SEICO 13 SAMPE EUROPE 34th. International Conference and Forum
INVESTIGATION OF LASER ASSISTED AUTOMATED TAPE PLACEMENT PROCESS DHIREN MODI1,*, ANTHONY COMER1, MICHAEL McCARTHY1, 2 1
Irish Centre for Composites Research (IComp), University of Limerick, Limerick, Ireland
2
Mechanical, Aeronautical and Biomedical Engineering Department, University of
Limerick, Limerick, Ireland * Corresponding Author:
[email protected]
SUMMARY Automated Tape Placement (ATP) process is known to offer a viable alternative to Autoclave process for manufacturing of large structural composite parts. Process variants using variety of heat sources such as hot-gas, heated shoe, laser, etc. have been developed. Of these, gas heated ATP process, though suffering from poor thermal efficiency, has been the most studied and is known to have a narrow processing window, if one is to attain good quality parts. The quality index mainly depends on the degree of intimate contact and healing at inter-ply bond lines, polymer crystallisation and void fraction. A good quality part will have optimised values of all of the above parameters, leading to mechanical properties that are comparable to benchmark autoclaved parts, while allowing maximum productivity. The focused heat input in the laser assisted ATP process offers great potential in terms of productivity and efficiency gains. However, the process is less understood. We report, in this paper, our recent multi-disciplinary efforts involving numerical modelling of the process and chemical and mechanical characterisation of prepreg and processed laminates, aimed at identifying optimised processing parameters that lead to comparable mechanical properties to autoclaved laminates.
INTRODUCTION Autoclave manufacturing of thermoplastic composite materials is widely considered to produce the highest quality laminates in terms of mechanical properties due to the controlled and sustained levels of temperature, pressure and vacuum achievable in an autoclave. Automated Tape Placement (ATP) process offers a viable alternative to
Session 5B
323
SEICO 13 SAMPE EUROPE 34th. International Conference and Forum
autoclave process for manufacturing of large structural composite parts. In ATP, the material is subjected to the required consolidation pressure and temperature at a very rapid rate and for a very short time duration compared to autoclave manufacturing. This necessitates high quality prepreg material and tight control over processing parameters to produce high quality laminates using the ATP process. The quality index of the laminates depends mainly on the degree of intimate contact and healing at inter-ply bond lines, polymer crystallisation and void fraction. A good quality part will have optimised values of all of the above parameters, leading to mechanical properties, mainly interlaminar shear strength, comparable to benchmark autoclaved parts, while allowing maximum productivity.
A laser heat source based Automated Tape Placement machine, supplied by AFPT [1], is being installed at the Irish Centre for Composites Research (IComp). A multidisciplinary approach involving numerical modelling of the process and chemical and mechanical characterisation of prepreg and processed laminates has been initiated, aimed at identifying optimised processing parameters that lead to comparable mechanical properties to autoclaved laminates.
EXPERIMENTAL CHARACTERISATION A carbon-fibre PEEK thermoplastic material (T 60% IM7 / PEEK-150) from Suprem [2] was used in this study. Tapes with two different widths, 12 mm and 150 mm, were purchased for this purpose. Wide tape laminates were hand laid-up and processed using the in-house autoclave. The ATP laminates were manufactured by AFPT at their German facility. The laser power for the first and second plies was kept at 1300 and 1400 watts, while the rest of the layers were laid at 1100 watts laser power. The processing speed was 10 m/min.
Table 1 List of material properties characterised by respective analysis technique Material Property Void Content Fibre Volume Fraction Percentage Crystallinity Glass Transition Temperature (T g ) Storage Modulus Damping Parameter (Tan δ) Session 5B
Analysis Technique Microscopy/Image Analysis Microscopy/Image Analysis DSC DMA/DSC DMA DMA 324
SEICO 13 SAMPE EUROPE 34th. International Conference and Forum
The prepreg and manufactured laminates were analysed using Dynamic Mechanical Analysis (DMA), Differential Scanning Calorimetry (DSC) and 2D Microscopy (Table 1). Wedge Peel, Interlaminar Shear Strength (ILSS), Flexure, Double Cantilever Beam (DCB), and Open Hole Compression (OHC) tests were chosen for this study since they are sensitive to the quality of the prepreg material as well as manufactured laminates in terms of void content, fibre waviness, polymer crystallisation, bond strength between the plies of the cured laminates etc. Samples for various tests were extracted from the autoclaved laminates using a diamond cutter, while the same from the ATP machine were extracted by a water-jet cutting machine.
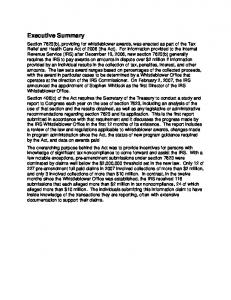
Mechanical Properties ILSS tests have been performed on specimens extracted from both autoclave and ATP manufactured laminates in accordance with BS EN 2563:1997. A minimum of five tests were performed for each manufacturing process. Nominal specimen dimensions were 20 mm x 10 mm x 2 mm with a [0] 16 layup. The span and nose radii were 10 mm and 3 mm, respectively. Figure 1 shows a representative load-displacement chart from one of the tests. The peak load was recorded for each test and the apparent ILSS was calculated. The autoclave laminate samples performed better than the ATP laminate samples, with a difference of approximately 30%, in terms of ILSS (Table 3).
Figure 1 Representative Load – Cross head stroke chart for the ILSS test. Session 5B
325
SEICO 13 SAMPE EUROPE 34th. International Conference and Forum
Table 2 Comparison of Interlaminar Shear Strength (ILSS) and Flexural modulus and strength properties of Autoclaved and ATP laminates. Autoclave (MPa)
ATP (MPa)
ILSS
112
78
Flexural Modulus
1775
1207
Flexural Strength
141
124
For flexural testing, a minimum of five tests were performed for each manufacturing process. Nominal specimen dimensions were 100 mm x 10 mm x 2 mm with a [0] 16 layup and the span was 80 mm in accordance with BS EN 2562:1997. Figure 2 shows a representative load-displacement chart from one of the tests. In this case also, the autoclave manufacturing samples exhibited superior modulus and strength properties as compared to ATP laminates (Table 3). Other tests are being performed and the results from the same will be reported in future, though initial results indicate a close agreement with previous literature [3, 4].
Figure 2 Representative Load-Cross head stroke chart for the Flexural test.
NUMERICAL MODELLING Following Beyeler and Guceri [5] and Grove [6], the thermal modelling of the laser ATP process has been done under quasi-steady state assumption. The geometric model for Session 5B
326
SEICO 13 SAMPE EUROPE 34th. International Conference and Forum
the governing equation (Eq. 1), comprises of SS roller, a portion of the incoming tape and substrate and a portion of the substrate down the nip point. Table 4 lists the material properties and process parameter values. 𝜌𝐶𝑝 𝑢𝑡𝑟𝑎𝑛𝑠 ∙ 𝛻𝑇 = 𝛻 ∙ (𝑘𝛻𝑇) + 𝑄
(1)
Table 3 Material properties and process parameters for the ATP thermal model k [W/(m K)]
{34, 0.34}
Thermal Conductivity – Composite & Tape
ρ [Kg/m3]
1584
Density – Composite & Tape
C p [J/Kg K]
1370
Heat Capacity at Constant Pressure – Composite & Tape
k [W/(m K)]
44.5
Thermal Conductivity – SS Roller
ρ [Kg/m3]
7850
Density – SS Roller
C p [J/Kg K]
475
Heat Capacity at Constant Pressure – SS Roller
T a [K]
300
Ambient Temperature
T ml [K]
553 [K]
Mandrel Temperature
T r [K]
473 [K]
Roller Temperature
T g [K]
416 [K]
PEEK Glass Transition Temperature
T m [K]
607 [K]
PEEK Melting Temperature
h a [W/(m2K)]
13
Heat transfer coefficient
ε
0.9 [1]
Emissivity
Initially, the substrate is at the mandrel temperature, while the incoming tape is at room temperature. Radiative boundary conditions are imposed on the substrate top surface and roller external surface. In addition, heat loss through convection is modelled for the top surface of the substrate. Energy input via laser irradiation is modelled as boundary heat input for a portion of the incoming tape and the substrate. The substrate bottom surface is maintained at the mandrel temperature, while a constant temperature boundary condition is maintained at the roller.
The model was used to investigate the influence of process speed on the temperature distribution. The process speed was varied to 0.01, 0.1 and 0.2 m/s. Equal heat distribution was assumed for the tape and the substrate. The maximum temperature in the tape/substrate was found to be 404, 312 and 298 0C, respectively for the three process speeds investigated. It is well-known that the thickness of the material that is Session 5B
327
SEICO 13 SAMPE EUROPE 34th. International Conference and Forum
heated and melted by the laser energy depends on the time available for heat conduction in the through-thickness direction; at high speeds, laser is able to heat only a very thin surface layer of material. Beyeler and Guceri [5] and Grove [6] have reported similar observations, including a temperature difference of around 50 0C between the opposite sides of the incoming tape, irradiated by a laser beam with similar energy density. Furthermore, the maximum temperature attained may be lower than the melting temperature of the material. It is clear that melting of a very thin skin deep layer will lead to a significantly less or negligible amount of consolidation, intimate contact and healing, crystallisation and void reduction, which is reflected in poor mechanical properties of ATP laminates.
CONCLUSIONS The focused heat input in the laser assisted ATP process offers one of the highest potential productivity and efficiency gains. A model has been prepared to investigate the heat transfer process. The initial numerical results, in agreement with previously published results, suggest a very thin skin deep layer being heated above the polymer melting temperature, potentially leading to inferior properties. The experimental results confirm this observation. Our current efforts are focused at leveraging this enhanced process understanding to gain preferential improvements in the laminate properties.
REFERENCES 1.
http://www.afpt.nl/
2.
http://www.suprem.biz/
3.
Muhammad AK, Mitschang P, Schledjewski R, Identification of some optimal parameters to achieve higher laminate quality through tape placement, Advances in polymer technology, Vol. 29, No. 2 98-111 (2010).
4.
Kilroy, JP, Ó Brádaigh, CM, Semprimoschnig COA, Mechanical and Physical Evaluation of a new carbon fibre/PEEK Composite System for Space Applications, May/June 2008.
5.
Beyeler,
E.P.
and
S.I.
Guceri,
Thermal-Analysis
of
Laser-Assisted
Thermoplastic-Matrix Composite Tape Consolidation. Journal of Heat Transfer-Transactions of the Asme, 1988. 110(2): p. 424-430. 6.
Grove, S.M., Thermal Modeling of Tape Laying with Continuous Carbon FiberReinforced Thermoplastic. Composites, 1988. 19(5): p. 367-375.
Session 5B
328