The 17th International Conference on CAD/CAM, Robotics and Factories of the Future, Durban, South Africa, July, 2001
USE OF ARTIFICIAL NEURAL NETWORKS FOR PROCESS PLANNING OF CYLINDRICAL MACHINED COMPONENTS Chandra R. Devireddy Kalyan Ghosh Sankha Deb Dept. of Mathematics and Industrial Engineering École Polytechnique P.O. Box 6079, Station ''Centre-ville'' Montreal, Quebec H3C 3A7 Canada
[email protected] ABSTRACT Important process planning activities are identified for the application AI tools in realising intelligent CAPP systems. An intelligent Computer-Aided Process Planning (CAPP) methodology is developed to suggest the appropriate manufacturing operations and their further subdivisions. The effort involved is limited to cylindrical machined components. An illustrative example is provided. The use of AI approach has enabled the development of a very flexible CAPP methodology that can be easily trained to handle new types of components and has the potential to be adopted in real manufacturing environment. KEYWORDS: Computer-Aided Process Planning, artificial intelligence, neural networks, selection of machining operations, rotational components. 1. INTRODUCTION With the growing trend towards automation of design and manufacturing activities and the evolution of Computer-Aided Design (CAD) and Computer-Aided Manufacturing (CAM), the automation of planning function by using Computer Aided Process Planning (CAPP) has acquired added significance. CAPP is being viewed as a critical link between CAD and CAM and an essential function in Computer-Integrated Manufacturing (CIM). Over the years, there has been considerable effort in developing CAPP systems using various approaches like variant, generative (Marri et al 1998). The advent of artificial intelligence (AI) techniques have enhanced the diversity of knowledge representation and inference approaches in generative process planning resulting in improved performance of CAPP systems. The development of present CAPP methodology is a contribution in the ongoing efforts in this direction. The paper is organised as follows. The evolutionary AI based approaches to process planning are briefly presented in §2 and important process planning activities are identified for application of AI tools. In §3, the proposed methodology of process planning is presented. It is illustrated with an example in §4. The scope for further research is discussed in §5. The conclusions are presented in §6. 2. EVOLUTIONARY AI BASED APPROACHES TO PROCESS PLANNING The issue of selection of machining operations and their sequence is an all important activity of process planning, since it determines the nature and direction of other functions, e.g. selection of machine tools, set-ups, cutting conditions, etc. In order to select the best machining operations as well as their sequence, it is essential that the
Devireddy, Ghosh and Deb
CAPP system should be able to map machining operations, and their characteristics, with respect to the manufacturing features and their geometrical and technological constraints. With the recent advances in artificial intelligence (AI) techniques, various AI based approaches have been explored to solve the above problem. The expert systems approach offer a promising solution to solve the problem through its structure-rich representation of the manufacturing knowledge in the form of IF-THEN rules and its explicit inference procedure. It has been used for machining operations selection for a variety of features encountered in both rotational and prismatic components (Khosnevis & Tan 1995, Sabourin & Villeneuve 1996, Younis & Waheb 1997, Jiang et al 1999, Radwan 2000). However, the expert systems are only capable of solving those problems that have explicitly known rules and have been defined within their knowledge base. They are unable to infer in situations even slightly different from those known conditions and are unable to acquire knowledge automatically. Furthermore, the knowledge acquisition process ends with implementation of the expert system and as a result, these systems cannot adapt to changes. Thus the knowledge acquisition is a major bottleneck to successful CAPP implementation using expert systems approach. The application of neural network approach to machining operations selection overcomes the knowledge acquisition bottleneck of expert systems. It can perform inference by effectively learning the possibly arbitrary mappings between input features & its attributes and output machining operations sequence from a limited set of examples during training. It is able to generalise beyond original set of examples, characterised by fast inference once the network is trained and its adaptability to the dynamic manufacturing environment through retraining owing to efficient knowledge acquisition capability. The ability to generalise enables it to perform reasonably in unknown situations without having explicit rule for solution. Knapp and Wang (1992) have demonstrated the ability of neural networks in the process selection and within feature process sequencing. However, it was restricted to a particular type of component. In order to explore the full potential of such a neural network approach, a more generalised methodology for an entire class of components has to be developed. The paper addresses the development of an intelligent CAPP methodology for the selection of machining operations and their within operation sequence, for the class of rotational axisymmetric components. Selection of machine tools and cutting tools for generation of features on components is another important aspect of CAPP addressed by researchers using expert systems approach (Jiang et al 1999, Chang 2000) by formalising rules for selection based on process capability. In the field of automated selection of cutting tools, the selection is often made difficult by the wide range of availabilities of different tool geometries, materials and other technological parameters of cutting tools, for which a neural network based approach (Santochi et al 1996) has been reported. The selection of cutting conditions is an important CAPP sub function, which has been addressed by expert systems approach (Jiang 1999) and fuzzy logic approach (Hashmi et al 1998). It is clear from the above discussion that there is a great potential for application of various AI based approaches in development of intelligent process planning methodologies. 3. PROPOSED METHODOLOGY FOR GENERATION OF MACHINING OPERATION SEQUENCE An intelligent CAPP methodology is proposed for selection of machining operations and their further subdivisions for axisymmetric rotational components. The primary aspect to be considered in the selection of machining operation for a particular feature is whether a
Use of artificial neural networks for process planning of cylindrical machined components
given machining process can produce the feature or not. The following attributes of the feature play an important in the selection of machining operations for each feature: (a) Type of feature (hole, step, thread, taper, etc.), (b) Size of feature (diameter, length, etc.) and (c) Precision nature of the feature (dimensional tolerance, surface finish, etc.). Based on the particular values of a feature's attributes, the process planner can identify the sequence of operations necessary to produce the feature. Therefore, it is prudent that the basic operations should be selected first in the process of selecting machining operations and then if the technological requirements of the feature cannot be met in a single stage operation, then it is to be done in one or more stages or steps. Accordingly, a two-tier methodology has been developed for generation of detailed operation sequence for machining each feature. The first stage identifies the basic machining operations needed for generating the feature. The second stage deals with further refinement of the machining operations into categories like roughing, semi-finishing and finishing operations. The two stages of decision making are implemented using a two-stage neural network architecture. The scope of the present work has been restricted to axisymmetric rotational parts containing the following features, namely external step, taper, thread, hole. The machining operations and their capabilities, included in the present system, are given in table 1. Table 1. Capabilities of typical machining operations. Operation Drilling Reaming Boring Grinding (internal) Turning/ grooving/ taper turning Grinding (external)
Diameter (mm)
Length (mm)
Tolerance (mm)
3.0 – 100.0 10.0 – 100.0 19.0 – 300.0 25.0 – 300.0
10.0 – 300.0 30.0 – 300.0 60.0 – 900.0 75.0 – 900.0
0.080 – 0.40 0.013 – 0.08 0.025 – 0.13 0.004 – 0.02
Surface finish (microns) 1.6 – 9.5 0.5 – 2.4 0.4 – 6.3 0.1 – 1.6
5.0 – 100.0
20.0 – 300.0
0.030 – 0.087
0.4 – 9.0
5.0 – 100.0
20.0 – 300.0
0.012 – 0.035
0.07 – 1.6
Precision attribute Yes Yes
Yes
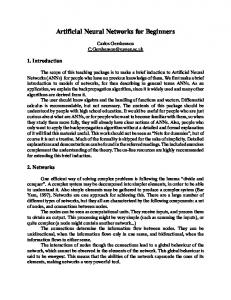
3.1 Development of Architecture for the Neural Network Model First stage: The objective of this stage is to identify the basic machining operations necessary to generate a given feature. The input vector of the first stage of the neural network consists of eight variables as shown in table 2. The first four variables denote the type of feature. The next four variables represent the technological attributes of the feature. Each feature type is associated with a node of the input layer of the neural network and each attribute of the feature also associated with an input node. For example, typical input regarding a hole feature can be: '1 0 0 0 0.05 0.150 0.05 0.16'. This represents that the feature is a hole, it has a diameter of 50 mm, length of 150 mm, a tolerance requirement of 0.05 mm and surface finish requirement of 1.6 µm . The input values corresponding to the attributes of the diameter, length, tolerance and surface finish are scaled appropriately to be in the range between 0 and 1, to facilitate training of the network. The output vector consists of 8 nodes, representing machining operations and their sequence, as shown in table 2. The sequence of the operations to be performed need to be built into the output vector itself. For example, boring (or reaming) is performed after drilling. Each machining operation is assigned a node corresponding to the output layer of the neural network. The sequence of operations is built into the output
Devireddy, Ghosh and Deb
layer of the network by proper encoding of the operation position within a sequence. For example, a typical output of the first stage of the network for the above example set would be: '1 1 0 0 0 0 1 0'. It represents the information that drilling, reaming and grinding operations are selected. The values of the output are in binary form, i.e. if an operation is needed for the feature, it is represented as '1'. Otherwise, it is represented as '0'. As can be observed, this is also the natural sequence of operations. If a feature can be generated by a special machining operation instead of two or more machining operations (in order to reduce the cost of machining), it is represented by the eighth output. The architecture of the first stage of the neural network is shown in figure 1. Relevant parameters of the neural network architecture are shown in table 2. Table 2. Input and output vectors and architectures of 1st and 2nd stage neural network First stage Input vector Output vector (1) Type of feature – hole (1) Drilling (2) Type of feature – step (2) Reaming (3) Type of feature – taper (3) Boring (4) Type of feature – thread (4) Turning (5) Diameter (5) Taper turning (6) Length (6) Grooving (7) Tolerance (7) Grinding (8) Surface finish (8) Precision
Second stage Input vector Output vector (1) Diameter (1) Nature of feature (2) Length (2) Roughing (3) Tolerance (3) Semi-finishing (4) Surface finish (4) Finishing (5) Drilling (5) Roughing (6) Reaming (6) Semi-finishing (7) Boring (7) Finishing (8) Turning (8) Roughing (9) Taper turning (9) Semi-finishing (10) Grooving (10) Finishing (11) Grinding (11) Lapping (12) Precision attribute
First Stage architecture Hidden layer 1 Neurons in hidden layer 11 Learning rate 0.6 Momentum rate 0.9 No. of training patterns 59 No. of training iterations 10481 Max. error (RMS) 0.001 Mode of teaching Batch
Second Stage architecture Hidden layer 1 Neurons in hidden layer 11 Learning rate 0.5 Momentum rate 0.9 No. of training patterns 151 No. of training iterations 34164 Max. error (RMS) 0.001 Mode of teaching Batch
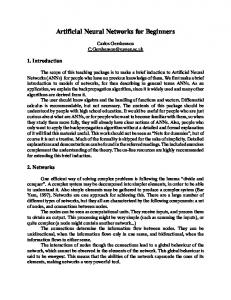
Second stage: The objective of the second stage is further subdivision of the operations selected in the first stage into roughing, semi-finishing and finishing operations. The input vector to the second stage of the neural network has 12 attributes as shown in table 2. For example, the input for the above example is: '0.50 0.150 0.05 0.16 1 0 1 0 0 0 0 1'. The input values corresponding to the attributes of diameter, length, tolerance and surface finish are again scaled appropriately, according to the methodology discussed for the first stage. The output from this stage of the neural network is designed to give an idea about the main operations and their subdivisions. In order to keep the number of outputs to a minimum, the nature of the operation (either internal or external) is represented by the first element of the output vector. Also the number of outputs is designed such that fewer output nodes represent all the machining operations and their subdivisions. For example, when a drilling operation (which essentially is an operation for generating internal features) is required, it is seldom needed to have a turning operation (which is essentially used to generate external features). Likewise, when a
Use of artificial neural networks for process planning of cylindrical machined components
reaming operation is required, boring operation is rarely used. In addition, the grinding operation can be used for both internal and external features. This philosophy is used in designing the output of the second stage of the network. The following are elements of the output vector of the second stage: (1) Type of feature Internal = '0', External = '1' (7) Finish Reaming / Boring (2) Rough Drilling / Turning (8) Rough Grinding (3) Semi-finish Drilling / Turning (9) Semi-finish Grinding (4) Finish Drilling / Turning (10) Finish Grinding (5) Rough Reaming / Boring (11) Lapping (6) Semi-finish Reaming / Boring Type of feature (internal or external) is represented as '0' or '1' to help identify whether the feature is internal or external. The subdivisions of the drilling and turning operation are represented by the nodes 2, 3 and 4. The type of basic machining operation (drilling or turning) can be identified by noting the value of the first node. The nodes 5, 6 and 7 represent whether reaming or boring operation is needed. The neural network output for the above example is: '0 1 0 0 0 1 1 0 0 0 0', which represents the sequence of rough drilling, semi-finish and finish boring operations. Fig. 2 shows the network architecture of 2nd stage. Relevant parameters of the neural network architecture are shown in table 2. 3.2 Training of the Neural Network The neural network is trained with a back propagation algorithm, using batch training. In batch training, weight adjustments are made after all the patterns are presented in each iteration. For the first stage of the neural network, 59 data patterns have been used. The number of iterations required for training the network to the error level of 0.001 is 10481. Similarly, for the second stage of the neural network methodology, 151 training patterns have been used. The number of iterations for training the network to the error level of 0.001 is 34164. 4. ILLUSTRATIVE EXAMPLE SHOWING DEVELOPED METHODOLOGY
APPLICATION
OF
THE
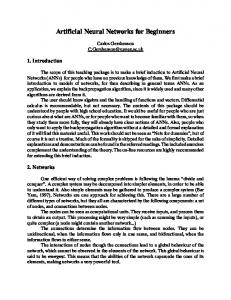
In order to demonstrate the application of the methodology developed, an example of axisymmetric rotational part, as shown in figure 3 has been chosen. The corresponding machining operations identified through the first and the second stages of the neural network model are shown in table 3 and table 4, respectively. For example, for the feature, 'TAPER #1', the first stage output '0 0 0 0 1 0 1 0' means taper turning and grinding operations are required. The second stage output '1 1 1 0 0 0 0 1 0 1 0' means that it is an external feature, rough and semi-finish taper turning, and rough and finish grinding are required. It requires a tolerance of 20 microns and a surface finish of 0.12 microns. Both taper turning and grinding processes have to be used, since turning alone can give tolerances up to 62 microns for this dimension, which is unacceptable. In further classification, rough grinding can give tolerance only upto 39 microns and surface finish of 1.5 microns. Hence, both rough and finish grinding are suggested by the second stage of the neural network, besides rough and semi-finish turning, as given in table 4. By interpreting the outputs of the first and second stage neural networks together, the required sequence of operations, and their subdivisions, to generate a particular feature can be obtained.
Devireddy, Ghosh and Deb
Table 3. Input and output of the first stage neural network Feature 1. Hole 2. Step 3. Taper #1 4. Taper #2 5. Thread
Input 1 0 0 0 0.02 0.18 0.200 0.300 0 1 0 0 0.05 0.04 0.150 0.200 0 0 1 0 0.05 0.05 0.200 0.012 0 0 1 0 0.04 0.01 0.100 0.400 0 0 0 1 0.05 0.04 0.130 0.400
Output 10000000 00010000 00001010 00001000 00010100
Recommended operations Drilling Turning Taper turning and grinding Taper turning Turning and grooving
Table 4. Input and output of the second stage neural network Feature 1. Hole
Input 0.02 0.18 0.20 0.300 1 0 0 0 0 0 0 0
Output 01110000000
2. Step 3. Taper #1
0.05 0.04 0.15 0.200 0 0 0 1 0 0 0 0 0.05 0.05 0.02 0.012 0 0 0 0 1 0 1 0
11100000000 11100001010
4. Taper #2 5. Thread
0.04 0.01 0.10 0.400 0 0 0 0 1 0 0 0 0.05 0.04 0.13 0.400 0 0 0 1 0 1 0 0
11000000000 11100000000
Recommended operations Rough, semi-finish and finish drilling Rough and semi finish turning Rough and semi-finish taper turning, rough and finish grinding Rough taper turning Rough and semi-finish turning and grooving
5. SCOPE FOR FURTHER WORK AND FUTURE RESEARCH DIRECTIONS The process planning methodology has been currently developed to recommend machining operations for axisymmetric rotational parts containing the following features, namely external step, taper, thread and hole. Further research is in progress on extending the scope of the proposed methodology to include various other machining features like internal threads, chamfers, counterbore, countersink, knurls, etc., commonly encountered in rotational components. Another avenue for further research is to explore the possible use of a neuro-fuzzy approach by integrating the benefits of efficient knowledge acquisition and adaptive learning capabilities of neural network and explicit inference procedure of fuzzy logic systems. Such an approach would allow creation of knowledge base for the system out of training data from scratch as also knowledge in the form of fuzzy rules wherever expert knowledge is available. Another possible future research direction could be creation of an integrated modular CAPP system, of which the developed neural network based methodology is a module. An automatic feature recogniser that provides information about the features and their attributes could be used as input to the neural network module. The output from the neural network module could be used for further sequencing of operations across all the features using a rule-based global operation sequencing module by imposing precedence constraints on the machining operations sequence for each feature generated by the neural network. 6. CONCLUDING REMARKS In the present work, an intelligent process planning methodology has been developed for sequence of operations for machining rotational axisymmetric parts feature by feature. The use of a neural network approach has enabled the development of a very flexible CAPP system with adaptive learning capability that can be easily trained to handle new types of components. It is aimed at overcoming the shortcomings of existing traditional and expert system based approaches. The application of the proposed methodology has been illustrated using a rotationally symmetric component as example. It is believed that
Use of artificial neural networks for process planning of cylindrical machined components
the methodology presented here will substantially reduce the time to generate process plans and provide a powerful practical approach to CAPP if adopted in a real manufacturing environment. REFERENCES Chang P., Chang C. (2000). An integrated artificial intelligent computer - aided process planning system, Int. J. Computer Integrated Manufacturing, 13, 6, pp 483-497. Hashmi K., El Baradie M. A., Ryan M. (1998), Fuzzy Logic Based Intelligent Selection of Machining parameters, Computers Ind. Engg., 35, pp 571-574. Jiang, B., Lau, H., Chang, Felix T.S., Jiang H. (1999). An automatic process planning system for the quick generation of manufacturing process plans directly from CAD drawings. Journal of Materials Processing Technology, 87, pp 97-106. Khoshnevis, B., Tan, W. (1995). Automated process planning for hole-making, American Society of Mechanical Engineers, Manufacturing Review, 8, 2. Knapp, G. M, Wang, H. (1992). Acquiring, storing and utilising process planning knowledge using neural networks, Journal of Intelligent manufacturing, 1, pp 1-15. Marri, H. B., Gunasekaran, A., Grieve, R. J.(1998). Computer-Aided Process Planning: A State of Art, International J. of Advanced Manufacturing Technology, 14, 4, pp 261. Radwan, A. (2000). A practical approach to a process planning expert system for manufacturing processes, Journal of Intelligent Manufacturing, 11, pp 75-84. Sabourin, L., Villeneuve, F. (1996). OMEGA, an expert CAPP system, Advances in Engineering Software, 25, pp 51-59. Santochi M., Dini G. (1996). Use of neural networks in automated selection of technological parameters of cutting tools, Computer Integrated Manufacturing Systems, 9, 3, pp 137-148. Younis, M. A., Waheb, M. A. Abdel (1997). A CAPP expert system for rotational components, Computers in Ind. Engng., 33, 3-4, pp 509 – 512.
Figure 1. First stage neural network architecture
Devireddy, Ghosh and Deb
Figure 2. Second stage neural network architecture
Figure 3. Example component