Dynamic Photo Stepper Dispatching/Scheduling in Wafer Fabrication Myoungsoo Ham, * Frank Dillard Samsung Austin Semiconductor, * Samsung Austin Semiconductor Austin, Texas, USA,
[email protected] Abstract – As semiconductor manufacturers automate every aspect of production, the need for a sophisticated manufacturing scheduling system increases. The scheduler must be intelligent enough to consider high complexity, robust enough to react to any sudden changes, and fast enough to process a request within seconds. Among several areas in semiconductor manufacturing, photo is one of the most challenging because of its complexity and the dynamic nature of the photo area. This paper presents the development and implementation of a successful photo dispatching and scheduling system. Our scheduler was developed by a very small group that is very close to the work floor itself and is comparatively simple. This simplicity is really the strength of our scheduler as it considers all of the important variables while maintaining amazing speed and responsiveness.
4) 5)
6)
I. INTRODUCTION Scheduling semiconductor manufacturing presents unique challenges because of a wide range of variables that must be considered. The variables are: 1) re-entrant flows, 2) large number of processing steps, 3) capital cost of equipment, 4) unpredictable product market changes, 5) unscheduled equipment failures, 6) batch loading processes, 7) reticle management, 8) process setup time, 9) queue time restrictions, 10) yield efficiency of different equipment types, and so on. 1) Re-entrant flows refers to the needs for wafers to visit the same type of equipment at multiple layers, multiple times. 2) Typical semiconductor manufacturing has about 200~300 steps per product flow and about 15~25 layers per each flow. The re-entrant flows create a situation where the wafers compete with other wafers from different layers for the same types of equipment thereby creating a need to balance the processing to balance the line. The scheduler must decide the priority of each layer by considering wafers due date, line balancing, and equipment status. 3) The huge capital investment, about 3~4 billion dollars for a new 300 mm fab, requires the scheduler to completely utilize equipment by
0-7803-9144-6/05/$20.00 ©2005 IEEE.
7)
8)
9)
75
minimizing setups, optimizing different speeds per layer and equipment type, shot pattern layout efficiencies, and many other manufacturability concerns. Unpredictable market changes require complete flexibility in product introduction and volume. Unscheduled equipment failure, and frequent equipment qualification changes require the scheduler to react to those changes in real time. For example, the scheduler should be able to reschedule the wafers that were originally scheduled for the equipment that has gone down due to failures or because equipment requalification in required. Some semiconductor equipment can process multiple lots at one time(batches). The processing time of this type of equipment remains constant rather the full batch is loaded or a reduced number of lots are run resulting in a loss of equipment efficiency. Additionally, if the equipment is not loaded with a full production batch the un-used space must be filled with dummy lots which can increase the manufacturing costs significantly. Also, manufacturing performance is lost if the equipment is sitting idle waiting on a full batch to process. Therefore, the scheduler must first be able to optimize for the batch process, and secondly determine when it is optimal to process less then a full batch. The reticles used in the photo process have a high cost and are unique at each layer. The scheduler needs to consider not only the stepper itself but also reticle availability to schedule the lot for the stepper. Therefore, an efficient reticle management system that can predict needed changes and efficiently move reticles is essential. Most of the equipment requires process setup time to run different steps. The consideration of chemical changes, gas change-overs, temperature changes, and reticle loading times must all be taken into account when determining the optimal schedule for maximum throughput. Some areas of the process have a queue time constraint. For example, the time a lot can wait between the wet-preclean and the time it starts processing in a diffusion furnace. Failure to meet
scheduler. Some possible issues with lot prioritization are conflicts between dispatching rules trying to optimize different areas of the FAB at the same time. For example, the Implanter area wants to maximize its throughput by not changing recipes, but the photo area wants to optimize on reticle changes. In this case, the downstream tool can be in an inventory starvation situation because the upstream tool does not process what the downstream tool needs. One way of keeping the balance between global optimization and local optimization is explained later. This calculation is done within x seconds and runs every x minutes.
the processing time window can result in jeopardized quality or recleaning of the lot resulting in lost productivity. The goal of the scheduler is to guarantee this constraint is not violated resulting in rework. 10) There are also cases when specific pairs of equipment show better yield. For example, if the wafers were processed by equipment X, the wafers need to be processed by equipment Y when the wafers arrive at step Z. Also, there can be equipment preferences for certain steps. For example, step K can be processed by equipment X, Y, and Z. Among the three pieces of equipment, X is preferred for the step for some reason.
B. Scheduler The scheduler is comprised of three sub-schedulers: Chain Breaker, Load Balancer, and Exception Handler. Those three sub-schedulers run every x minutes and finish the calculation within one minute in total.
This paper presents a success story of developing and implementing a photo stepper scheduling and dispatching system resulting in improved factory throughput and overall product quality improvement.
B-I. Chain-Breaker Chain-Breaker refers to the concept of scheduling as many of the same step lots as possible in a row to maximize the equipment efficiency. The functionality takes a heuristic approach to decide whether to continue processing the current step or switching to the next competing step for the current equipment. If there are any of the same lots waiting at the current processing step, the scheduler tries to prioritize those lots before scheduling a step change to minimize the lost productivity penalty for changing reticles. However, if the lots at the competing step have a higher priority than the lots at the current step, the scheduler recommends breaking the “chain” as long as it meets three conditions shown in Table I.
II. STEPPER SCHEDULER AND DISPATCHER Success of a factory depends mainly on how well the photo equipment is scheduled and utilized. To accomplish this, photo stepper scheduling is comprised of two primary functions; a dispatching component and scheduling component. The dispatcher decides the best stepper for the lot as it tracks out of the previous processing step. Several factors must be evaluated in less than a second to make the optimal decision. These factors are: equipment arrangement (IE preferred equipment choice versus currently qualified equipment.), current equipment status, reticle location and availability, any layer or equipment matching, current number of lots running on each stepper, number of lots queued for each stepper, any empty loading ports by stepper, and finally lot priority. The function of the dispatcher component is to make the best decision based on the current status of the input variables. This creates an extremely dynamic situation as the inputs are changing on a real-time basis making the current optimized schedule less then optimal within minutes of being calculated. To account for this, the scheduling component runs every x minutes to recalculate the current state of all dispatched lots based on changes in the stepper arrangement and equipment states. The scheduler also recommends the required number of steppers for each layer depending on current and expected incoming inventory by product mix.
TABLE I SAMPLE CHAIN-BREAKING CONDITION
Case 1 2
Conditions # of lots # of waiting processed lots at consecutively at competing current step step 3 3 6
4
Delta of composite index 50 % 20 %
Table I shows that there are three conditions that must be met in order to break a chain. For case number 1, the stepper must first have processed at least 3 consecutive lots at current step. Second, there should be at least 3 lots at the competing step. Third, the average composite index of the competing step should be at least 50 % higher. For case number 2, the stepper must first have processed at least 6 consecutive lots at current step. Second, there should be at least 4 lots at the competing step. Third, the average composite index of the competing step should be at least 20 % higher. If either case is true, chain breaking is allowed.
Functions of the dispatching and scheduling components: A. Lot priority generator Lot priority generator calculates the rank of each single lot based on two factors: “hit the due date” and “maintain line balanced”. The weighed combined rank is called the “composite index” with a scoring scale from 0 to 1. The composite index is used as an input to the dispatcher and
76
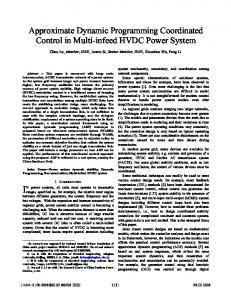
The Server Selection Rule (SSR) is used primarily when the lot is tracked out at a previous step or any process flow changes. For example, rework, reposition, release and equipment status change from up to down. The Queue Selection Rule (QSR) is used primarily when the equipment has any open loading port. For example, track out, equipment status is changed from down to up. Fig. 1 shows the concept of SSR and QSR.
B-2. Load Balancer The scheduled workload can be unbalanced due to several reasons; two of which are different speed of equipment and different speed of lot delivery. For example, let’s say there are 11 waiting lots at the same step. The scheduler assigns 5 lots to stepper A and 6 lots to stepper B. After one hour, stepper A has only 2 waiting lots and stepper B has 4 waiting lots. Load-Balancer recognizes this unbalanced load and reschedules the lots to even the work load between the two steppers. In other words, LoadBalancer picks one lot out of stepper B and reschedules it for stepper A. Additionally, the load scheduler will send a command to the AMHS (Automated Material Handling System) to output the lot if it is necessary.
C-1. Server Selection Rule (SSR) As a lot is tracked out of the current step, the dispatcher checks if there are steppers available. The candidate steppers must meet special conditions, such as coupling and stepper matching. Dispatcher then check out the scheduler output for currently assigned lots. The dispatcher then considers reticle changes, number of open loading ports, distance, and next track out time of currently loaded lots. Next, if the reticle is available, dispatcher assigns the lot to the stepper. A command is issued to the AMHS system to deliver the lot to the stepper location. If there is no stepper available, dispatcher goes through a “best guess” process to determine the “best” stepper to schedule the lot. Best guess process considers the number of wafers currently scheduled by layer and product for each stepper in addition to all other server selection rules. All calculations are done less than one second.
TABLE III SAMPLE OUTPUT FROM LOAD-BALANCER
A
Scheduled Stepper 1
New Stepper 2
AMHS Delivery Y
B
1
2
Y
LotID
Table III shows the scheduler wants to move lots A and B from stepper 1 to stepper 2. Since, lots A and B are not in the closest stocker, the system will issue a request to AMHS to output the lot for processing. B-3. Exception Handler Any scheduling change event can create an “orphan” lot. For example, the Chain-Breaker functionality recommends stepper 2 to change step from 5000 to 4000. Any lots already scheduled for step 5000 and stepper 2 becomes “orphan” because the scheduling that assigned them is invalid. Stepper 2 is no longer processing step 5000. Exception Handler functionality searches for orphan lots and reschedules them accordingly. Exception Handler also searches for any idle stepper and reschedules any lots that can process on that equipment accordingly. Output from Exception Handler uses the same format as a Load Balancer.
Lot track out or special events
Any steppers available? Yes Server Selection Rule - Any special constraints - Scheduler output - No reticle change required - Less # of open ports - Distance - Closest next track out time
C. Dispatcher The Dispatcher functionality consists of two dispatching rules. The first is the Server Selection Rule (SSR) and the second is the Queue Selection Rule (QSR).
decides best lot (QSR)
Stepper has reticle available?
Track out
: Candidate lot
No
Server selection rule (“Best guess”) - Any special constraints - Equipment status - Scheduler output - Previous pre-reservation info - Equipment qualification state - Reticle availability - # of lots scheduled - Distance - Closest next track out time
Yes
For departing lot,
For empty port,
No
Reservation done! - Issues AMHS lot delivery to stepper directly
decides best equipment (SSR)
Pre-Reservation done! - Issues AMHS lot delivery to closest stocker to the stepper “best guessed”
Exit
: Candidate equipment
Fig. 2. The logic flow of dispatcher (Server Selection Rule).
Fig. 1. Server Selection and Queue Selection.
77
III. RESULTS
C-2. Queue Selection Rule (QSR)
With this automated scheduling system, a company can improve the line performance by improving line balance and equipment efficiency. With the optimized system, head count can be reduced because most of the manual tracking and equipment scheduling has been removed from the specialist on the floor and put into the system. Also, if the system functions properly, the need for specialist training is reduced because the system does all the work and scheduling and the specialist needs only to follow the scheduling recommendations.
As the equipment becomes idle and requests more work, the dispatcher checks if there are any available lots. Then, the dispatcher considers any special constraints, scheduler output, reticle changes, lot priority, distance, and original pre-reservation info. Finally, the best lot is selected from the queue and request for lot output is sent to the AMHS system. All calculations are done within less than one second.
Equipment track out or special events
IV. CONCLUSION AND FUTURE RESEARCH Any lot available?
No
This paper presented the complex scheduling issues present in semiconductor manufacturing. Focus then turnes to the details of scheduling only the photo stepper area as this is the most capital intensive cost in a present day factory. Photo stepper scheduler is comprised of two main systems: the dispatcher and the scheduler. Dispatcher is comprised of two sub-pieces: Server Selection Rule (SSR) and Queue Selection Rule (QSR). The scheduler is comprised of three sub-pieces: Chain Breaker, Load Balancer, and Exception Handler. By using a combination of dispatcher and scheduler efficiently, a company can improve their line performance dramatically with less head count resources and improved equipment utilization. Also, a company can successfully remove most of the daily decision making from the operator on the floor to the back room scheduling systems, moving one step closer to full automation. Through the use of this scheduler we have experienced improved linearity and mix attainment. As a result of that we have increased WIP turns, wafer movement, and shipments, while decreasing overall inventory levels. The most significant end result of all of those factors is an impressive reduction in cycle time. Future application is to apply similar concepts to all areas of the FAB. For instance, Within implanter area the gas and/or recipe changes require significant setup time. Another interesting area is Diffusion where the requirement for preclean to furnace introduces queue time constraints. Because of queue time constraints, the batch should be created at the furnace preclean step and the scheduler must insure that the batch can arrive at the furnace in a timely manner. For further future research, we may try to combine the current heuristic dispatcher/scheduler with the optimization approach while consistently meeting three conditions: Intelligent enough to consider high complexity, robust enough to react to any sudden changes, and fast enough to process a request within seconds.
Exit
Yes Queue Selection Rule - Any special constraints - Scheduler output - No reticle change required. - Lot priority (due date and line balance) - Shortest distance - Same equipment with pre-reservation
Stepper has reticle in its pod?
Yes Reservation done! - Issues AMHS lot delivery to stepper directly
No
Reservation done! - Issues reticle delivery to stepper - Issues AMHS lot delivery to stepper directly
Exit
Fig. 3. The logic flow of dispatcher (Queue Selection Rule).
D. Graphic User Interface Manufacturing is provided with the scheduling results only as a reference. A GUI presents a prioritized lot list to the manufacturing specialist with only equipment ID and lot information. The actual lot scoring calculations are stored in the system for reference by scheduling specialists only.
78
REFERENCES [1] R. M. Dabbas and J. W. Fowler, “A New Scheduling Approach Using Combined Dispatching Criteria in Wafer Fabs,” IEEE Trans. Semiconduct. Manufact.,vol. 16, pp. 501-509, Aug. 2003. [2] Y.-F. Hung and R. C. Leachman, “A Production Planning Methodology for Semiconductor Manufacturing Based on Iterative Simulation and Linear Programming Calculations,” IEEE Trans. Semiconduct. Manufact.,vol. 9, pp. 257-269, May 1996. [3] J. C. Chen, C.-W. Chen, C.-Y. Tai and J. C. Tyan, “Dynamic statedependent dispatching for wafer fabrication,” Int. J. Prod. Res., vol. 42, no. 21, pp. 4547-4562, Nov. 2004. Myoungsoo Ham received a master in OR/IE at University of Texas at Austin. He is working on PhD in IE at Arizona State University under Dr. Fowler and is also working as manufacturing scheduling manager at Samsung Austin Semiconductor. Prior to his current position, he worked for Texas Instruments as IE manager, worked for AMD as senior IE engineer, and worked for Samsung Korea Semiconductor as automation engineer. His research interests include dispatching & scheduling and modeling of semiconductor manufacturing. Frank Dillard received a masters in production management from the University of North Texas in Denton, TX. He is currently working as the manufacturing training manager at Samsung Austin Semiconductor. Prior to this position he has worked as a manufacturing area manager. Prior to this position he has worked as a manufacturing area manager and shift manager also at Samsung Austin Semiconductor. He has also worked in manufacturing management at Hitachi Semiconductor in Irving, TX. and Atmel Semiconductors in Colorado Springs, Co. His research interests include the manufacturing scheduling logic for the various toolsets in each area of manufacturing.
79