PAPER PHYSICS
The effect of newsprint furnish composition and sheet structure on wet pressing efficiency Collin Hii, Øyvind W. Gregersen, Gary Chinga-Carrasco, Øyvind Eriksen KEYWORDS: Paper Structure, DIP, TMP, Roll Nip, Sealing Crushing, Choke Point, Thickness, Scanning Electron Microscope, Image Analysis, Fines, Porosity, Pore Size Distribution, Roll Pulse, Imagej SUMMARY: The dewatering ability and wet sheet structure after pressing was studied using a dynamic wet pressing simulator in combination with electron microscopy and image analysis. Deinked pulp (DIP) that contains 5% ash dewaters more easily than thermomechanical pulp (TMP) when pressed with single roll pulse. The in-plane moisture flow (crushing) in DIP samples started at higher peak pressure and higher solids content compared to TMP samples. The TMP sample showed higher springback after wet pressing compared to DIP samples. When both TMP and DIP samples were designed to have a higher amount of small pores at the dewatering side surface layers, the samples with coarser TMP pulp could achieve similar dryness as DIP samples when pressed with higher nip pressure. In addition, the DIP samples with higher number of small pores in the outermost 10 μm thick surface layer in the dewatering side resulted in lower dryness after pressing with a single roll pulse. The effect of filler distribution in paper zdirection on dryness and sheet structure after wet pressing using an 8 milliseconds roll pulse was also studied. In this study the distribution of filler does not affect the maximum achievable dryness (41%) after wet pressing when the total amount of filler in the sheets remains constant, 13.5%. In addition, the samples with more filler in the dewatering layer dewater more easily and yield the maximum achievable dryness (40%) after wet pressing at lower nip pressure (2.5 MPa) when compared to samples made from TMP (36% at 4.4 MPa) and DIP pulps (40% at 4.9 MPa). ADDRESSES OF THE AUTHORS: Collin Hii, (
[email protected]), Øyvind W. Gregersen, (
[email protected]) Norwegian University of Science and Technology, NTNU, Trondheim, Norway, Gary Chinga-Carrasco (
[email protected]), Øyvind Eriksen (
[email protected]), Paper and Fibre Research Institute, PFI, NO-7491 Trondheim, Norway Corresponding author: Collin Hii
Wet pressing Wet pressing is a critical unit operation in papermaking where press nips mechanically press water from the wet web and reduces the drying energy. Water removal is the most energy demanding part of the paper manufacturing process. The cost to remove one unit of moisture at forming, pressing and drying follows the ratio 1:5:220 (McGregor, Knight 1996). Wet pressing has been extensively studied. In 1960, Wahlström (1960a, 1960b) found that the hydraulic 790 Nordic Pulp and Paper Research Journal Vol 27 no.4/2012
pressure formed during web compression was the main driving force for water removal in the converging part of the press nip. The flow resistance in the wet web generated the hydraulic pressure. The total pressure (P T) can be defined, using Terzaghi principle (Terzaghi 1943), as the sum of structural (Ps) and hydraulic pressure (Ph) (Eq 1.). The Terzaghi principle was first applied to papermaking by Campbell (1947). [1] PT Ps Ph Carlsson et al. (1978) revealed that water within the fibre played an important role in press dewatering. They found that the dewatering of the swelling water started to occur at 20-25% solids content. As the web compression progressed, the water compressed from the fibre wall increased in contribution to the total amount of water removed from the web. The water flow through the fibre wall pores significantly affected the structural pressure when compressing the web in the press nip (Carlsson et al. 1978; Paulapuro 2008). Studies have shown that the water and fibre surface interaction plays a crucial role in press dewatering (Szikla, Paulapuro 1989). Wahlström (1990) redefined the Ps as the sum of pure mechanical pressure that compressed the fibre network, P c and the pressure required to remove the water from the fibre wall, Pf thus: [2] PT Ph Pc Pf The press nip behaviour can be described by the two extreme cases, i.e. flow controlled and pressure controlled modes (Wahlström 1969, 1979; Chang, Han 1976; Ceckler et al. 1982; Burns 1992). The flow controlled mode prevails for high moisture sheets with high flow resistance while the opposite holds for pressure controlled mode. Most presses operate in the area between flow control and pressure control mode. The press impulse, the product of pressure and time, promotes dewatering in flow controlled mode. The peak pressure enhances the removal of free water in the pressure controlled mode. Fibre wall dewatering is more likely to occur at higher compression rate and this increases the plastic part of the network deformation (Vomhoff 1998; van Lieshout 2003). In dynamic wet web compression, increasing the ingoing moisture, sheet basis weight and compression rate increased the hydraulic pressure component in both chemical and mechanical pulp sheets (Szikla 1992).
Furnish components and dewatering In recent years, more newsprint producers have substituted thermomechanical and virgin fibres with cheaper deinked pulp (DIP). The fibres and fines in DIP are previously dried and therefore more hornified, losing of swelling, compared to virgin pulp (Weise, Paulapuro 1996; Weise 1997; Weise et al. 1998). However, for a TMP there is minimal loss of swelling on recycling
PAPER PHYSICS
(Scallan, Tigerström 1992; Laivins, Scallan 1993). At the same solids content, previously dried fibres or recycled fibres contained less pore volume after pressing and drying than thermomechanical pulp (Maloney et al. 1997). The free moving fines and fillers can move through a paper web during the dewatering process, and may block channels, creating choke points (Hubbe 2002). Han (1969) found that particles in suspension could potentially accumulate in the fibre mat and slow the dewatering rate. Hubbe (2002), Molina et al. (1984) and Springer et al. (1998) observed that unattached fines approaching a certain critical level would drastically increase the resistance to dewatering during web forming. To further reduce fibre cost and improve drainage, papermakers have replaced fibres with fillers (Blixt 2003). The use of fillers also improves the paper’s optical properties. The use of retention aid (Gibbs et al 1997) and proper pH control (Shen et al. 2007, 2008a, 2008b; Evans, Slozer 2003) are needed to successfully use calcium carbonate as filler in wood containing paper grades. The purpose of this study was to investigate the effect of newsprint furnish composition and sheet structure on wet pressing efficiency. The furnish used in the study was composed of DIP and TMP. In addition fillers were added to the TMP and DIP furnish mixture. The dewatering layer (20 g/m2) of the pure DIP and TMP samples were also pre-compressed and the filler addition in the z-direction was varied in the TMP and DIP mixtures to construct layered structures. This was used to study the effect of dewatering layer structure and filler fraction on the press dewatering efficiency.
Materials and Methods Material The newsprint grade TMP used was based on Norway spruce. The DIP was based on magazines and newsprint. Both pulps and ground calcium carbonate were commercial grades. The pulp properties are shown in Table 1. The water retention values (WRV) for TMP and DIP were similar, at 1.31 g/g. The WRV was performed according to SCAN C-62:00 by centrifuging 1 gram oven dry pulp sample for 17 min at 4500 rpm in 23ºC room temperature. The fibre coarseness for both TMP and DIP pulp were measured with FiberMaster using 0.1 g of fibre. The freeness test was performed according to ISO 5267-2:2001. The ash content was measured at 525ºC according to ISO1762:2001. The WRV of DIP is similar to TMP. The DIP sample comes with 5.6% ash. The ash may have plugged the screen during the centrifuging process and thus yields similar WRV at 1.31 g/g as reported in Table 1.
Sheet making The sheet making in the experiment was carried out using a FiberXPress apparatus (Fig 1). The membrane used for dewatering the slurry was 50 µm thick with 41 µm openings and 31% open area. The felt placed underneath the membrane gave support and enabled the forming of
Table 1. TMP and DIP pulp properties. Parameters TMP* WRV (g/g) 1.31 ±0.03 Coarseness (µm/m) 176 ±7 Freeness (ml) 126 ±1 Ash content (%) 0
DIP* 1.31 ±0.06 154 ±7.4 98.5 ±13.7 5.6 ±3
*Values are reported as average ± 95% confidence interval from four replicates.
Fig 1. Principle for making samples using FiberXPress. 60 g/m2 samples. The membrane ensured that almost 100% retention of fines and fillers. Pulp slurry at around 0.35% concentration was used to make all the samples for wet pressing experiments. Two sets of 57-63 g/m2 (average 60 g/m2) samples were made from pure DIP and TMP without the use of retention aid for wet pressing experiments. i. Samples made from 100% TMP and 100% DIP. The slurry was dewatered by lowering the piston to maximum pressure 1 MPa in 60 seconds. ii. A 20 g/m2 layer was dewatered at 3 MPa for 60 seconds. The dewatered samples deposited on the smooth membrane. 40 g/m2 layer was then dewatered on top of the 20 g/m2 layer at 1 MPa for 60 seconds. The sample made from TMP was labelled as TMP2layers and the sample made from DIP was labelled as DIP-2layers. Samples with 55 mm diameters were formed and conditioned in sandwich with wet blotters to maintain dryness close to 20%. Two series of 60 g/m2 samples for TMP, DIP and filler mixtures were also made for wet pressing experiments. i. Filler-evenly-mixed: 13% ash with 77.5% TMP and 9.5% DIP. The actual total ash content was 13.5%. ii. Filler-two-layers: 19.8% ash with 71.4% TMP and 8.8% DIP in the 20 g/m2 bottom layer. Top layer 40 g/m2 with 10.4% ash, 79.8% TMP and 9.8% DIP. The actual total ash content was 13.6%. Sufficient amount of fixation aid and retention aid was used to ensure that the fillers were attached to the fibres and distributed evenly in the sheet z direction (Tanaka et al. 1982). 0.5 kg/ton of N-74528 EV PLUS with medium cationic charge and low-medium molecular weight was added into the slurry, followed by rigorous mixing. Then 1.0 kg/ton NorFloc vP4 with low cationic charge and ultra high molecular weight was added to flocculate the solids in the slurry, followed by thorough mixing. Fluffy flocs could be seen after the polymers were added. Nordic Pulp and Paper Research Journal Vol 27 no.4/2012 791
PAPER PHYSICS
The filler-evenly-mixed sample was placed inside the FibreXPress chamber and dewatered by lowering the piston to maximum pressure 1 MPa in 60 s (Fig 1). The filler-two-layers sample was formed in two steps. The 19.8% filler furnish mixture for the bottom 20 g/m2 was dewatered first at 1 MPa for 60 seconds. The dewatered filler furnish cake would stick to the smooth membrane surface. Then the 10.4% filler furnish mixture was poured into the chamber and dewatered on top of the 19.8% filler furnish mixture. The dewatering was carried out at 1 MPa pressure for 60 s. Samples with 55 mm diameters were formed and sandwiched between wet blotters to condition to around 16% solids content.
Wet-pressing A dynamic wet pressing simulator with a single sided dewatering set up was used to carry out the pressing experiment. The design details of the dynamic wet pressing simulator were similar to the unit located in the paper laboratory of Aalto University (Saukko 2006). The pressing nip consisted of a top solid metal plate with polished surface and a 90 mm diameter sintered porous bottom plate (Fig 2A). The porous bottom plate was made from a powder of high tensile strength stainless steel spheres. The plate was manufactured by Kenttäviiva Oy Automaatio, Finland. 3 eddy current distance sensors (Kaman KD-2446-9C) are located in the bottom plate, each separated 120º from the two others. During wet pressing, the moisture from the wet web flows into the porous plate. The porous plate has low resistance to flow. When saturated with water, the sintered porous material generated only 0.1 MPa hydraulic pressure when pressed with 4 ms roll pulse at 3 MPa peak pressure. The average of the three distance sensors readings were used to determine the sample thickness as a function of time during the wet pressing experiment. The porous plate surface (Fig 2A) was rougher when compared to the surfaces of the paper samples made with the FiberXPress using a membrane (Fig 2B and 2C). The samples made with the FiberXPress and membrane (Fig 2B and 2C) had surfaces that were smoother and denser than the surface of 60 g/m2 TMP handsheet (Fig 2D). The TMP handsheet was made with a PFI handsheet former with closed water circulation according to ISO 5269:12005. Fig 2B, 2C and 2D show the dewatering side surfaces for both sheet forming and wet pressing. Single roll press pulse at 8 ms pulse length was used to compress the samples in the wet pressing experiments. Different peak pressures were used in the wet pressing experiment to investigate the effects of peak pressure on solids content after wet pressing and on structural properties. An example of the single roll pulse (sinusoidal pulse) is shown in Fig 3. The temperature for both top and bottom plates were kept constant at 50-55ºC.The top and bottom plates had to be in closed position before a stable and repeatable roll pulse could be generated. This may cause some moisture to flow from the sample to the porous plate. After pressing, the sample adhered onto the smooth polished surface of the top plate as the nip opened thus preventing rewetting. 20 ms after the nip opened, a vacuum was generated in the bottom plate to clean and dry the porous plate. 792 Nordic Pulp and Paper Research Journal Vol 27 no.4/2012
Fig 2. Surface images acquired with a SEM. (A) Porous plate for the wet pressing experiments (B) Freeze-dried TMP sample’s dewatering surface formed using a membrane and FiberXPress (C) Freeze-dried DIP sample’s dewatering surface formed using a membrane with a FiberXPress (D) Freeze-dried TMP sample’s dewatering surface formed with PFI hand sheet former. The sample was pressed with a single roll pulse in the wet pressing experiment. 2 to 4 repetitions (3 to 5 data points) were used to calculate the average pressure and the standard deviation. After pressing, the sample’s weight was measured before freeze drying to determine the solids content after wet pressing. The pressure set points used to wet press the DIP samples were 1 MPa, 2 MPa, 4 MPa, 5 MPa, 6.5 MPa and 9.5 MPa. The pressure set points used to wet press TMP samples were 3 MPa, 3.5 MPa, 4 MPa, 4.5 MPa, 5 MPa, 5.5 MPa, 6 MPa and 7 MPa. The averages and standard deviations in the figure were calculated from force sensor outputs. The samples used to quantify the structural properties were selected at the nip pressures that first yielded the maximum solids content after wet pressing. These were: - TMP samples pressed to 36% solids content at approximately 4.6 MPa. - DIP samples pressed to 40% solids content at approximately 4.9 MPa. - TMP-2layers samples pressed to 36% solids content at approximately 5 MPa. - DIP-2layers samples pressed to 36% solids content at approximately 4.2 MPa. - Filler-two layers and Filler-evenly mixed samples pressed to 40% solids content at 4.3 and 5.0 MPa.
Sample preparation, SEM image acquisition and analysis After wet-pressing, the samples were frozen with liquid nitrogen and freeze dried at -92.8ºC and 615 Pa for 24 h. The freeze dried samples that achieved maximum dryness with the lowest pressing pressure from each series were cut into 10 mm X 20 mm and embedded in epoxy resin. The preparation, grinding, polishing and surface coating with carbon were performed according to Chinga and Helle (2002).
PAPER PHYSICS
Solids (%)
Ave Solids (%)
46
Solids content (%)
44 42 40 38 36 34 32 30 0
2
4
6
8
10
12
Pressure (MPa)
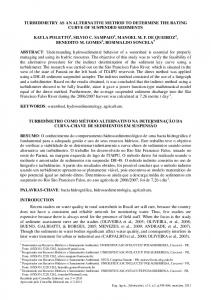
Fig 3. Sinusoidal pressure pulse with 8 ms pulse length and sample thickness (μm) measurement. The dotted lines represent one standard deviation. The SEM cross-sectional images were acquired in backscatter electron imaging (BEI) mode at 400X magnification in a Hitachi S-3000 variable pressure SEM at PFI. The image size was 2560 X 1920 pixels with a resolution of 0.125 μm/pixel. ImageJ (Rasband 1997; Abramoff et al. 2004) was used for digital image processing. The images were threshold using the Otsu method (Otsu 1979). The threshold setting excludes structures with sizes between 0 and 0.156 μm2 which are considered to be noise. The top and bottom layer surfaces were determined using the first solid pixel in the sheet z-direction. The cross-section images were split into top, middle and dewatering layers (>>10 μm thickness) based on equal amount of solids per layer per line length. Euclidean distance maps were generated by ImageJ software as described by Chinga et al. (2007) and used for structural assessment. The fines, porosity and pores size distributions within the 3 layers were quantified in the z-direction of paper. The sheet thickness and pore size distributions for the outermost 10 μm thick layer from the dewatering side were quantified based on the SEM cross-sectional images. The cross sectional digital filler quantification was performed according to Chinga et al. (2007) and Holmstad et al. (2004). 28 to 32 SEM cross-sectional images from 4 samples were used to quantify the sheet structure for each sample series.
Results and Discussion TMP and DIP samples To investigate the effect of sheet structure on wet pressing performance it is vital to be sure that the nip is at least partly flow controlled. The minimum pulse length that could be used was 8 ms, so this was kept constant. The peak pressure varied and the resulting solids content were measured. At a certain maximum pressure the solids content flattened out and a large variability in solids content was observed beyond this point (Fig 4). The maximum pressure represents the setting with the maximum fraction of flow control until some type of sheet crushing problem is encountered (crush point). The samples at the crush point were then chosen for SEM cross-sectional image analysis.
Fig 4. Solids content (%) after wet pressing versus maximum pressure (MPa) for samples made from DIP. The error bars represent 1 standard deviation. The solids content before pressing for the DIP and TMP samples are 21.9±0.3%1 and 19.6±0.2%1 respectively. DIP samples yielded 40% average maximum solids content after pressing with roll pulse at 4.9 MPa (Fig.4). When pressing DIP samples from 1 to 4.9 MPa, the solids content after pressing increases with increasing nip pressure. Beyond 4.9 MPa no further increases in average solids content was observed and the standard deviation of the solids content after pressing increases strongly. The high standard deviation may indicate lateral moisture flow in the sample or sheet crushing. TMP samples yield maximum solids content, 36%, at 4.4 MPa (Fig 5). Below 4.4 MPa, the solids content after wet pressing increases with increasing nip pressure. Fig 5 shows that beyond 4.4 MPa, the variation of the solids contents after wet pressing increases. The higher initial solids content of the DIP samples contributes in part to the higher solids content after wet pressing. The DIP pulp also contains 5.6% ash and has lower coarseness compared to TMP pulp. As a result DIP pulp may have formed weaker fibre network. When the nip pressure exceeds 4.9 MPa, the higher compression rate, at fixed 8 milliseconds pulse length, may increase the hydraulic pressure in the DIP samples. The increase in the compression rate beyond 4.9 MPa nip pressure may have disrupted the DIP fibre network and may have caused the observed higher solids content variation (possibly sheet crushing).
Layered TMP and DIP samples Fig 6 shows that TMP-2layers and DIP-2layers samples yield similar maximum solids contents after wet pressing, i.e. 36%. The initial solids content for TMP-2layers (18.8±0.7%2) is similar to DIP-2layers (19.1±1.1%2). TMP-2layers requires higher nip pressure (5 MPa) to achieve the maximum solids content compared to DIP2layers (4.2 MPa). The 5.6% ash content in DIP-2layers reduces the amount of fines and fibres (swelling water) and thus requires less nip pressure to dewater than the TMP-2layers.
1 2
Values are reported as average ± 95% confidence interval Values are reported as average± 95% confidence interval Nordic Pulp and Paper Research Journal Vol 27 no.4/2012 793
PAPER PHYSICS
39
46 Solids (%)
38 37 Solids content (%)
42 40 38 36
36 35 34 33 32 31
34
DIP-2layer
TMP-2layers
30
32
3.5
4
4.5
5
5.5
6
6.5
7
Pressure (MPa)
30 0
1
2
3
4
5
6
7
8
9
Pressure (MPa)
Fig 5. Solids content (%) after wet pressing vs. maximum pressure (MPa) for TMP samples. The error bars represent +1 standard deviation. The maximum dryness for DIP-2layers samples after wet pressing is lower, 36% (Fig 6), than those for DIP samples, 40% (Fig 4). DIP-2layers has lower initial solids content and this causes higher hydraulic pressure in the sample during wet pressing. The DIP-2layers samples achieved 36% maximum dryness at 4.2 MPa which is lower than the 40% maximum dryness at 4.9 MPa for DIP samples. The TMP-2layers samples achieved similar maximum dryness as TMP samples (36%) but reached this dryness at a higher pressure, thus indicating that the layered sheet has a higher flow resistance.
SEM cross-sectional structural analysis Fig 7 shows the pore size distributions in the outermost 10 μm thick layer at the dewatering side for DIP, TMP, DIP-2layers and TMP-2layers samples. The number of pores is normalised by the fibre cross sectional area and is given as #/μm2. TMP-2layers yields the highest number of small pores or choke points (8.6 #/μm2), pores with diameter less than 1 μm, in the outermost 10 μm thick layer at the dewatering side. On the other hand, the DIP samples have the lowest number of choke points (6.5 #/μm2) and pores with diameter between 1 and 4 μm in the outermost 10 µm thick layer in the dewatering side Fig 7 also shows that TMP samples have more choke points in the outermost 10 μm thick layer at the dewatering side when compared with DIP samples. The lower initial moisture content together with higher number of choke points in the outermost 10 μm thick layer at the dewatering side may lead to higher hydraulic pressure in TMP samples during wet pressing. This may result in reduced nip pressure at crushing point for TMP samples and thus lead to lower solids content after wet pressing. The lower nip pressure and probable higher hydraulic pressure during wet pressing reduce the structural pressure as illustrated in Eq 1. This may lead to higher dewatering layer (>10 μm thickness) porosity and sample thickness for TMP samples than DIP samples (Table 2). DIP-2layers samples yield lower dryness after wet pressing (36%) compared to DIP samples (40%). Higher initial solids content and lower number of choke points in 794 Nordic Pulp and Paper Research Journal Vol 27 no.4/2012
Fig 6. Solids content (%) after wet-pressing versus maximum pressure (MPa) during wet pressing for DIP-2layers and TMP2layers samples. 10 DIP TMP DIP-2layers TMP-2layers
9 8 Frequency (#/μm2)
Solids content (%) after wet pressing
44
Ave. Solids (%)
7 6 5 4 3 2 1 0