AIB-Vingotte, Brussels. Key Words - Repairable system, Mechanical system, Age- ing, Integrity assessment, Reliability assessment, Creep curve,. Bathtub curve.
148
IEEE TRANSACTIONS ON RELIABILITY, VOL. 42, NO. 1, 1993 MARCH
A Model for the Integrity Assessment of Ageing Repairable Systems G. U. Crevecoeur AIB-Vingotte, Brussels Key Words - Repairable system, Mechanical system, Ageing, Integrity assessment, Reliability assessment, Creep curve, Bathtub curve
Reader Aids Purpose: Propose a practical model Special math needed for derivations: None Special math needed to use results: None Results useful to: Reliability engineers Summary & Conclusions - The failure rate of mechanical repairable systems that deteriorate with time due to ageing can usually be visualized by a bathtub curve. The paper shows that:
an equation, that is valid in other respects for describing creep curves, can easily be deduced from functional forms of the failure rate of mechanical repairable systems; creeping pieces can be considered repairable systems that evolve under an applied load as combining positive and negative feedback loops. More generally, this can be extended to mechanical repairable systems, the negative feed-back loops corresponding to repair and overhaul operations. The equation describing creep curves reflects the ageing of mechanical repairable systems. A critical time at which the system can no longer be restored to full performance in spite of repair and/or replacement of sub-parts can then be predicted. An application example is given using published failure data corresponding to a submarine main-propulsion diesel engine. The proposed model should apply every time that mechanical system ageing is expressed by a bathtub curve.
drastically, as if a general deterioration would make it irreversibly more and more difficult for the system to perform its functions in spite of maintenance, local repair, or replacement efforts that had paid off until then. This paper shows that: 1. The bathtub curve for mechanical repairable systems and the creep strain rate curve of metals at high temperature correspond to each other. 2. A creeping piece of metal can be considered as an ageing mechanical repairable system. 3. An equation derived independently from modeling the bathtub curve and from fitting creep-strain data can be used to describe the ageing of mechanical repairable systems. 4‘ Using the equation from #39 it is possible to predict a critical time at which the system should be replaced. The objective of this paper is to contribute, from a practical engineering point of view, to the definition of clues to the integrity and reliability assessment of ageing repairable systems. Applications are broadening with the ageing of big industrial units for which tools are needed to define maintenance strategies in a rapidly moving economic context. Notation
E
* N No R t
A, A, QO,
1. INTRODUCTION
Risk evaluation and reliability assessment are commonly performed on new systems. The way such analyses can be extended to systems which deteriorate with time due to ageing mechanisms such as wear out, fatigue, creep, stress corrosion, neutron irradiation of the system as a whole or of some of its sub-parts, is not obvious. After local repair or replacement of the failed sub-parts, a good us new approach is frequently assumed, although the system should be considered as progressively ageing [11. That the system ages is suggested by the final part of the bathtub’ curve: At some critical time, the failure rate increases
‘The term refers to the shape of the failure-rate curve vs time: it decreases at first, then is rather flat, and finally increases (usudly without limit).
cy1,
evolution parameter (integral of A,) implies the value at critical time t ; see (14) number of defects initial number of defects reliability time@) failure rate; m E { 1; 2; 1,2; 3; 4) implies a particular model P, k constants in the failure-rate models.
Other, standard notation is given in “Information for Readers & Authors” at the rear of each issue.
2. MODELING THE AGEING The two functional forms most commonly used to describe failure rate data for mechanical repairable systems are:
Eq (1) was proposed by Cox & Lewis [2] and applied to aircraft air conditioners [3], submarine main propulsion diesel engines failures [4], etc. Eq (2) corresponds to the reliabilitygrowth observations of Duane [5] on various complex aircraft
0018-9529/93/$3.00 01993 IEEE
149
CREVECOEUR: A MODEL FOR THE INTEGRITY ASSESSMENT OF AGEING REPAIRABLE SYSTEMS
devices; it has been applied successfully to submarine diesel engines [6], loading cranes [6] and army trucks [7]. Lee [8] generalized the failure rate form for repairable systems into:
A4(t) reduces to X 2 ( t ) when a l = O , and to X l ( t ) when p = 1 a l . t ) 2: exp(al-t). and a1.t is small, as ( 1
+
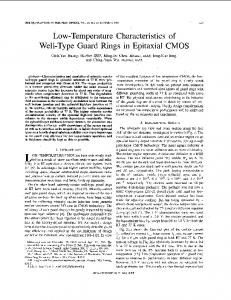
Bathtub curve : using present model
__ k=l which reduces to (1) when p = 1, and to (2) when a1=O. If k, P, al are positive, and < 1, one obtains the well-known bathtub curve (figure 1). Because X1,2(t) is a rate, eq (3) is to be appropriately integrated with respect to time. This allows a direct assessment of the reliability R ( t) , according to the customary relationship:
,6=0.3
2.4 h
’
Y
2.2
4.10-6
X ( t ) = - d ln(R(t))/dt.
(4)
/
Bathtub curve : using Lee’s model 3
-
__
kl-,R.:Od
I
2.8 2.0
0
2.4
-
1
- 0.2 -
’
0.4
I
1
0.8
( ( I -
0.8
(Mlllions) Time t ( - )
2.2
4 l.B‘ f8
Figure 2.
2 L
2. Integrating X q ( t ) now becomes very easy, and, with the reasonable assumption, E ( 0 ) = 0, we obtain:
Examples of Bathtub Curves Using (6)
1.6
s
:::
1 0.8 0.6
0.4 0.2
0 0.2
0
0.4
(Millbne) Tlme t ( - )
0.6
0.8
1
Figure 1. Example of the Bathtub Curve Using the Lee Model
PI The integral of the bathtub curve is a curve showing a first concave (from below) part followed by a convex (from below) part, both parts being separated by an intermediate, quasi-straight linear zone of variable length. It is difficult, if not impossible, to find a function describing such a curve while having a derivative given by (3). However, if we observe that h1,2(t) can be considered the first term [v- (duldt)] of a full derivative [d(u.v)/dt], of which the second term [us (dvldt)] is:
then 3 interesting results are obtained. 1. The full derivative, Xq(t) = X 1 , 2 ( t ) + X 3 ( t ) , can also be used to fit the bathtub curve (figure 2). Express X4(t) as:
E ( t ) can be considered as a parameter that characterizes the evolution of the system with time, because E ( t ) reflects the cumulative number of failures at time f . 3. Eq (7) has also been derived on completely different bases to fit creep curves of metals at high temperature, under the conditions that k, 0,a1 be positive and 0 < 1 [9,10]. These restrictions are the same as those needed to describe a bathtub curve using ( 3 ) .
3. CREEP ANALOGY An analogy is thus found between the behavior of an ageing mechanical repairable system and creep. This analogy is not as remote as it might seem at first sight. Go back to the definitions of a (repairable) system. Forrester [I 13 defines a system as a “group of elements operating together with a common goal.” More restrictively, Ascher & Feingold [I21 speak of “a collection of two or more parts which is designed to perform one or more functions.” A repairable system is then “a system which, after failing to perform one or more of its functions satisfactorily, can be restored to fully satisfactory performance by any method, other than replacement of the entire system. [121. Let us draw a parallel with creep. Creep is the progressive deformation of a material under constant load at a given ”
IEEE TRANSACTIONS ON RELIABILITY, VOL. 42, NO. 1, 1993 MARCH
150
temperature. Above a minimum temperature, maintaining the load causes the material to rupture after a time that depends etc). It is a continuous phenomenon - often divided into contiguous time periods - where each period is a function of the preceding period [131. For a metal, the macroscopic result of creep at high temperature is represented by the creep curve, viz, the curve giving the cumulative strain over the operating time. In spite
ly straight line. 3 . Tertiary. The curve is convex, reflecting an acceleration of the strain up to rupture. The derivative of the creep curve, with respect to time, is a bathtub shaped curve. A typical creep curve (solid line) and the corresponding strain rate evolution (dots) are shown in figure 3 [14: experimental values]. Primary creep is usually interpreted as an adaptation stage, secondary creep as the useful life period, and tertiary creep as decreased resistance due to age.
T= 1273 K / u=6.865 MPa (first part) e -
-E
3
d
e
.'
_.----------
7 6
/'/
-
I 0
I
,
0
-
a
I
2
1
4
t (sec)
TIM
Figure 4.
-I
3
Monitored Beginning of a Creep Curve [15]
T= 1273 K / o=6.865 MPa (first part) d W C d k y
I--\
__--
_________I_-___
T=903K / o=60MPa 0.6Cro.-
2.#K02
eq
/
E . 6
I
=
10
26
0
1-
so0
lo00
2612 os10
Time t (wc) 0
100
200
900
Time t (h)
Figure 5.
Elongation Rate vs Time [15] [Deduced from figure 41
Figure 3. Example of Creep Curve (solid line) and Corresponding Strain-Rate Evolution (squares) 1141
The interpretation of primary creep as equivalent to reliability growth, is shown in figures 4 & 5. In figure 4, the primary creep strain has been carefully monitored by [151. When the corresponding strain rate evolution is plotted in a bilogarithmic diagram (figure 5), a straight line is obtained, in full agreement with the Duane equation [5]. Tertiary creep can be associated with wearout phenomena. We now describe what is occurring, at the microscopic level, in a metal subject to high temperature uniaxial creep
(see [13] for details): Several grains corresponding to various crystal orientations slide on each other along their boundaries in the direction of the imposed load. This is because the external load induces stresses in the interatomic bonds, and these bonds fail preferentially at the grain boundaries, being the weak zones at high temperature. More precisely, there is a combination of complex mechanisms that can be summarized as follows: Many lattice dislocations pre-exist in the structure, but new dislocations are continuously created during the creep process due to the imposed load. The load makes most dislocations in grains and grain boundaries move, resulting in many interactions with
CREVECOEUR: A MODEL FOR THE INTEGRITY ASSESSMENT OF AGEING REPAIRABLE SYSTEMS
151
other components of the microstructure, such as neighboring led to the creep curve. Let us now see if, when modeling a creepdislocations, alloy atoms in solution, precipitates, dispersed ing metal as a working self-repairable system, we obtain phases, impurities, and sub-grains. Owing to the resulting en- something that can be described by (7). We start with the obsertanglement, the metal hardens. However, under high vation that, due to the steady external load, a continuous protemperature conditions the creation of dislocations is thwarted duction of defects must prevail from the beginning within the by being annihilated from a thermally activated restorative pro- metal. Take into account the fact that the metal is not defectless cess. The result of the dislocation annihilation is the creation at t = 0, and let the increase in the number ( N ) of defects at of lattice vacancies that are attracted to grain boundaries via any time be proportional to the defect level at that time (ie, diffusion to form microvoids. These grow in number and size. existing defects are systematic sources of new defects). Then A simplified image of what occurs during steady creep is given by a balance between the creation and the annihilation of disloca- d N ( t ) / d t = a . N ( t ) , (8) tions. Vacancies and microvoids weaken the grain boundaries, allowing the grains to slide on each other in the load direction. N ( t ) = No.exp(a.t). (9) Additional microvoids then also form at boundary triple points as a result of grain boundary sliding. Notation The metal preserves its macroscopic integrity all the time general defect-growth rate. at the expense of an increment of deformation originating in a the various grain boundary slidings, since new microscopic metallic bonds are formed instantly. However, this process remains valid only up to the moment at which a critical deformation (or amount of microvoids, or density of vacancies, etc) is reached locally. From that time on, the metal ceases to behave homogeneously and there is a strong acceleration of the deformation up to breaking. This is called necking. Creep also occurs in non-metallic materials, but the cor- Time constant responding microscopic mechanisms can be very different , among materials. From the preceding description, we see that a creeping metal can be considered a collection of microscopically interlinked parts (grains, precipitates, lattice dislocations, etc) that interact to enable the metal to withstand a given external load (perform its resistance function). In that sense, a creeping piece of metal is a self-repairable system whose cohesion during operation is maintained by internal adaptations. A creeping piece of metal and an operating mechanical repairable system can both be characterized as: They perform a given task under given conditions, as a result of which their Figure 6 . Schematic Positive Feedback Loop for a Material Subjected to Creep sub-parts interact. These interactions cause repairable failures to occur from time to time due to ageing. Maintenance & repair actions are necessary to allow further service. After a transient Eq (9) can be interpreted as the behavior of a positive feedback stage correspondingto infant illnesses, a steady regime prevails; system, the working of which is diagrammed in figure 6. As, this is considered the useful life. At end of useful life, the failure however, the metal's internal organizational mechanisms allow rate increases steeply, reflecting general wear. it to adapt itself to the external loads, some kind of negative feed-back loop behavior should also exist and temper the con4. CREEP AS SYSTEM-EVOLUTION sequences of the defect production so that its influence on the overall performance of the metal as a system is minimized. Notation Figure 7 shows such system reaction behavior. This can be expressed mathematically as: subscript, specific values refer to a specific time 9 interval a. From t = t i to t = $ N ( $ ) = Ni.exp[aj. ($-ti)] defects defect-growth rate during the interval preceding t, a, are produced within the metal, which would evolve proporK proportionality constant in defect-growth equation, tionately to this production if no internal reaction existed. (10) - (13) adaptation rate during the interval preceding t, b, 7, bd(a, + bd. 'We write aiinstead of a, because several types of defects can be proSection 2 showed that simple deductions from the most duced, and those produced between ti & tj are not necessarily the same used functional forms of the failure rate of repairable systems as those produced during other time intervals. I
*
IEEE TRANSACTIONS ON RELIABILITY, VOL. 42, NO. 1 , 1993 MARCH
152
Chosen evolution ofthe ai and bi
"1
Figure 7. Schematic Negative Feedback Loop for a Material Subjected to Creep
+
++
U6
+
-0-
I
3
b. Because of the internal adaptation, the following differential equation applies for regular intervals ti to 5:
L
+++
,I
7
6
0
T i m in t (t : cvMb.y unih) Figure 8. Chosen Values of ai & bi to Obtain Figure 9 [Using (11) - (13)]
10
+
E ( t ) = exp( -b2-t)-[C1 K-yz-exp((a2
+ b2).t)l,
tl
(12)
It It2,
0 -
z
8 7 -
+ b2).tl). + K.yi.exp((ai + b , ) . t ) ] ti-1 ,
C1 = E(tl).exp(bz.rl) - K.y2.exp((a2 E ( t ) = exp(-bi.t).[Ci
4 :: E
It Iti,
(13)
1
4 -
5
-
2 -
The assumptions about ai & bi are not arbitrary; they rest on 2 considerations:
1. Rates of production of defects, ai, should decrease with time to a minimum, due to reliability growth3. ~
~~
~
3This is in accordance with the Glansdorff & Prigogine principle of minimum entropy production [16],according to which: A system subjected to steady constraints evolves to a stationary state characterized by a minimal entropy production.
./
i/
2. The successive adaptation rates bi should follow the a; with some shift until equilibrium is reached - at steady state - between defect production and adaptation. The above developments resulted from simple assumptions. If a creep curve can easily be simulated in such conditions, this indicates that a creeping metal could be considered a system that combines both positive & negative feedback loops. Moreover, it strengthens the linkbetween creep and mechanicalsystem ageing. For repairable systems, the negative feedback
153
CREVECOEUR: A MODEL FOR THE INTEGRITY ASSESSMENT OF AGEING REPAIRABLE SYSTEMS
loops correspond to the successive repairs or sub-part replacements. Mathematical developments similar to those above, then result in a curve with a concave (from below) shape at start and a convex one (from below) at end, the intermediate part being approximately a straight line - the derivative of this is a bathtub curve. The first part of the curve cannot be neglected in behavioral predictions as it is just the negative feedback capacity of the system which conditions the value of aylin (7).
of t* found after successive time intervals using (14) converged sufficiently soon (figure 12).
li
11
1
bqmrlmental'
5. SYSTEM INTEGRITY AND RELIABILITY ASSESSMENT The observation that (7) is a good fit of creep curves and that it can describe the behavior of ageing mechanical repairable systems has two consequences.
1 . We now have a tool to predict the behavior of a mechanical repairable system at any time during its life, provided that its evolution can be described by a creep-curve-shaped 0 100 200 500 measurable parameter and that sufficient data on the history of Tlme t (h) this parameter are available. 2. The reliability of a creeping device can be predicted Figure 10. Creep Curves: Experimental (squares) [14] and Calculated (solid line) from (14); Determination of on several levels: a) the creep level (using creep strain Critical Time, t* measurements as the evolution parameter), and b) any level as a repairable system (using cumulative failure data.)
Probabilistic system's evolution cuwe
How can we now predict integrity & reliability for mechanical repairable systems using (7)? Let us try it first for a creeping metal. Physics states that natural phenomena described by growing exponentials can be unstable as soon as the exponent is greater than 1 . We therefore consider the time t* = l / a l as critical. This is confirmed for a creeping piece of metal; the time at which necking starts is such a critical time ~71. Consider again the example in figure 3. According to the test [14], the creeping piece ceased to show homogeneous deformation at time t = 268.2 hours, ie, necking was observed. Now calculate the critical time using (7), which can be modified to:
(---a
0 0
The experimental measurement of the evolution parameter for creep is the creep strain; thus we have only to record this strain at successive time intervals to find E*, t* , p. For figure 3 - r* = l / a , = 220 hours (figure 10). The discrepancy with the observed necking time is quite acceptable in view of the difficulty of detecting experimentally the start of a phenomenon such as necking, which is propagated from very local microscopic defects. The evolution after t* probably follows a curve between instantaneousbreak and stable behavior, with a maximum probability somewhere between these two extremes, depending on the system (figure 11). The predictability oft* & E* before the full evolution curve has been monitored is a key issue for integrity assessments. In the case under consideration, the values
100
2#)
am
m
Tlme t (arbttfayunb) Figure 11. Schematic Representation of a Probabilistic System-Evolution Curve
An important feature in using (7) or (14) is that it is not necessary to know the external conditions (load, temperature, etc) to assess the critical time. Predictions are possible as soon as a creep-curve-shaped parameter can be monitored.
Example Analyze the arrival times to unscheduled maintenance actions for the USS Halfbeak #3 main propulsion diesel engine
IEEE TRANSACTIONS ON RELIABILITY, VOL. 42, NO. 1 , 1993 MARCH
154
Main propulsion diesel engine 25
U89 H.)(bscrk No. 3 [4]
22 21 h
=-20 B
ql0
D
8
!El0
8
L
ii 110
loo
loo
17 18
71-T-7I
120
140
I
I00
E
I
__
100
7 -
200
Po
15
m 1
Tlme t (h)
Time t (h)
Figure 12. Evolution of Predicted (14) t* Values to Fit the Experimental Data in Figure 10 [For successive time intervals]
Figure 14. Evolution of the t* Values Using (14) to Fit the Experimental Data of Figure 13 [For successive time intervals]
N* = 18, /3 = 0.487.
Main propulsion diesel engine USS HdlkdcNO. 9 [4]
1 Z
The value of /3 agrees well with the results of Duane, who proposed a slope of 0.5 to allow for experimental values between 0.4 & 0.5 [5]. U It is encouraging that such useful results can be obtained by the simple use of the model (7). The model can be used every time that a bathtub curve can be presumed for an ageing mechanical repairable system, alternatively, that an evolution parameter (eg, the cumulative number of failures) follows a creep-curve-shaped curve vs cumulative operating time. Other examples from the literature are:
fW
350
's
The USS Grampus #4 main propulsion diesel engine [8], some aircraft air conditioners [ 181, some large thermal synchronous machines, presently connected to the Brazilian electrical network [191.
0 lo 0
T l m t (h) Figure 13. Evolution of Cumulative Number of Failures [4: table 11and CorrespondingCalculatedCurve (solid line) Using (14) [For a main propulsion diesel engine]
[4]. Figure 13 plots cumulative number of failures against the cumulative operating time; it has a creep curve shape. Using (14), with E ( t ) = N ( t ) , we find: t* = 19.1 k hours. It is just from that time that the failure rate began to increase drastically, indicating non-recoverable deterioration. Figure 14 shows that this critical time could have been predicted about 1 k to 2 k hours beforehand. Two other results are:
In this last case, each machine consists of a synchronous generator, boiler, turbine, step-up transformers and a set of auxiliary devices. Strong acceleration of the ageing has been noticed for some of these machines, and this acceleration is presumed to be related to the occurrence of frequent thermal transients [19]. This is fully consistent with the observation that cyclic fatigue diminishes the creep life of metals [20: figure T- 1420-21. Although the model is restricted (in this paper) to ageing mechanical repairable systems, it could be extended to other cases of ageing, eg, the cumulative number of failures of an electronic calculator (see the figures reported by Cox & Lewis [2]); acoustic emission measurements have been performed, during static load tests, on glass-fiber reinforced plastic rods, with the aim of analyzing the ageing of composite insulators
CREVECOEUR: A MODEL FOR THE INTEGRITY ASSESSMENT OF AGEING REPAIRABLE SYSTEMS
[21]. The curves giving the cumulative counts of acoustic emission events over time, on a bi-logarithmic scale, show a straight linear part followed by an (at first exponent ?) increasing part, in agreement with (7): In(E) = In(k)
+ P.ln(t) + q.exp(ln(t)).
(
ln(E) = ln(k)
+ P-ln(t) + al-r.
(
Because the acoustic emissions resulted from internal microcracking induced by the creep of the resin matrix, this validates somewhat the behavior diagrammed in figures 6 & 7 for a composite material. U Now, if we want to assess the reliability evolution of an ageing mechanical system, this can be done starting from (14), the integral of (6). It is then possible, using the calculated values of N* , t*, at successive operating time intervals, to quantify the evolution of the system reliability up to time t*. If, afterwards, one wishes to follow the system after t* ,the linear ageing reliability model of Vesely & Wolford [22], or any other probabilistic approach based on experimental data can be applied.
ACKNOWLEDGMENT I am pleased to thank the referees for their discerning and helpful comments, and to thank Laborelec and the Centre de Recherches M&tallurgiquesfor their creep-test results.
155
[9] G. Crevecoeur, “An integrated method for remanent life assessment under creep”, Design and Analysis Methods for Plant fife Assessment, PVP - vol 112, 1986, pp 45-56; ASME-PVP Conference, Chicago; ASME. [lo] G. Crevecoeur, “Four parameters databank for full creep curve characterization”, Life Ertension and Assessment: Nuclear and Fossil Power-Plant Components, PVP - vol 138 (NDE - vol 4), 1988, pp 203-210; ASME-PVP Conference, Pittsburgh; ASME. [ I l l J. W. Forrester, Principles of Systems, 1968; Wright-Allen Press. [Principes des Sysiemes, 1981; Presses Universitaires de Lyon]. [12] H. E. Ascher, H. Feingold, Repairable Systems Reliability, Lecture Notes in Statistics, vol 7, 1984; Marcel Dekker. [13] F. Garofalo, Fundamentals of Creep and Creep-Rupture in Metals, 1965; MacMillan. [fiformution et Rupture par Fluage, 1970; Dunod]. [14] Private communication; Laborelec (Brussels, Belgium). [15] Private communication; Centre de Recherches atallurgiques (Liege, Belgium). [16] P. Glansdorff, I. Prigogine, “Sur les propriktks differentielles de la production d’entropie’ ’ (“On the differential properties of entropy production”), Physica, vol XX, 1954, pp 773-780. [17] G. Crevecoeur, “Quelques rkflexions autour de la courbe de fluage” (“Some thoughts on the creep curve”), J. Zn&ieurs, vol50, 1992 Apr, pp 44-47; URTB, Brussels. [18] F. Proschan, ‘‘Theoretical explanation of observed decreasing failure rate”, Technometrics, vol 5 , 1963 Aug, pp 375-383. [19] Schilling, Praca, de Queiroz, Singh, Ascher, “Detection of ageing in the reliability analysis of thermal generators”, ZEEE Trans. Power Systems, vol 3, num 2, 1988 May, pp 490-499. [20] ASME CODE, CASE N47, Cases of ASME Boiler and Pressure Vessel Code, supp 13, 1986, p 105; ASME. [21] T. Ishihara, M. Kojima, T. Akiyama, S. Ishino, “Aging degradation of the mechanical properties of composite insulators and its analytical approaches”, ZEEE Trans. Power Delivery, vol 3, num 1, 1988 Jan, pp 317-324. [22] W.E. Vesely, A.J. Wolford, “Risk evaluation of aging phenomena: the linear aging reliability model and its extensions”, Nuclear Engineering & Design, vol 108, 1988, pp 179-185.
REFERENCES [l] H. E. Ascher, “Evaluation of repairable system reliability using the ‘bad as old’ concept”, ZEEE Tram. Reliability, vol R-17, 1968 Jun, pp 103-110. [2] D. R. Cox, P. A. Lewis, 7he Statistical Analysis of Series of Events, 1966; Methuen. [3] J. F. Lawless, Statistical Models and Methods for Lifetime Data, 1982; John Wiley & Sons. [4] H. E. Ascher, H. Feingold, “ ‘Bad as old’ analysis of system failure data”, Proc. Reliability & Maintainability Con&, 1969, pp 49-62; Gordon & Breach. [5] J. T. Duane, “Learning curve approach to reliability monitoring”, ZEEE Trans. Aerospace, vol 2, num 2, 1964 Apr, pp 563-566. [6] W. M. Bassin, “Increasing hazard functions and overhaul policy”, Proc. Z%9 Ann. Symp. Reliability, 1969, pp 173-178. [7] R. Bell, R. Miodusky, “Extension of life of US army trucks”, Proc. 1976 Ann. Reliability & Maintainability Symp., 1976, pp 200-205. [8] L. Lee, “Testing adequacy of the Weibull and log linear rate models for a Poisson process’’, Techmmehics, vol22, num 2, 1980 May, pp 195-199.
AUTHOR Ir. Guibert U. Crevecoeur; AIB-Vinqotte; 29 Avenue A. Drouart; B 1160 Brussels, BELGIUM. Guibert U. Crevecoeur was born in Luluabourg (former Belgian Congo) 1950 January 27. He is a metallurgical engineer from the University of Louvain. After working two years at the Center for Metallurgical Research (CRM) in Liege, he handled integrity assessment problems at Association Vinqotte from 1976, first as a development engineer, then as head of the Periodical Inspection of Plants Department. Since 1989 he has been a staff member of the Deputy General Manager, involved in defining corporate strategy and development policies for the newly merged AIB-Vinqotte group. Manuscript TR91-159received 1991 September 12; revised 1992 May 8; revised 1992 September 23. IEEE Log Number 05888
*TRb