The proposed integrated design process proposes calculating the structural reliability using probabilistic methodology by considering the inherent uncertainties ...
Copyright© 1998, American Institute of Aeronautics and Astronautics, Inc.
A98-25295 AIAA-98-2050 PROBABILISTIC THIN SHELL STRUCTURAL DESIGN T.Y. Torng", H.-Z. Linf, M.R. Khalessi* and P.O. Chandler8 Reusable Space Systems Boeing North American Downey, California ABSTRACT
failure limitations, the safety factors, and the bounds of the design parameters.
This paper proposes an integrated design process for design and analysis of thin shell structures that are often used in spacecraft. The proposed integrated design process is able to: (1) identify the optimal structural design with minimum weight; (2) calculate the reliability of the identified optimal structural design; and (3) calculate the probability density functions of identified optimal structural design's weight and manufacturing cost. A FEBREL Preliminary Design (FEBREL/PD) code has been developed to simulate the integrated design process. Several design options including skinstringer-frame, waffle, and isogrid cylinders are available within FEBREL/PD. A thin shell cylinder with a skin-stringer-frame design is used to demonstrate the usefulness of this integrated design process.
The reliability of the identified optimal structural design, however, remains unknown even after all of the safety constraints have been considered. In other words, safety factor provides an experience-based value and can only produce a sense of security but without a reliability number. The proposed integrated design process proposes calculating the structural reliability using probabilistic methodology by considering the inherent uncertainties in loads, material, and manufacturing processes. A series system is considered for problems with multiple failure modes and random variables are used to model the uncertainties.
1.0 INTRODUCTION
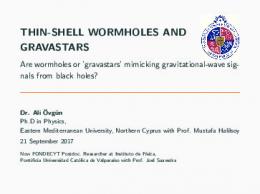
FWD Stub
Adapter
Thin shell structures are commonly applied in cylindrical sections and elliptical domes for propellant tanks in spacecraft. Most of these thin shell structures are made of metallic or composite materials. An example of this type of structure used in a Cryogenic Upper Stage (CUS) is shown in Fig. 1. This particular design was developed at the Boeing North American (BNA) for Alliant Techsystems Low Cost Launch System (LCLS) for the Evolved Expendable Launch Vehicle (EELV). The optimal thin shell structure design can be achieved through an iterative process to identify the optimal structural sizing which meets the minimum structural weight objective and satisfies simultaneously all the constraints including the safety constraints. These safety constraints refer to several major thin shell structure failure modes and their safety factor requirements. To obtain the minimum weight design, the objective function is defined as the structural weight and the design constraints considered including the structural
LH2 Tank
Intertank Cylinder L02 Tank
Fig. 1 EELV Cryogenic Upper Stage
Copyright © 1998 by the American Institute of Aeronautics and Astronautics, Inc. All rights reserved.
2931 American Institute of Aeronautics and Astronautics
Copyright© 1998, American Institute of Aeronautics and Astronautics, Inc.
A by-product of the reliability calculation is the probabilistic density function (PDF) of the structural weight. This weight distribution can be used in combination with a well-defined manufacturing cost model to calculate the PDF of manufacturing cost. With the PDF of manufacturing cost, the actual structural design cost can be predicted for the cost trade study. The proposed integrated design process has been implemented in the computer program FEBREL/PD. This package consists of a BNA proprietary probabilistic analysis code, FEBREL[1, 2], and several structural analysis modules[3]. FEBREL provides the basis for modeling uncertainties, computing probabilities, and performing the optimization sizing and PDF of structural weight and manufacturing cost. The structural analysis modules currently include the skin-stringer-frame module, waffle module, and isogrid module for different structural designs.
To be efficient, the limit-state functions and random variables have been coded in FEBREL/PD; therefore, only one input file is required for analysis. Skinstringer-frame, waffle, and isogrid cylinders are available options for FEBREL/PD; however, only the skin-stringer-frame structure is used to demonstrate the concept and procedure of this design process.
where A is the effective cross section area of the stringer and ay is the yielding stress.
3). Local Stability: For blade skin-stringer combination structure, the stress in the skin, askin, and the stress in the stringer, astringer, should satisfy the following two equations to preclude local buckling. For skin buckling, (3)
and for blade buckling, (4)
where acr skin and acr_stringer are critical buckling stress at skin and blade, respectively, t$kin 's the skin thickness, bsfan is the distance between the centroid lines of two adjacent stringers, tstringer 's the skin thickness, and the coefficient k$ is equal to 0.75, and the coefficients of A;; and kg are equal to 1 for metallic structures. If the skin is allowed to buckled, then Eq. 3 is not employed in the optimization algorithm.
r-— *•— -
1
t
2.0 STRUCTURAL SIZING OPTIMIZATION
Thickness of Skin is
In general, the skin-stringer-frame cylinder has the configurations as shown in Figs. 2 and 3. To optimize the sizes of the above configurations such that they have the minimal structural weight, the following five failure constraints are considered [4, 5,6].
————
> ! .._ Tola! Depth. D
Dcpih of Stringer, d
i Thickness of Web. t*—»J
i
1^
Fig. 2. The Cross Section of Stiffened Cylinder of Each Stringer
1). Global Stability: The critical buckling load, Pcr, for each stringer is given by the following equation. P.. < P.. =
El
Depth of Ring
(1)
where Pc is the maximal compressive load, I is the moment of inertia, E is the Young's module, and Leff is the effective length of the stringer.
hickncss of Web
I
2). Compressive Yielding Stress: The compressive stress, ac, is given as
Total Depth Thickness of Skin
Fig. 3 Cross Section of Frame Stiffener (2)
2932 American Institute of Aeronautics and Astronautics
Copyright© 1998, American Institute of Aeronautics and Astronautics, Inc.
4). Crippling Stress: The maximum test stress developed by short column tests was always higher than the stress at which plate buckling occurred. This maximum average test stress for structural shapes has been identified as a "crippling" stress. Crippling is a local instability failure of the elements of the stringers and is defined as any type of failure in which the cross sections of the stringers are distorted in their own plane but not translated or rotated. Referring to Boeing Structural Manual [3] Section 4.21.01, the ultimate stress of structural elements in the crippling model can be estimated. This method is based on the assumption that a structural shape consisting of a series of flat plate elements can be treated as a series of angle sections possessing various degrees of edge support parallel to the direction of loading. Therefore, a weighted crippling stress, denoted as Fcc, of the structural shape is obtained by summing the crippling loads of the individual angle sections and dividing this summation by the gross area of
stress or the ultimate stress by 1.25 and 1.5, respectively. It is very important to know that SF only represents an empirical form of safety criterion and does not predict the real structural reliability.
Based on these two safety factors, the allowable stress may be influenced by the selected materials. For example, Aluminum 2219 T87 has been measured with yielding stress of 51,000 psi and ultimate stress of 63,000 psi. Therefore, the lowest allowable stress is 63000/1.5 instead of 51000/1.25, i.e., ultimate stress criterion is the dominate one. When different materials used, it is important to check both criteria. With SF defined, the safety margin, SM, which is used to measure the safe (SM>0) or unsafe (SM = 2.63
3.2.1 Allowable Stress
The material yielding stress can be found from Ref. [7]. For cryogenic upper stage design case, Aluminum 2219T87 has the yield stress of 51,000 psi and the ultimate
tensile stress of 63,000 ksi based on the room temperature and 99% minimum criteria. Both values plus the safety factors are used to determine the allowable stress.
This gives aSD = 0.3424 for axial acceleration. The standard deviation of lateral acceleration can be obtained from the same procedure. Because both axial and lateral accelerations are positive, the lognormal distribution is used to model these two random variables. The statistics of the maximum accelerations are summarized in Table 4. 3.2.4 Material Properties
3.2.2 Loads
Axial load, shear load and bending moment to calculate the maximum running loads are treated as random variables. Because these loads are limit loads, they will be assumed to be 90% maximum. Using the First-Order Second Moment method [8], the axial load, denoted as FA 2000, at Station 2000, has the 90% maximum value of 175.4 kips, i.e., = 175400
(9)
where u and aSD are the mean and standard deviation of F A20 oo> respectively. The coefficient (5 is computed from )= 0.9
(11)
For the Aluminum 2219 T87, the mean values of Young's modulus, Poisson ratio, and the density are 10.5 msi, 0.33, and 1.02 lb/in 3 , respectively [7]. COVs of 5%, 2% and 0% are used for Young's modulus, Poisson ratio, and density, respectively. All the random variables here are assumed to be normal. For the yielding stress, the mean and standard deviation are given by Ref. [5] and have values of 54 ksi, and 2.01 ksi, respectively. The distribution of yielding stress is also assumed to normal. The statistics of material properties are summarized in Table 5. 3.2.5 Manufacturing Tolerance
(10)
where 3> is the cumulative probability density of normal distribution. That is, p = 1.28. Assuming the coefficient of variation (standard deviation divided by mean) of FA 2000 is 15%, we can solve u. = 147147.7 Ib and OSD = 22072 Ib from Eq. (9). Because the load is applied in a fixed direction, the Weibull distribution is used to model
Two types of manufacturing tolerances are considered for the CUS structure. The first one is ±0.01 in, a three decimal precision manufacturing process. This tolerance is used for all the skin thickness. The mean and standard deviation of the preceding tolerances are computed based on the Fig. 4.
2935 American Institute of Aeronautics and Astronautics
Copyright© 1998, American Institute of Aeronautics and Astronautics, Inc.
Load Axial, Ib Shear, Ib Moment, Ib-in LH2 Tank Pressure, psi
Max. Acceleration Axial
Lateral
Physical Property Young's Modulus, msi Yielding Stress, ksi Poisson Ratio Density, lb/in 3
Table 3: Statistics of Loads Mean Stand. Dev. 147147 22072 13956 93037 6118427 40789513 0.5 31
Table 5: Statistics of Material Properties Stand. Dev. COV 0.525 0.05 2.01 0.037 0.0066 0.02 0.0 0.00
Mean 10.5 54 0.33 1.02
+0.01
1.64
(12) (13)
0.0061
where tmi. is the minimum skin thickness. The second type of tolerance is ±0.03, a two decimal precision manufacturing process. This tolerance is used to manufacture the structural components other than skin. The mean and standard deviation have the relationship shown in Fig. 5. For this case, the mean and standard deviation can be computed as follows,
Dist. Type Weibull Weibull Weibull Normal
Dist. Type Lognormal Lognormal
Dist. Type Normal Normal Normal
Constant
Fig. 5 Estimation of Mean and Standard Deviation of
± 0.03 in. Manufacturing Tolerances
The coefficient P is equal to 1.64 for 5% probability. Therefore, the mean and standard deviation can be computed as follows,
=
0.15 0.15 0.15 0.016
Table 4: Statistics of maximum Acceleration Mean Stand. Dev. COV 0.3424 2.1917 0.1562 0.4 0.2188 0.5470
Fig. 4. Estimation of Mean and Standard Deviation of ± 0.01 in. Manufacturing Tolerances
u =t
COV
= r min +0.03 a
0.025
1.64
= 0.01524
(14) (15)
where t is the minimum size of structural part other than skin thickness. The statistics of these random variables are summarized for FWD Stub Adapter in Table 6. 3.3 Results of Reliability Analysis
Base on the defined failure modes and basic random variables, the system reliability analysis of CUS structural is performed by using Monte Carlo Simulation method and the series system first-order bound method [8]. Since this is a series system, the lower bound of the system reliability is used for conservatism. The result is summarized in Table 7.
2936 American Institute of Aeronautics and Astronautics
Copyright© 1998, American Institute of Aeronautics and Astronautics, Inc.
Table 6: Statistics of Geometry of FWD Stub Adapter, i = 1 - 60 Part (Tolerance, in) W(±0.01) tw-s.nn K er,i(±0.03)
total depth; (± 0.03) t w . rms ,,(±0.03)
Mean, in 0.055 0.3437 2.03
0.456
Stand. Dev., in 0.0061 0.01524 0.01524 0.01524
Dist. Type Lognormal Lognormal Lognormal Lognormal
COV
0.1109 0.0443 0.0075 0.0334
Table 7: CUS Reliability Analysis System
Component
Component Reliability Ri , i = l,n
LH2 Tank FWD Stub Adapter Intertank
Stiffened Cylinder Upper Unstiffened Cylinder Lower Unstiffened Cylinder Stiffened Cylinder Stiffened Cylinder
3.4 Results Discussion By using FEBREL/PD, the reliability has been calculated accurately; however, the result is only as good as the input random variables. In the following, several important observations are made. • • •
R, = 0.9"596
System Reliability R = R,*R 2 *...*R n R = 0.94593
R3 > 0.97
R4 > 0.97
R, = 0.9559 R, = 0.964
R = 0.9559 R = 0.964
earlier, advanced probabilistic methods should be used for problems without closed-form limit-states. For these advanced probabilistic methods, to obtain the weight PDF becomes an additional work. Therefore, the advantages and disadvantages of using different probabilistic methods must be scrutinized with care.
Limit states (or failure modes) must be closedform here. Otherwise, the time for simulation becomes intolerable. The probability density function of design variables must be properly defined. More data and good engineering judgments are the key. Reliability constraints can be integrated with the optimal structural design search procedure; however, the time consuming problem must be resolved first.
235
245
255
265
275
285
295
305
315
325
PDF of FWD Stub Adapter
Fig. 6. PDF of the Weight of FWD Stub Adapter
4. PROBABILITY DENSITY FUNCTION OF CUS STRUCTURAL WEIGHT A by-product of the reliability analysis (Monte Carlo simulation) of the CUS structure is the probability density function (PDF) of the weight. This information shows the variation of weight due to the manufacturing tolerances. For demonstration, the PDF of a FWD Stub Adapter weight is shown in Fig. 6.
4.1 Results Discussion By using FEBREL/PD, the weight PDF can be obtained as a by-product of reliability analysis because Monte Carlo method is used. As mentioned
5. PDF OF MANUFACTURING COST To estimate the PDF of manufacturing cost, the manufacturing cost model and its modifiers (or parameters) must be properly defined. Especially the uncertainties in the manufacturing cost model must be modeled as random variables with fitted distributions, means, and standard deviations. With these statistics, the PDF of manufacturing cost can then be computed by FEBREL/PD Monte Carlo simulation approach. To demonstrate the proposed manufacturing cost estimation procedure, a forward stub adapter of a 2937
American Institute of Aeronautics and Astronautics
Copyright© 1998, American Institute of Aeronautics and Astronautics, Inc.
cryogenic tank as shown in Fig. 1 is considered. The forward stub adapter is a cylindrical structure with 60 stringers and 2 rings. The material is the Aluminum 2219. Integral skin stringer process and friction stir welding method are used to manufacture and assemble the structure.
AMODj = ESCL ESCL: Cost escalation level
5.1 Manufacturing Cost Model
5.2 Uncertainty Modeling
FEBREL/PD uses a generic manufacturing cost model which can be described as follows,
For mass and cost modifiers, uncertainty information is not complete. Usually, only the average and variation range are available. Therefore, appropriate statistical assumptions are made and shown as follows,
T,=(\ + F)\
where T]: F: a: mass:
MMOD,
(16)
\\AMOD, le
1. Assume Normally distributed for all modifiers unless more data are available. Manufacturing cost in U.S. dollar Factor used to include effect of test, integration, assembly, etc. Cost per unit mass Mass of structure in pound
b : Mass modification parameter MMODj ith mass modifier N: Number of mass modifiers AMODj: jth cost modifier M: Number of cost modifiers e:
MMODfi = (FAST)C FAST: Fastener (rivets, bolts, nuts,..)
2.
Assume the mean of the Normal random variable is equal to the average value. And the standard deviation of the Normal random variable is obtained by assuming that the variation range covers 90% of the distribution.
Based on available data, the average and variation range
of uncertain factors are summarized in Table 8. The mass parameter is calculated based on selected geometry with consideration of uncertainty from the manufacturing tolerances. In Fig. 6, the mass PDF of the forward stub adapter design is illustrated.
Error correction
INST/c: kth mechanical installation modifier (valves, filters, actuators,..) L: Number of mechanical installation modifiers The cost and mass modifiers are defined as:
MMOD] = (DISP)]-b DISP: Dissimilar parts MMOD2 = (MAT)C MAT: Material (raw, semi raw ..) c : Process modification parameter C
MMODs = (CONF) CONF: Configuration (cylinder, sphere,..) MMOD4 = (FAB)C FAB: Fabrication (integral honeycomb,..)
skin stringer,
MMOD^ = (WELD)C WELD: Weldments (friction stir weld, inert gas welding,..)
Table 8. Demonstration Example Original Data
Variable Name
F a mass b DISP c MAT (Aluminum) CONF (Cylinder) WELD (FSW)
Average 0.25 1180.9121 274.6 0.7489848 1 0.9998899 1 1 1.0 2.283 1.725
Range ±0.125 ±100 ±15.8* ±0.01 ±0 ±0.00001 ±0 ±0 ±0 ±0.2283 ±0.275
ESCL FAB (ISS) * Calculated from the standard deviation of mass
As shown in Table 8, most of the variables have shown more or less uncertainty (i.e., range * 0). The variables with larger uncertainty are F, a, mass, and ESCL. The uncertainty of mass is calculated by considering the manufacturing tolerances. The rest of the uncertainties are found based on the available data bases and/or engineering judgments. 2938
American Institute of Aeronautics and Astronautics
Copyright© 1998, American Institute of Aeronautics and Astronautics, Inc.
Based on the preceding random variable modeling strategy, these original data are converted to random variables as shown in Table 9.
Table 9. Demonstration Example Random Variables Variable Name
F a mass b DISP c
Distribution Type Normal Normal Normal Normal Normal Normal
0.74899 1 0.99989 1
Standard Deviation 0.076 60.8 9.61 0.006 0 6.E-6 0
Normal
1
0
Normal Normal
1.725 1.0
0.167 0
Normal
2.283
0.1388
Normal
MAT
Mean 0.25
1180.91 274.6
(Aluminum)
CONF (Cylinder) FAB (ISS)
WELD (FSW) ESCL
5.3 Results Discussion
With these random and deterministic variables defined as shown in Table 9, the probability density function (PDF) and cumulative distribution function (CDF) of Tj cost can be calculated by using the developed FEBREL/PD. Different cases which consider different F and mass values can be solved. A case is shown in Table 10. The corresponding PDF and CDF (cumulative density function) are given in Figs. 7 and 8. Table 10: Case Study Variable Name mass F
Distribution Type Normal Normal
Mean 274.6 0.25
Standard Deviation 9.61 0.076
6.00E-02 4.00E-02 2.00E-02 O.OOE+00
200000
400000
600000
COST
Figure 7. PDF of Cost of FWD Stub Adapter
ccsr
60ECB
Fig. 8. CDF of Cost of FWD Stub Adapter FEBREL/PD is able to solve the PDF and CDF of manufacturing cost based on the available information. Monte Carlo simulation approach is again used to create the distribution.; therefore, the manufacturing cost model must be closed-form. Otherwise, the time for simulation will become intolerable. The developed PDF and CDF of manufacturing cost can be used to predict the actual cost of the design structure and, therefore, plays an important role in design to cost trade studies.
6. SUMMARY AND CONCLUSIONS
An integrated design process for thin shell structures was developed which performs structural design optimization, reliability analysis, PDF/CDF calculations of structural weight and manufacturing cost. The proposed integrated design process was implemented in the computer program FEBREL/PD which combined the BNA proprietary code, FEBREL, and several structural analysis modules. FEBREL code was used to model uncertainties, to compute probabilities, and to perform computation required for the optimization sizing and PDF of structural weight and manufacturing cost. The implemented structural analysis modules currently included the skinstringer-frame module, waffle module, and isogrid module for different thin shell structures. All the required limit-state functions and random variables for the proposed integrated design process have been coded into a single input file for FEBREL/PD to run efficiently. The package basically used FEBREL's simulation capability to implement the design process. The output from FEBREL/PD included the optimal structural sizing, the reliability, and the PDF of both weight and cost of the optimal structural design. A skin-stringer-frame structure of an EELV Cryogenic Upper Stage tank was used to demonstrate the concept
2939 American Institute of Aeronautics and Astronautics
Copyright© 1998, American Institute of Aeronautics and Astronautics, Inc.
and procedure of the integrated design process. The results showed the total weight of the design has been reduced more than 20% compared to initial designs using a deterministic approach. Furthermore, the reliability, the probabilistic sensitivity factors, and the PDF/CDF of weight and manufacturing cost information developed resources for the designer to make the right design decision during the preliminary design phase as well as the final design phase. The proposed integrated design process and code is definitely a useful tool but the designer still needs to know other cost-effective manufacturing and easy assembly strategies. For example, spin formed domes with integrally machined joints & conventional welds may be required.
Besides the design feature, FEBREL/PD itself also has room to grow. Currently, only the Monte Carlo simulation method was used for convenience and accuracy; however, M-C becomes inefficient when design problems encounter complex structural features and requires complex computational programs for solutions. Alternatives can be found in Refs. [8, 9, 10, 11] and new solutions may be required to solve the thin shell structural design problems accurately and efficiently.
3.
Structures Manual, vol. 1, 2 and 3, Space system division, Boeing North American.
4.
H. Stanley Greenberg, Aerospace Structural Systems: Preliminary Design Techniques, Lecture Notes, Department of Engineering, Information Systems, and Technical Management Short Course Program, UCLA, February 8-12, 1993.
5.
A.C. Ugural, Stresses in Plates and Shells, McGrawHill Book Company, New York, 1981.
6.
Warren C. Young, Roark's Formulas for Stress & Strain, McGraw-Hill, Inc. New York, 1989.
7.
Materials Properties Manual, Volume 1 Metals Design Data, Boeing North American.
8.
H. O. Madsen, S. Krenk, and N.C. Lind, Methods of Structural Safety, Prentice-Hall, Inc., Englewood Cliffs, NJ, 1986.
9.
Torng, T.Y., Lin, H.-Z., Chang, C., and Khalessi, M.R., "Development of The Integrated Probabilistic Analysis Software Package, FEBRELMSC/NASTRAN," 36th Structures, Structural Dynamics, and Materials Conference, AIAA/ASME/ASCE/ASC, New Orleans, April 1012, 1995
7. ACKNOWLEDGEMENTS
Much of the work performed on the Cryogenic Upper Stage structural design was performed while under contract to Alliant Techsystems for the Low Cost Launch System program managed by Mr. D. Hull (Alliant Techsystems).
8. REFERENCES
1.
M.R. Khalessi, H.-Z. Lin, and D.J. Trent, "Development of The FEBREL Finite Element
Based Reliability Computer Program," Proceedings of the 34th Structures, Structural Dynamics, and Materials Conference, AIAA/ASME/ASCE/ASC, La Jolla, California, April 19-22, 1993, pp. 753-761. 2.
H.-Z. Lin and M. R. Khalessi, FEBREL Software User's Manual version 2.0, Space System Division, Rockwell International Corporation, 1996.
10. Torng, T.Y., Khalessi, M.R., and Lin, H.-Z., "Reliability Calculation Based on A Robust Importance Sampling Method," 37th A1AA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Material Conference, Salt Lake City, Utah, April 15-17, 1996
11. Torng, T.Y., and Yang, R.J., "Robust Structural System Design Strategy Based On Reliability-Based Optimization Method," Probabilistic Structural Mechanics: Advances in Structural Reliability Methods, edited by P.O. Spano and Y.T. Wu, published by Springer-Verlag, pp. 534-549, 1994.
Boeing Probabilistic Project Manager, Member Member of Technical Staff, Member * Senior Engineering Specialist, Member s Boeing Cryogenic Upper Stage Program Manager, Associate Fellow
f
Copyright © 1998 The American Institute of Aeronautics
and Astronautics Inc. All rights reserved.
2940 American Institute of Aeronautics and Astronautics