J. Trop. Resour. Sustain. Sci. 3 (2015): 180-184
Fish Bone Waste as Catalyst for Biodiesel Production S. Sulaiman*, Syakirah, N. Khairudin, P. Jamal, M.Z. Alam Department of Biotechnology Engineering, Faculty of Engineering, International Islamic University Malaysia, P.O BOX 10. 50728, Kuala Lumpur, Malaysia. Available online 15 June 2015 Keywords: Fish bone catalyst, biodiesel, waste catalyst, FAME. ⌧*Corresponding author: Dr. Sarina Sulaiman, Department of Biotechnology Engineering, Faculty of Engineering, International Islamic University Malaysia, P.O BOX 10. 50728, Kuala Lumpur, Malaysia. Email:
[email protected]
Abstract In this study, fish bone waste was used as a new catalyst for biodiesel production. Therefore, instead of throwing away the fish bone waste, it will be utilized as a source for catalyst that can provide significant benefit to the environment. Fish bone also can be alternative source of calcium oxide instead of using eggshell, crab shell, snail shell and others. The calcinations of catalyst were optimized using Response Surface Methodology (RSM) using Central Composite Design by two factors; temperature and time. Under optimal furnace condition of calcinations for 2 at 900°C, reaction time 4 hours, reaction temperature 65°C and reaction speed 300 rpm, the optimal FAME conversion was at highest of 90%.
© 2015 UMK Publisher. All rights reserved.
1.
Introduction
In the modern globalization nowadays, many industrialized countries have focused on exploitation of earth’s resources to produce renewable energy which is necessary input for economic growth, social development and the improvement of society life. Diesel and biodiesel can perform the same function, but come from very different sources. The major difference between these two fuel sources is that diesel comes from petroleum, a non-renewable fossil fuel byproducts, whereas biodiesel is extracted from plant, seed, and animal oils. Diesel and biodiesel also vary in availability; where diesel is usually a standard product at most gas stations whereas biodiesel suppliers are often few and far between. In recent years, biodiesel has gained international attention as one of alternative fuel due to characteristic like high degradability, no toxicity and low emissions of carbon monoxide, particulate matters and unburned hydrocarbons [1, 2]. Also, new alternative and renewable fuel (biodiesel, bioethanol) have received a considerable attention recently due to the occurrence of oil
depletion, global warming and the greenhouse effect. Biodiesel is a liquid fuel similar to petroleum diesel in combustion properties, but essentially free of sulphur, making it a cleaner burning fuel than petroleum diesel. It derived from renewable energy sources, such as vegetables oils and animal fats. It has similar physical and chemical properties with petroleum diesel fuel. Biodiesel is mainly and generally produce by transesterification of vegetable oils or animal fats using homogenous basic catalyst (mainly sodium or potassium hydroxide dissolve in alcohol such as methanol). However there are some disadvantages of using homogenous catalysts. Homogeneous catalyst may lead to soap production. Furthermore, this type of catalyst is consumed during transesterification process thus reducing the catalytic efficiency and this will cause an increase in viscosity and the formation of gels. The removal of the catalyst after reaction is technically difficult and a large amount of wastewater is produced in order to separate and clean the products which increase the overall cost of the process.
ISSN Number: 2289-3946 © 2015 UMK Publisher. All rights reserved.
180
J. Trop. Resour. Sustain. Sci. 3 (2015): 180-184
Heterogeneous basic catalysts are hence preferred for biodiesel synthesis as they are noncorrosive, environment friendly and show fewer disposal problems. Heterogeneous catalysts have the advantage that they can be easily removed from the reaction mixture by filtration and recycled. One way to reduce the cost of the catalysts is to use agricultural wastes as catalytic materials. Biodiesel production using waste material based heterogeneous catalyst is gaining attention in recent years due to easy availability and waste disposal concern. Besides, heterogeneous catalyst does not produce soaps through free fatty acid neutralization or triglyceride saponification. Unfortunately, the preparation of heterogeneous catalyst is quite expensive and complex [3]. Therefore, screenings on low cost solid heterogeneous catalysts from wastes are investigated to replace the homogenous catalyst.
2.
Literature References
The use of heterogeneous catalyst is the key to overcome the problems caused by homogeneous catalyst. Successful ventures were reported on utilization of waste chicken egg shell, oyster shell, mud crab shell, golden apple snail and meretrix venus, and mollusk shell [4],[5], [6], [3] as cheap resources of CaO for application as low cost heterogeneous catalyst for biodiesel synthesis. The heterogeneous catalytic process overcomes the homogeneous catalyst since solid catalyst such waste shell of mollusk and egg can be easily recovered and therefore potentially be reusable. Besides, neutralization step with large amount of wastewaster production would be eliminated. Fish bone is constituted by the remaining meat after removal of the fillet, bones and cartilages [7]. Fish bone consists of 60% to 70% of inorganic substances and is mainly comprised of calcium phosphate and hydroxyapatite. Also, Petenuci et al., (2008) reported that in Nile Tilapia fish bone has high content of calcium. Edible fish bone contains a high amount of calcium. Fish bone ash consists of 34-36% calcium, particularly calcium phosphate. After calcinations process, the fish bone were analyzed using SEM to obtain the morphological structure of fish bone and the crystalline phases of
calcined samples were analyzed by X-ray diffraction. CaO is an environmentally friendly material used as a basic oxide catalyst. Ca(NO3)2, CaCO3, CaPO4 and Ca(OH)2 are raw materials to produce CaO, but natural waste sources such as egg, shrimp, oyster and crab and cockle shells have also been employed [8]. Other bones that used as a catalyst in biodiesel production are animal bone [8], fish scale bone [5] and cattle bone [9]. Obadiah et al., (2012) used calcined waste animal bones from sheep and reported that the methyl ester conversion was 96.78%. Bone from waste Rohu fish (Labeo rohita) has been reported as another lowcost heterogeneous catalyst for the synthesis of biodiesel from soybean oil [5]. The analysis of TGA and XRD revealed that a significant portion of the main component of fish scale, hydroxyapatite, could be transformed into b-tri-calcium phosphate when calcined above 900°C for 2 h, with optimal conditions of MeOH/oil molar ratio, 6.27:1, catalyst at 1.01 wt.% for 5 h. This compound was able to yield 97.73% of methyl ester. In this study, optimization of the process condition for calcinations process by varying calcinations temperature and time was studied.
3.
Methodology
Fish bone wastes were collected from cafeteria and canteen of International Islamic University Malaysia (IIUM). Fish bone wastes were soaking into boiling water for several hours and then rinsed with distilled water several times. Then, the fish bones were dried in the drying oven at 70°C for 24 hours to remove water and moisture. After that, the fish bone was milled and crushed with miller until it become into powder form. After milling process, the crushed fish bone undergone calcinations process using muffle furnace.
3.1.
Calcination Process
The powdered fish bones were weighted before and after the calcinations process. The fish bones were kept in the crucibles and then transferred to the muffle furnace. The furnace conditions were optimized by using Design of Experiment (DOE) by design expert software. Table 1 shows Design of Experiment for calcinations process.
ISSN Number: 2289-3946 © 2015 UMK Publisher. All rights reserved.
181
J. Trop. Resour. Sustain. Sci. 3 (2015): 180-184
Table 1: Design of Experiment (DOE) Run
FACTOR A: Temperature (oC)
FACTOR B: Time (hour)
1
900
2
2
900
3
3
1000
3
4
1000
1
5 6
900 900
2 1
7
800
3
8
800
2
9
800
1
10
900
2
11
900
2
12
1000
2
13
900
2
3.2.
mm x 0.15 um DB 23 column (J& W Scientific, USA). The standard mixture of fatty acid was bought from Sigma Aldrich. Oven temperature was set to 50°C for 1 min before increasing it to 175oC at a rate of 4°C. Then the temperature increased to 235°C at a rate of 4oC min and held for 5 min. The yield of biodiesel was estimated based on the fatty acid methyl esters (FAME): 𝑇𝑜𝑡𝑎𝑙 𝐹𝐴𝑀𝐸 (𝑔) 𝐹𝐴𝑀𝐸 𝑌𝑖𝑒𝑙𝑑 = × 100% (1) 𝐴𝑚𝑜𝑢𝑛𝑡 𝑜𝑓 𝑜𝑖𝑙 𝑢𝑠𝑒𝑑
FAME Conversion (%)
4.
ANOVA Analysis
A model for the experimental design was fitted using Design Expert 6.0.8 (Stat-Ease Inc., USA). Analysis of variance (ANOVA) was performed to study the significance and fitness of the model. ANOVA also represents the interaction of variables on the respond and effect of individual parameters. Table 2: ANOVA for Response Surface Reduced Quadratic Model
Transesterification Process
In this process, calcined fish bone was used as a catalyst loading. At the same time, the palm oil and methanol were measured according to ratio; 18:1 palm oil to methanol ratio. Then, palm oil and methanol were mixed with the calcined fish bone of 10wt% in a shake flask. The parameters in the shaker were constant with the reaction temperature was 65°C, reaction time was 4 hours and the speed was 300 rpm. After transesterification was complete, the samples in the shake flask were centrifuge at 4000 rpm for 10 minutes. Then, the samples were filtered using filter paper to remove any impurities and also to remove catalyst loading. After filtered, it was poured into separator funnel to separate the biodiesel (FAME) and glycerol. After few hours, the samples were separated into two different layers. The bottom layer was glycerol and the upper layer was biodiesel. Then, the glycerol layer was removed and discarded. Finally, the samples were mixed with hexane as a solvent and then were analyzed using GCMS. The biodiesel composition was analyzed using GC 7890 A (Agilent). 0.1 mL of sample was diluted with 3.9 mL of n-hexane and 1 µL of sample was injected into GC. The column was a 60 m x 0.248
Response:
FAME conversion
Source
F Value
Prob > F
Model
9.18
0.0056
A
0.813
0.3972
B
4.59
0.0695
2
18.05
0.0038
2
B
6.98
0.0333
AB
1.22
0.3060
Lack of Fit
3.56
0.1256
A
significant
not significant
Final equation in terms of (coded factors) experimental data was: FAME conversion = 84.86 – 2.67 * A + 6.33 * B – 18.52 * A2 – 11.52 * B2 – 4.00 *A*B (2)
Table 2 showed ANOVA for response surface quadratic model. The model F-value of 9.18 implies the model is significant. There is only a 0.56% chance that a “Model F-Value” this large could occur due to noise. Values of “Prob > F” less than 0.0500 indicate model terms are significant. In this case A2 and B2 are significant model terms. Value greater than 0.1000 indicate the model terms are not significant. If there are many insignificant model terms (not counting those required to support hierarchy), model reduction may
ISSN Number: 2289-3946 © 2015 UMK Publisher. All rights reserved.
182
J. Trop. Resour. Sustain. Sci. 3 (2015): 180-184
improve your model. The “Lack of Fit F-Value” of 3.56 implies the Lack of Fit is not significant relative to the pure error.There is a 12.56% chance that a “Lack of Fit F-Value” this large could occur due to noise. Nonsignificant lack of fit is good since the fit model is desired.
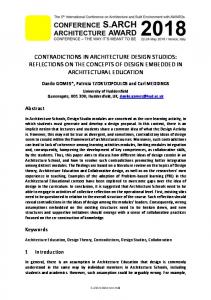
seen clearly from Figure 1. Highest FAME at highest value of both factors which at 900°C at 2 hours. FAME conversion was increased with the increasing of temperature and time of calcinations process. From Figure 1, it showed the relationship between the calcinations temperature and calcinations time.
Table 3: Model summary
Std. Dev.
7.24
Mean
71
R-Squared
0.8677
Adj R-Squared
0.7731
As illustrated in Table 3, “R-squared” value is 0.8677 is in reasonable agreement with “Adj Rsquared” of 0.7731. A negative “Pred R-Squared” implies that the overall mean is a better predictor of your response that the current model. “Adeq Precision” measures the signal to noise ratio. A ratio greater than 4 is desirable. A ratio of 7.66 indicates an adequate signal. The model’s goodness to fit was checked by determination coefficient (R2). In this case, the value of R2 (0.8677) closer to 1 denotes better correlation between the observed and predicted responses. The results obtained from the central composite design were fitted to an equation to explain the dependence of temperature of calcinations process on the time of calcinations process. FAME conversion of the effect on temperature and time in the calcinations process can be
Figure 1: Three dimensional response surface plot for the temperature and time The optimum condition of these three parameters was obtained by optimization of the equation (2) using Design Expert 6.0.7. The optimal condition for this study was at temperature and time at 890°C and 2.3 hr respectively. The experimental yield was 82.0 % if compared to the predicted yield, 85.9 % as shown in Table 4. Both of the values were close with 4.5% error and this shows that this model is correct. The proposed statistical model was enough to predict the yield of biodiesel.
Table 4: Result of validation experiment Experiment
Factor A: Temperature (°C)
Factor B: Time (Hr)
FAME conversion (%) (predict)
FAME conversion (%) (experiment)
Error (%)
1
890
2.3
85.9
82.0
4.5
5.
Conclusions
The objective of this study was to synthesize fish bone waste catalyst from local fish and to optimize on calcinations process for biodiesel production. This paper had presented the overview of the topics including types of catalyst used for biodiesel production, the methods of synthesizing the waste
catalyst from fish bone as well as Design of Experiment (DOE) to optimize the furnace condition for calcinations process; temperature and time with constant parameters in the shaker; reaction time for 4 hours, reaction temperature at 65°C and reaction speed at 300 rpm. The FAME conversion was at highest of 90% at 900°C in 2 hours of calcinations process.
ISSN Number: 2289-3946 © 2015 UMK Publisher. All rights reserved.
183
J. Trop. Resour. Sustain. Sci. 3 (2015): 180-184
Acknowledgement
[4]
This research is funded by RAGS grant (RAGS 12-047-0047) from Government of Malaysia and supported by the Shanghai Natural Science Foundation (0666666), Innovation Program of Shanghai Municipal Education Commission (060000) and Shanghai Leading Academic Discipline Project of Shanghai Municipal Education Commission (0555555).
[5]
[6]
[7]
References [1]
[2]
[3]
S. Al-Zuhair, Production of biodiesel: possibilities and challenges, Biofuels, Bioproducts and Biorefining, 1 (2007) 57-66. G. Vicente, A. Coteron, M. Martinez, J. Aracil, Application of the factorial design of experiments and response surface methodology to optimize biodiesel production, Industrial Crops and Products, 8 (1998) 29-35. N. Viriya-Empikul, P. Krasae, B. Puttasawat, B. Yoosuk, N. Chollacoop, K. Faungnawakij, Waste shells of mollusk and egg as biodiesel production catalysts, Bioresource technology, 101 (2010) 3765-3767.
[8]
[9]
ISSN Number: 2289-3946 © 2015 UMK Publisher. All rights reserved.
184
Z. Wei, C. Xu, B. Li, Application of waste eggshell as lowcost solid catalyst for biodiesel production, Bioresource technology, 100 (2009) 2883-2885. R. Chakraborty, S. Bepari, A. Banerjee, Application of calcined waste fish (< i> Labeo rohita) scale as low-cost heterogeneous catalyst for biodiesel synthesis, Bioresource technology, 102 (2011) 3610-3618. N. Nakatani, H. Takamori, K. Takeda, H. Sakugawa, Transesterification of soybean oil using combusted oyster shell waste as a catalyst, Bioresource Technology, 100 (2009) 1510-1513. M.E. Petenuci, F.B. Stevanato, J.E. Laguila Visentainer, M. Matsushita, E.E. Garcia, N.E.d. Souza, J.V. Visentainer, Fatty acid concentration, proximate composition, and mineral composition in fishbone flour of Nile Tilapia, Archivos latinoamericanos de nutricion, 58 (2008) 87-90. A. Obadiah, G.A. Swaroopa, S.V. Kumar, K.R. Jeganathan, A. Ramasubbu, Biodiesel production from Palm oil using calcined waste animal bone as catalyst, Bioresource technology, 116 (2012) 512-516. C. Ngamcharussrivichai, P. Nunthasanti, S. Tanachai, K. Bunyakiat, Biodiesel production through transesterification over natural calciums, Fuel Processing Technology, 91 (2010) 1409-1415.