The SMO algorithms have also been demonstrated to be valuable ... least median square linear regression [4]-[6]) with the SMO algo- ... Technical Services.
Improving Corrective Maintenance Efficiency in Clinical Engineering Departments
BY ANTONIO MIGUEL CRUZ, CAMERON BARR, AND ELSA P. POZO PUÑALES
ultiple linear regression and clustering techniques are tools that have been extensively applied in several financial, technical, and biomedical arenas, where vast quantities of data are produced and stored [1]. These techniques show promise in analyzing the performance of departments responsible for and related to hospital equipment maintenance and, thereafter, identifying and improving areas of concern. As a contributory measure, this research is focused on the analysis of quality and effectiveness of corrective (nonscheduled) maintenance tasks in the healthcare environment and the improvement of those processes. The two main objectives of this research are to build a predictor for a TAT indicator to estimate its values and to use a numeric clustering technique to find possible causes of undesirable values of TAT. To build the predictor for TAT the sequential minimal optimization algorithm (SMO) was selected [2]. The SVM algorithm is a nonlinear generalization of the Generalized Portrait algorithm developed in Russia in the 1960s [3]. The remarkable feature of the SMO algorithms is that they are fast (it has been reported to be several orders of magnitude faster up to a factor of 1,000) and exhibit better scaling properties as well as being very easy to implement [2]. The SMO algorithms have also been demonstrated to be valuable for several real-world applications. For example, they have been applied in many areas including cost-benefit models for regression test selection, test suite reduction, test case prioritization, time series prediction applications, scheduling of jobs and maintenance tasks in equipment, and power supply and stock management problems. In stock management, an interesting study compared various learning algorithms (lazy Bayesian rules classifier (LBR), weighted regression (WR), K-nearest neighbors classifier (Ibk), Kstar, and least median square linear regression [4]-[6]) with the SMO algorithm in different scenarios (six experiments). It showed that the SMO algorithm was the best in four cases and the second best in the two remaining cases. The data sample for this study was taken from a hospital inventory with 749 medical devices located in 25 cost centers. These devices
M Multiple Linear Regression and Clustering Techniques for Analyzing Quality and Effectiveness of Technical Services
60 IEEE ENGINEERING IN MEDICINE AND BIOLOGY MAGAZINE
0739-5175/07/$25.00©2007IEEE
MAY/JUNE 2007
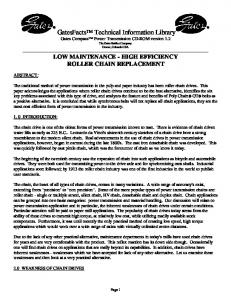
were distributed into 400 different models inside the inventory and were acquired from 180 different vendors and/or OEMs. In the period from 2002 to 2006 a total of 980 corrective work orders were analyzed, and all of this data are maintained by means of a computerized maintenance management system (CMMS) called SMACOR. In performing the preliminary reduction on this data, a problematic overall value was readily identified and required attention. The average TAT for corrective maintenance was 5.42 days over the analyzed period (2002–2006) over all equipment type groups. The TAT affects the availability [7] of medical devices and, consequently, the wait times of patients in the healthcare system. With a TAT of more than one work week, the value was deemed unacceptable. So from this initial observation, a specific focus for the present endeavor has been identified, because the TAT is a principle measure of a clinical engineering department’s (CED) performance. Not all equipment has the same impact on the TAT value and, so, the primary objective is to identify which medical devices groups are producing an effect in this indicator. To accomplish this, the segmentation of work-order count and TAT per device type group for corrective maintenance tasks were all carried out. Table 1 shows the total number of medical devices and work orders generated by equipment type. Figure 1 shows the average of TAT and acquisition cost penetration according to the respective equipment type
40
Table 1. Total number of equipment and work orders per equipment type (No. WO and No. equipment type means the total number of work orders and equipment type respectively). Equipment Type
No. WO
No. Equipment Type
C
300
221
B
141
110
E
131
26
A
89
59
H
83
71
D
79
32
L
45
84
F
39
27
I
35
42
K
19
15
G
15
44
J
4
18
Where equipment type categories are A(Imaging), B(Medical Electronics), C(Electro-mechanics), D(Oxygen devices), E(Sterilization), F(Laboratory devices), G(Optical Fiber), H(Dentistry), I(Optics), J(Electro-optics), K(Vacuum devices), and L(Measurement devices) respectively.
37.2599
35
Penetration
30 25 20 15.2394 15 10.1029
10
8.6536 6.1608
5.6207
5 0
A
B
C
D
E
F
4.3631
G
4.3481
3.7049
2.7263
2.137
1.1407
H
I
J
K
L
2.17
1.8
1.07
0.79
0.88
0.53
H
F
I
G
L
J
Equipment Type
20
TAT
15
14.32
13.39 11.49
10
8.11
7.39 3.38
5 0
A
C
K
D
E
B
Equipment Type
Fig. 1. Acquisition cost penetration and average turn-around time (TAT) per equipment type.
IEEE ENGINEERING IN MEDICINE AND BIOLOGY MAGAZINE
MAY/JUNE 2007
61
(acquisition cost penetration represents the % of acquisition cost of a category in comparison with the total acquisition cost for all categories). Now that the gross statistical properties of the data have been retrieved, some interesting “insights” emerge and are summarized as follows: 1) Equipment types C, B, E, and A represent 55.54% of the hospital inventory (by number) and cause 67.45% of the total work orders (see Table 1). 2) The type E device is a mere 3.6% of medical devices (26) in the inventory but cause 13.37% (131) of the total work orders (see Table 1, row 3). 3) Equipment types A, B, E, and D account for 71.26% of acquisition cost penetration (see Figure 1). 4) Equipment types A, C, K, and D have the higher values of TAT, ranging from 14.32 to 8.11 days (see Figure 1). The process continues with an analysis of all the “insights” to discard those that do not contribute or make a redundant contribution to the resolution of the TAT problem. It is important to examine the specifics and implications of these insights more closely and be explicit in their interpretation. Initial considerations of the work-order count (insights 1) do not readily reveal its impact on equipment TAT. However, it is of interest to note that if a simple calculation is performed to yield the total TAT for each device type given the number of work orders it received, it is clear that equipment type C has 50.67% pro-
portion of the total TAT, whereas it accounts for only 30.61% of the work orders. Although this result has little bearing on the individual TAT, it is a definite indicator of its likely prevalence in the CED’s maintenance management issues. Looking specifically at the average service times of those groups from the first insight, the averages for C, B, E, and A were 1.2, 1.21, 1.5, and 2.9 hours, respectively. Notably, type A has a rank 4 in insight 1 but has the highest average service time of those included here. In fact, the ranks are reversed, running A, E, B, and C. Regarding the third insight, device type group A is the major acquisition cost penetration, with a value near 38%, and its closest competitor, B, is at approximately 15%. This fact could be indicative of the relative complexity of composite devices of type A. A final consideration of the average TAT insights is that equipment types A and C have the highest individual values of 14.32 and 13.39 days, respectively. Doing the same simple calculation of total TAT contribution for type A yields a 16% proportion. With these latest developments it becomes clear that service time does not seem to have a likely significant impact on TAT (i.e., in type A: 2.9 hours