Proceedings of the ASME 2016 Heat Transfer Summer Conference, the ASME 2016 Fluids Engineering Division Summer Meeting, and the ASME 2016 14th International Conference on Nanochannels, Microchannels, and Minichannels HTFEICNMM2016 July 10-14, 2016, Washington, DC, USA
HTFEICNMM2016-1070
NUMERICAL SIMULATION OF BALLING PHENOMENON IN METALLIC LASER MELTING PROCESS Xin Liu Université de Lyon, CNRS, INSA-Lyon, CETHIL, UMR5008, F-69621, Villeurbanne, France
[email protected]
Mhamed Boutaous Université de Lyon, CNRS, INSA-Lyon, CETHIL, UMR5008, F-69621, Villeurbanne, France
[email protected]
Shihe Xin Université de Lyon, CNRS, INSA-Lyon, CETHIL, UMR5008, F-69621, Villeurbanne, France
[email protected]
Dennis Siginer Universidad de Santiago de Chile and Bostwana International University of Science and Technology
[email protected];
[email protected]
ABSTRACT
selective laser sintering (SLS) has been valued by both industry and academic. However, it remains that several phenomena are still not well understood in order to properly model the process and propose quality improvement of tracks and parts made. The aim of this work is to develop an accurate model to simulate the balling phenomenon in metallic SLS process, in order to understand the multiple phenomena occurring in the material and to study the influence of each parameter on the quality of the sintered parts. This will extend the areas of application for this technology, which promises to be very innovative, especially if we succeed to make parts with structures leading to achieve higher mechanical and thermal characteristics. Balling phenomenon is quiet common in case of bad choice of parameters in metallic laser sintering process. So far, this phenomenon is only studied by experiments [1-6]. In this paper, a 3D numerical model based on discrete element method is proposed in order to study the effect of parameters on the generation of balling droplets in laser melting process. A complex model is proposed which couples multiple phenomena of full SLM process, as the radiation transfer, thermal conduction, phase change, coalescence and air evaporation. The heat source with Gauss distribution is assumed to be volumetric and attenuates following the Beer-Lambert law. A heat transfer submodel is established based on Fourier equation, which is able
As well known, the selective laser Sintering (SLS) is one of the most modern and innovative additive manufacturing technologies with general advantages and wide applications, as a non-contact process, which is flexible, and easily controlled. The choice of process parameters is quite important for laser melting in metallic powder bed. When these parameters are not correctly chosen, particles are either not sintering at all or joining into rather large droplets. This process is named as balling phenomenon, which is extremely unfavorable. In this paper, a 3D numerical model based on discrete element method is proposed in order to study the effect of parameters on the generation of balling droplets in laser melting process. A complex model is developed which couples all phenomena of full SLS process and results of simulations are compared with experimental works of other researchers taken from the literature. 1.INTRODUCTION In the last decades, additive manufacturing is one of hottest technological domains around the world. Many industrial and academic interests concerning this domain are developed. As one of the most promising technique of additive manufacture, the
1
Copyright © 2016 by ASME
to describe the thermal conduction in a discrete system and makes it possible to estimate the effect of air between grains on the laser melting process. The effect of scanning speed on the generation of balling droplets is studied in condition with a constant input heat flux. To highlight the importance of introducing the discrete model for describing thermal behaviors of granular materials and in order to validate our model, the results are compared with experimental works of other researchers taken from literatures. 2. RADIATION AND HEAT TRANSFER IN METALLIC POWDER BED Fig.1. Heat conduction between two contacted elastic spheres
2.1. Radiation transfer in metallic powder bed
Given that 1 is relative to the contact area, 1 can be estimated based on the Fourier equation:
In selective laser melting process, a powerful CO laser beam is used as input energy source. The laser intensity has been confirmed to be nearly a Gauss distribution on the surface of powder bed and attenuates following the Beer-Lambert law in depth [7]:
= 1−
!
" =
= &'
%
(=
1
(2)
)* .,-.
9
=;
NM N
is
the effective radius, R, and R are radiuses of two contact spheres, respectively. Substituting Eq.(8) into Eq.(7), the heat transfer coefficient can be modified as:
(3)
I = −@5
2
: ;
:> ;
(9)
Copyright © 2016 by ASME
Where 72 and 73 are the radius of particle i and j respectively. The heat conduction form particle i to the air 1 is given by [9]: 1 = I ΔH2,
I = −5
2
Where ΔH2,
2
−5
&,
M R Q T S U V
= H2 − H
] 2
, 5
2
(11) is the conductivity of air.
In a multiple contact model, we assume that each particle shares the same size of the area contacted with air. If the particle i is contacted by several particles with the number of N, the heat flow between the two particles i and j is modified as below: ∑Y 3Z, 123
= [1
23
+1
2
3
A ^
= 123 9_:
=∑
(13) 3
+ \]
2 `
+ \]
2 `ab
(14)
where ^ is the specific thermal capacity [J/(kg ∙ K)] and 6 `a 2 3 is the contact area between particle i and j [ A ]. ∑ `a 2 3 \] 2 3 represents the heat conduction flux by contacts.
=∑
H2=
`a 2 3 \] 2
3
+ \]
2 `
+ \]
2 `ab
= ℎ H − H|
+ t) u H - − H|
-
(17)
Table.1. Thermo-physical properties and other parameters used in simulation [10]
Considering the phase change phenomena during SLS process, the conductive heat transfer equation Eq.(14) can be modified as d_:
|
Before applying the model to simulate the entire laser sintering process, a validation of the estimated thermal conduction within the materials is needed. To do, we propose to compare our model's estimations to some results from the literature. In this part, we confirm the validation of the discrete thermal conduction model developed in this paper by comparing the results with the published data from Ram [10], who proposed a 3D discrete thermal conduction model and numerically simulated by a Discrete Element Method to calculate the temperature distribution in the powder bed. The validation is done with simulation under the same initial and boundary conditions from Ram [10]. The powder bed is made of stainless steel grains. The properties of powder material are listed in Table.1.
(12)
`a 2 3 \] 2
q$
2.4. Validation of thermal conduction in granular system
With the assumption that the temperature within each particles is uniform, the thermal conduction between particles in contact is calculated according to equations below:
\]
q9
where H is the room temperature, h is the convective heat transfer coefficient, t) is the surface emissivity of the material, u is the Stenfan-Boltzman constant and 5 is the effective thermal conductivity. At the bottom of the powder bed, the boundary condition satisfy the requirement that no heat is lost though the bottom of the powder bed (insulation): q9 (18) −5 q$ |vwxxwA = 0
(10)
[
2
At the powder upper surface, the energy lost by radiation and convection can be expressed as below:
(15)
I2 ∶ I 2 ≤ A 2 ^ 2 ∗ Hl A 2^ 2 Hl ∶ A 2 ^ 2 ∗ Hl < I 2 < A 2 ^ 2 ∗ Hl + Il 16 g I 2 − ^ 2 ∗ Hl − Il fHl + ∶ I 2 ≥ A 2 ^ 2 ∗ Hl + Il A 2 ^n 2 e h f
where the volumetric enthalpy I 2 is related with temperature T by the thermal equation of phase state. ^ 2 and ^n 2 are the specific heats in solid and liquid phases, respectively. Hl is the melting temperature, Il is the latent heat of melting.
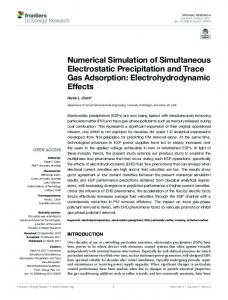
The top view of temperature distribution in powder bed with different scanning velocity are illustrated in Fig.2. The temperature history of a certain particle in the laser scan path is shown in Fig.3. In both Fig.2 and 3, it shows that results of our simulations are in good agreement with that from the published literature [10]. In Fig.2, the scan velocity of 0.6 m/s, with a power of 50 W, is sufficient to melt the particles in the laser scan
2.3. Boundary condition
3
Copyright © 2016 by ASME
path to form a continuous melted track. The peak temperature in powder bed is about 2000K, which is significantly above the melting point. When increasing the scan velocity up to 1.0 m/s with the constant laser power, interaction time decreases and few particles in the laser scan path seem to undergo melting. In this case, the peak temperature is barely beyond the melting point, indicating that the energy absorbed is not enough to generate a continuous molten track. The temperature history of a certain particle in the scan path with different power is shown in Fig.3. The results show that increasing power will raise up the peak temperature of particles, which is mutually opposite with the observed trends from Fig.2 when increasing the scan velocity. This suggests that the ratio between the power and scan speed can play an important role to characterize thermal behavior of heated particles in powder bed.
mainly consists in conjunction of two phenomena: the coalescence and densification [11]. 3.1. Viscous coalescence model Melton metallic flow can be regarded as viscous liquid. Therefore, the viscous coalescence model is valid in modeling of SLM process. The coalescence is described as the overlapping of spherical particles. And neck growth between contacting particles is an obvious aspect of sintering, as shown in Fig.4. In coalescence process, particles are assumed to be single-crystals and remain spherical.
Fig.4. The neck geometry applied to sintering of two spheres
From Frenkel's theory [12], the sintering rate equation is derived from the energy balance equation that the surface energy reduction rate is equal to the viscous dissipation rate during the deformation. By modifying Frenkel's model, Pokluda et al. obtained a more simplified equation of sintered angle [13]:
z{ = }
|
~
•
€ • ‚ƒ„
… „†‡ … ‚ƒ„ … M/• , ‚ƒ„ … ,>‚ƒ„ … M/•
(19)
With the initial condition: z 0 =0
Γ ∶ surface tension, • xℎ K–8A—˜ ™—š˜wš—x–, 8›K 7 xℎ —›—x—8œ 78K—•š.
Fig.2. Temperature distribution in powder bed for increasing scan speed at P = 50 W: (a)(c) Results from Ram [10]; (b)(d) Results from our simulations.
(20)
The evolution of the sintering neck radius with time is given by !
= sin z
(21)
3.2. Entrapped gases and pore filling theory At the interface between the molten and non-molten region, solid and liquid particles coexist. In this region, molten fluid flows into interspaces between solid grains impelled by gravity. Therefore, there are lots of entrapped gases in this region. The pore filling mainly corresponds to the air evaporation because of the difference between external and internal pressure of entrapped gases. When the gas pressure in an isolated pore is different to that outside the compact area, the pore filling is either retarded with an excess internal pressure or accelerated with an excess external pressure. Fig.5 is a schematic showing the compact surface and the internal surface of a pore
Fig.3. Temperature history of a particle in the laser scan path: (a) Results from Ram [10]; (b) Results from our simulations.
3. SINTERING MODEL In order to model the balling process, it is necessary to consider, in the thermal modeling, the sintering process, which is responsible of the balling phenomenon. The sintering process
4
Copyright © 2016 by ASME
containing insoluble gases [14]. The densification is mainly caused by the evaporation of entrapped gases inside powder bed. Thus, the pore filling theory is suitable in modeling the densification in metallic SLM process.
Fig.6. Original powder bed before laser treatment
4.RESULTS AND DISCUSSION In order to confirm our numerical model, results of simulation are compared with the experimental data from published literature [8]. 13909 particles with diameter of 130 BA are deposited in a box with the dimension of 8mm×4mm×4mm, as shown in Fig.6. For solid particle, the density is 8470 5-/A® , specific heat is 444 ¯/5- ∙ ° and conductivity is 14.9 ±/A ∙ °. For molten particle, the density is 7880 5-/A® , specific heat is 611 ¯/5- ∙ ° and conductivity is 27.5 ±/A ∙ °. The melting point of Ni-alloy is 1475 K. The latent heat of melting is 2.516 ²¯/A® . The power of input heat flux is 50 W and the radius of laser beam is 0.65 mm. In SLS process, the laser beam scans the powder bed in the longitudinal direction with various scanning speeds. The entire numerical simulation of laser sintering process in Ni-alloy powder bed is calculated by Fortran 90. Fig.7 illustrates the numerical results of heat diffusion and sintering process in powder bed in case of laser treatment.
Fig.5. Illustration of liquid menisci at the specimen surface and around a pore containing an inter gas of pressure ∆Ÿ during liquid phase sintering [14]
Since a hydrostatic pressure is maintained in a liquid, the bulk liquid pressure at the surface is the same as that at the pore surface.[ 11]
¡n = ¡ −
¢£ ¤¥
(22)
¡n = ∆¡ + ¡ −
¢£ ¤_
(23)
where ¡n is the liquid pressure, ¡ is the sintering atmosphere pressure, ∆¡ is the difference in gas pressure between the pore and the atmosphere, ¦ and ¦ are the radii of liquid menisci at the pore and at the compact surface, respectively. And ¦ is linearly proportional to the grain radius a. ¦ x ∝8 x
(24)
if ∆¡ ≠ 0, ¦ is equal to 7 at the critical condition for the wetting of a pore surface. Let 8 ∆¡ and 8 0 be the critical grain sizes under ∆¡ ≠ 0 and ∆¡ = 0, repectively. Then [14], ∆%_
=
¤¥ ∆%_ ¤¥
=
¤¥ ∆%_ _
(25)
and ∆%_
=
,
,
S_ ∆©_ ª£
(26)
In this study, as presented in Fig.6, the initial radius 8 ∆¡ and 7 are constant. So the variation of grain radius versus time is written as:
8] = 8 ∆¡
S_ ∆%] «£ _ S_ , ∆% «£ _
Fig.7. Heat diffusion and sintering process in powder bed with the power of 50W and scanning speed of 0.25 m/s: (a) time=0.0001s; (b) time=0.001s; (c) time=0.002s.
(27)
In Fig.7, the top view of the molten tracks and the calculated temperature distribution on the top of powder surface are presented. As shown in Fig.7(a), there is no molten particle at the
5
Copyright © 2016 by ASME
literatures [3,5]. Therefore, we can conclude that our discrete numerical model of metallic laser sintering is useful in predicting the suitable input power and scanning speed for laser melting process, in order to avoid the generation of strong balling process.
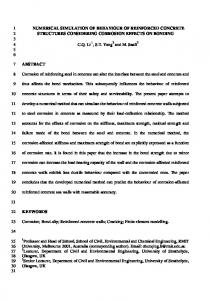
beginning of sintering process because of insufficient input heat flux. Then, particles begin to be molten with the increasing input laser energy as presented in Fig.7(b). In Fig.7(c), molten particles combine with each other and grow into larger grains in the process of coalescence. After laser spot passed, the temperature of molten region decrease because of convection cooling at the surface. The effect of scanning speed on the balling phenomenon is presented in Fig.8. In condition with a low scanning speed, the width of molten track is in a highly unstable state as shown in Fig.8 (b-1), because an over sufficient amount of molten particles is generated. The surface energy of molten particles will keep decreasing, in order to get a final equilibrium state, as explained by Guo [5] and represented in Fig.8 (a). With the increasing of scanning speed, the absorbed heat flux decreases, leading to the shrinkage of molten region. In condition with a too high scanning speed, the instability of molten region is significant, resulting in a breaking up of the molten track, as illustrated in Fig.8 (b-3). By comparing Fig.8 (a) and (b), our numerical results of simulation can be supported by the conclusion of Guo [5]. Fig.8.(c) presents experimental results of laser sintering process. A strong balling process in the laser sintering According to the comparison of Fig.8, our numerical results are confirmed by experimental works from published
5. CONCLUSION The SLS process involves many physical phenomena, which are essential to be taken into account in order to accurately model and simulate the laser- powder interaction, to understand the sintering process in the powder and to optimize the manufacturing process. In this work, a discrete element method is developed in order to model the coupled phenomena of radiative and conductive heat transfers in a granular medium, coalescence and densification, and moving laser heat source. After a validation of the model by comparison with similar results from the literature, the balling phenomenon, which is a consequence of the sintering process, the laser heat source scanning speed and the melting power needed by the material, is well captured and represented by the model. This represent a crucial step for the optimization of the process of laser sintering for additive manufacturing
Fig.8. The effect of scanning speed on the balling phenomenon: (a) Conclusion from Guo[5]; (b) Results of simulation with the power of 50W and various scanning speeds: 0.15 m/s, 0.25 m/s, 0.65 m/s; (c) Experimental results from Tolochko[3].
6
Copyright © 2016 by ASME
[7] Defauchy D., 2013, « Simulation du procédé de fabrication directe de pièce thermoplastiques par fusion laser de poudres », Ph.D. Thesis, Arts et Métiers PatisTech, Paris, France. [8] De Johnson L. and Rahaman M.N., Sintering Stress of Homogeneous and Heterogeneous Powder Compacts, Acta. Metal., 36,223, 1988. [9] Watson L. Vargas-Escobar and McCarhty JJ, 2002, Conductivity of granular media with stagnant interstitial fluids via thermal particle dynamics simulation, International Journal of Heat and Mass Transfer, 45:4847-4856. [10] Ram Dayal Jodhpur, 2014, "Numerical Modelling of Process Governing Selective Laser Sintering", Ph.D. Thesis, Darmstadt, Germany. [11] Suk-joong L Kang, 2005, Sintering: densification, grain growth& microstructure, Elsevier, Oxford, UK. [12] Smoluchowski M., "Drei Vorträge über Diffusion, Brownsche Molekularbewegung und Koagulation von Kolloidteilchen". Physik. Z., 1916, 17: 557–571, 585–599. [13] Pokluda O., Bellehumeur C. T. and Vlachopoulos J. Modification of Frenkel's model for sintering, AIChE Journal, 1997, 43:3253-3256. [14] Cho S.J., Kang S.J. and Yoon D.N., 1986, Effect of entrapped inert gas on pore filling during liquid phase sintering, Metallurgical and Materials Transactions A, 17(A):2175-2182.
REFERENCES [1] Niu H.J. and Chang I.T.H, 1999, "Instability of scan tracks of selective laser sintering of high speed steel powder", Scripta Materialia, 41:1229-34. [2] Niu H.J. and Chang I.T.H, 1999, "Selective laser sintering of gas and water atomized high speed steel powders", Scripta Materialia, 41:25-30. [3] Tolochko N.K., Mozzharov S.E., Yadroitsev I.A.m Laoui T., Froyen L., Titov V.I., Ignatiev M.B., 2004, "Balling processes during selective laser treatment of powders", Rapid Prototyping Journal, 10:78-87. [4] Das S., 2003, "Physical aspects of process control in selective laser sintering of metals", Advanced Engineering Materials, 5:701-711. [5] Guo D. and Shen Y., 2009, “Balling phenomena in direct laser sintering of stainless steel powder: Metallurgical mechanisms and control methods”, Materials and Design, 30: 2903-2910. [6] Zhou X., Liu X., Zhang D. et al., 2015, Balling phenomena in selective laser melted tungsten, Journal of Materials Processing Technology, 222:33-42.
7
Copyright © 2016 by ASME