. For a 30mmsection size the predicted increase was ,tm, while the measuredone was
is
O4
Solid fraction
after
kinetics
6
parameters,
it
is
necessary to calibrate
the
35 (1995), No.
Vol.
ISIJ International.
6
Stochastic modeling will overcomethe present memory/speed computational barrier. Indeed, contemporary computers have memories of 1015 bits. The increase in
computer speed averaged I OOOtimes for every 20 years, which meansthat by the year 2002 we will have com-
puters with speeds of 1014 flops.26) Furthermore, it is apparent that credible results can be obtained with scale, rather level the of the l0~7 computations at at than at the nano-scale. Consequently, at least for computations, the future belongs to stochastic modeling. Accurate prediction of mechanical properties relies heavily upon precise calculation of microstructure length scale and composition. This alone, will continue to be a powerful driving force for the development of models for microstructure evolution.
a)
m
b)
Fig.
18.
Geometry of experimental in
step casting (dimensions transition for cast iron
mm)and mapof gray/white
of composition 3.470/0 C, 1.78
o/o Si:
a)
measured; b)
Acknowledgments
calculated.
model if
useful predictions
The author would like to thank his ex-students, Drs. C. S. Kanetkar, G. Upadhya, D. K. Banerjee, H. Tian, S. Changand L. Nastac, whosecontributions have been used throughout this paper.
are desired.
Mechanical Properties Presently, prediction of mechanical properties is limited to the use of somecriteria functions that correlate a 3.5.
Nomenclature C: composition
property to elements of the microstructure. The correlations are empirical. For calculation of the yield strength of continuously cooled plain-carbon steel, the following equation has been obtained by Campbell et al.68) from the analysis of experimental data: specific
(TYS
+
(1
=
d.(1 32
-f.)(408
+ II + 92.2010Mn+ O.4~p.1/2) + 79.7"/*Si .8
d,
D: HB: K:
L:
N:
1/2)
..(1
7)
Similar equations that correlate somespecific property to the microstructure length scale and composition exist for alloyed steel, stainless steel and cast iron. For the prediction of Brinell hardness of SGiron. Svensson69) proposed the equation:
HB(f*, fP*, Si)=HB* (Si)•f where,
*
+HBp.(Si)•(1-f.)
HB.(Si)=54+37•o/.Si
temperature heat grain diarneter fractlon of phase specific
>:
intrinsic
l:
mt: :
and HBp*(Si)=167+
growth velocity
:
k:
average
partition coefficient Iength, diffusion distance slope of equilibrium line
time
v : volume
of microstructure relies heavily precise calculation of microstructure upon length scale and composition. This alone, will continue to be a powerful force for the development of models Apparently, accurate prediction
4.
radius
f:
•
Brinell hardness thermal conductivity volumetric latent heat of transformation volumetric grain density
T: V: d:
....(18)
diffusivity
R:
cp
31 "/*Si.
for microstructure
TK
AT: F:
undercooling
Gibbs-Thompsoncoefficient
~: phase spacing u: growth coefficient p: density
evolution.
O:
Concluding Remarks
contact angle
Sub- or superscript
The interest of both industry and academiain model-
C: E: G:
ing of microstructural evolution is obvious from the large numberof publications. The progress madeover the last to 10 years is nothing short of impressive. However, in spite of increased efforts to validate the models, their accuracy in predicting the microstructural features of still is interest questionable. Validation by authors typically demonstrates that the model can predict the outcome, but not necessarily that it will predict the right one. Adjustable parameters are often unspecified and used in a rather liberal manner. Someprogress has been madeby incorporating some models into commercial solidification codes. Validation by industry will impart credibility to the method. more
5
S:
L:
carbon eutectic
graphite solid Iiquid
b:
bulk
ef:
effective
etd : f:
eutectoid final
Pe : pearlite * : interface oe : ferrite
y: 649
austenite
C 1995 ISIJ
ISIJ International,
REFERENCES Acta Metall.,
Maxwell and A. Hellawell:
23, (1975), 229.
l)
I.
2)
M, Rappazand P. Thevoz: Acta Metal!., 35 (1987), 1487. D. M. Stefanescu and C. S. Kanetkar: ComputerSimulation of Evolution, ed. by D. J. Srolovitz, TMS, WarMicrostructural
3)
4) 5)
6)
rendale. PA, (1986), 171. C. S. Kanetkar, I. G. Chen. D. M. Stefanescu and N. El-Kaddah: Trans. Steel Inst. Jpn., 28 (1988), 860. C. Y. Wangand C. Beckermann: Metall. T,'ans., 24A (1993),
2787. C. Y. l08
Wangand C.
Beckermann: Metall.
Trans.,
35
Vo[:
25A (1994),
36)
I.
Ohnaka: Trans.
37)
J.
A. Sarreal and G.
S.
39)
L.
8)
9)
Ganesanand D. R. Poirier: Meta!1. Trans., 21B (1990), 173. M. Rappazand V. Voller: Metall. T,'ans., 21A (1990), 749. T,'ans., 22B (1991), 349 J. Ni and C. Beckerman: Metall.
lO)
W. Oldfield:
l
P.
1)
Thevoz. J, L. Desbioles and M. Rappaz: Meta!!. Trans. A, 20A
(1989), 31
12)
41)
J.
15)
J.
l 8) l 9) 20) 21)
22) 23)
T,'ans.,
25A
42)
M. Castro and G.
Lacaze.
Lesoult:
47)
49)
3o)
5O) 51) 52)
53)
32)
54) 55)
33) 4)
3
57)
35)
Meta!!,
Mater., 40 (1992), 683, Mate,'.,
41 (1993),
Acta Metall.,
34 (1986),
Metal/.
345.
2,
W. Kurz,
B.
Giovanola and R. Trivedi:
Thompson,D. E. Mayoand B. Radhakrishnan: Metall. 22A (1991), 557. Nastac and D. M. Stefanescu: AFST,'ans., 101 (1993), 933.
R. G. L.
R. Boeri and F. Weinberg: AFST,'ans., 89 (1989), 179. E. Fras, W. Kapturkiewicz and A. A. Burbielko: Modeling of ProcessesVI, Casting. Welding and Advanced Solidification ed, by T. S. Piwonka. V. Voller and L. Katgerman, TMS,
Warrendale, Pa., (1993), 261. D. K. Banerjee. G. Upadhyaand D. M. Stefanescu: F. Weinberg
Symposiumon I.
Solidification
V. Sarnarasekera.
Processing, ed. by
PergamonPress,
J.
NewYork,
Magnin and W. Kurz: Acta Metall., 35, (1987), I I 19. Zou and M. RappazMaterials Processing in the Computer Age, ed. by V. R. Voller et a!.. TheMinerals. Metals and Materials P.
J.
S.
Warrendale, Pa., (1991), 335.
Chang, D. Shangguanand D. M. Stefanescu: Metall.
22A (1991), L.
Trans.,
915.
CharacB~ckerud. G. Chai and J. Tamminen:Solidification of AluminumAlloys. Vol. 2, AFS/Skanaluminum, 1990). Lacaze. M. Castro. C. Selig, and G. Lesoult: Modeling of
(
58)
J.
59)
Processes-VI, ed. Casting, Welding and AdvancedSolidification by M. Rappaz. M. R. Ozguand K. W. Mahin, TMS,Warrendale, Pa., (1991), 473. R. F. Mehl and A. Dube: PhaseTransformations in Solids, John Wiley, NewYork. (1951), 545. D, Venugopalan: Meta!1. Trans., 21A (1990), 913. T. Skaland, F. Grong and T. Grong: Metall. T,'ans., 24A (1993),
60) 61)
2347.
Com-
62)
Marshand M. E. Glicksman: Modeling of Casting. Welding and AdvancedSolidification Processes-VI, ed. by T. S. Piwonka S. P.
TMS.Warrendale. Pa., (1993), 55. D. M. Stefanescu: Modeling of Casting, Welding and Advanced Solidification Processes-VI, ed. by T. S. Piwonka el a/.. TMS, Warrendale. Pa., (1993), 3. A. A. Howe: App/. Sci. Res., 44, (1987), 51. L. Nastac and D. M. Stefanescu: Report "Mathematical Modeling of NbC/Laves Phase Formation in Inconel 718 Equiaxed Labroatory, The University of Alabama, Castings", Solidification
et al.,
63)
64)
65)
K. C. Su, Ohnaka, Yaunauchi and T. Fukusako: The Physical Metallurgy of Cast lron, ed. by H. Fredriksson and M. Hillert, North Holland, NewYork, (1984), 181 M. Rappaz: Int. Mate,'. Rev., 34 (1989), No. 3, 93. H, Fredriksson and S. E. Wetterfall: The Metallurgy of Cast lron, ed. by B. Lux, l. Minkoff and F. Mollard, Georgi Publishing Co., I.
66) 67)
Tuscaloosa, (1994). E. Fras and H. E. Lopez: Trans. AFS, 101 (1993), 355. L, Nastac and D. M. Stefanescu: The 5th Int. Conf. on the Physical Metallurgy of Cast lron, Nancy. France (Oct, 1994), in print.
68)
P. C. T,'ans.,
AIME,
69)
236 (1966), 615. T. W. Clyne and W. Kurz: Metal!. Trans. A, 12A (1981), 965.
C 1995 ISIJ
571.
teristics
(1972), 323.
Soc.
l,
M. Rappazand C. A. Gandin: Acta
Soc..
56)
Processes, ed. by
Switzerland, (1975), 277. E. Scheil: Z. Metallkd., 34 (1942), 70. H. D. Brody and M. C. Flemings: Trans. Metall.
No.
Zhu and R. W. Smith: Acta
International E. Lait and (1990), 319.
.
31)
P.
T,'ans.,
C. Degand: Report "Influence of the Eutectic Grain Size on Laboratory, The Shrinkage in Al-Si Castings", Solidification University of Alabama. Tuscaloosa, (1994). S. E. Wetterfall, H. Fredriksson and M. Hillert: J. Iron Stee! I.
G
823.
(1986), 255.
Inst.,
Evoiution. The Metallurgical Society, Warrendale, Pa., (1 986), V. R. Brown: Acta Metall., 37 (1989), 1803. A. Spittle and S. R. Xiao, J. I. D. Alexander and F. Rosenberger: Phys. Rev. A,
No.
puter Simulation of Casting and H. Fredriksson, Les Edition de Physique, Courtaboeuf, France,
29)
(1992), 27.
ComputerSimulation of Microstructural
editor,
3369.
.
28)
J.
45, (1992).
46)
8
Solidification
Am. Soc. Mech.
J.
Science Publishing Co., London, (1973). (1963), 225. B. Chalmers, J. Australian Inst. Mel., K. A. Jackson, J. D. Hunt, D. R, Uhlmannand T. P. Seward: Trans. Metall. Soc. AIME, 236 (1966) 149. D. A. Kessler. J. Koplik and H. Levine; Compoter Simulation Evolution, ed. by D. J. Srolovitz, TMS, of Microstructural
Kanetkar: State of the Art of
al..
44) 45)
ProcessesVI, ed. by M. Rappaz, M. R. Ozguand K. W. Mahin, TMS,Warrendale Pa., (1991), 363. F. Mampey: Modeling of Casting, Welding and Advanced Solidification ProcessesVI, ed. by M. Rappazand M. R. Ozgu, TMS,Warrendale Pa., (1991), 403. H. Tian and D. M. Stefanescu: Modeling of Casting, Welding and AdvancedSolidification Processes-VI, ed, by T. S. Piwonka el a/., TMS,Warrendale Pa., (1993). 639. in R. S. Stube and A. Hellawell: Micro/Macro Scale Phenomena ed, by C. Beckermannet al., Am. Soc. Mech. Eng., Soldification, NewYork, HTD-Vol. 218, AMD-Vol. 139, (1992), 73. and Casting, Chapter 6, Applied G. J. Davies: Solidification
S.
by C. Beckermannel
Srolovitz
Solidification
(D.1994) M. Stefanescu and C.
ed.
D.
AdvancedMaterials and
27)
L.
43)
Processes, Vol. l, ed. by H. E. Exner and V. Schumacher, InVerlag, (1989), 147. formationsgesellschaft G. Lesoult: Modeling of Casting. Welding and Advanced
26)
24) 25)
Y. A. Changand M. K. Thomas:Metall. 25A (1994), 1525. Nastac and D. M. Stefanescu: Micro/Macro Scale Phenomena
Chen, W. Oldfield,
S. L.
NewYork. HTD-Vol. 218. AMD-Vol 139,
48)
Warrendale, PA, (1986), 95. I, Dustin and W. Kurz: Z. Metallkd,, 77 (1986), 265. L, Nastac and D. M. Stefanescu: Modeling of Casting, Welding and AdvancedSolidification Processes-VI, ed by T. S. Piwonka et al., TMS,Warrendale, Pa., (1993), 209. F. J. Tipler, The Physics of Immortality, Doubleday, NewYork,
Metal!. Trans.,
Eng.,
65 (1984), 75.
Sci. Eng.,
Chopra. M. E Glicksman and N. B. Singh: M A.(1988), 3087.
in Solidification,
21A (1990), 997.
D. Hunt; Mater.
Kobayashi: T,'ans. I,'on Stee! Insl. Jpn., 28 (1988), 728. Nastac and D. M. Stefanescu: Metal/. Trans. A, 24A (1993),
T,'ans.,
D. M. Stefanescu, G. Upadhyaand D. Bandyopadhyay:Metal!.
14)
l 7)
.
Slee! Ins!. Jpn., 26 (1986), 1045. Abbaschian: Metall. Trans. A, 17A (1986),
19A
1063.
Trans.,
l 6)
1
D. D. Goettsch and J. A. Dantzig: Meta!!. Mater. (1994),
13)
ASM
Trans., 59 (1966), 945.
J.
2107. 40)
.
S.
I,'on
2863. 38)
1
7)
6
995), No.
(1
650
Campbell, E. B. Hawbolt and J. K. Brimacombe: Metall.
22A (1991),
2779.
L. Svensson: 57th Osaka. Japan, (1990). I.
World Foundary Congress. Paper No.
2,