Analysis of Alternating Current Field Measurement Rail Inspection Signals. J. Al-Dalabeeh, C. Roberts and M. Papaelias. Centre for Rail Research and ...
Analysis of Alternating Current Field Measurement Rail Inspection Signals J. Al-Dalabeeh, C. Roberts and M. Papaelias Centre for Rail Research and Education, The University of Birmingham, UK Abstract The performance of existing ultrasonic and magnetic flux leakage techniques in detecting rail surface-breaking defects such as head checks and gauge corner cracking is currently inadequate during high-speed inspection. Moreover, eddy current sensors are adversely affected from even minor lift-off effects. Early detection of rolling contact fatigue (RCF) defects is important in order to control crack growth through sufficient and timely rail head grinding. This paper will present a detailed analysis of Alternating Current Field Measurement (ACFM) data obtained during simulated rail inspection experiments using an ACFM micro pencil probe and a TSC Amigo System to detect RCF defects.
1. Introduction The stresses sustained by rails have increased in recent years due to the use of higher train speeds and heavier axle loads. For this reason surface and near-surface defects generate by Rolling Contact Fatigue (RCF) have become particularly significant as they can cause unexpected structural failure of the rail, resulting in severe derailments. The accident that took place in Hatfield, UK (2000), is an example of a derailment caused by the structural failure of a rail section due to RCF. Early detection of RCF rail defects is therefore of paramount importance to the rail industry. The performance of existing ultrasonic and magnetic flux leakage techniques in detecting rail surface-breaking defects, such as head checks and gauge corner cracking, is inadequate during high-speed inspection, while eddy current sensors suffer from lift-off effects. The results obtained through rail inspection experiments under simulated conditions using Alternating Current Field Measurement (ACFM) probes, suggest that this technique can be applied for the accurate and reliable detection of surface-breaking defects at high inspection speeds [1-6]. Alternating Current Field Measurement (ACFM) is an electromagnetic inspection method capable of both detecting and sizing (length and depth) surface breaking cracks in metal. The basis of the technique is that an alternating current can be induced to flow in a thin skin near the surface of any conductor. By introducing a remote uniform current into an area of the component under test, when there are no defects present the electrical current will be undisturbed. If a crack is presented, the uniform current is disturbed and the current flows around the ends and down the faces of the crack. Because the current is an alternating current it flows in a thin skin close to the surface and is unaffected by the overall geometry of the component. Associated with the current flowing in the surface is a magnetic field above the surface which, like the current in the surface, will be disturbed in the presence of a defect. An important factor of the ACFM technique is its capability to relate measurements of the magnetic field disturbance to the size of defect that caused that disturbance. The breakthrough came from a combination of research studies, which provided mathematical modeling of the magnetic field rather than electrical fields, and advances in electronics and sensing technology. Despite the fact that the magnetic
field above the surface is a complex 3D field, it is possible, by choosing suitable orthogonal axes, to measure components of the field that are indicative of the nature of the disturbance and which can be related to the physical properties of any cracks present [7-11].
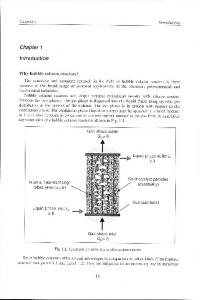
2. Experimental details and results Two different sets of high speed ACFM experiments have been carried out. During these high-speed experiments, a single channel ACFM micro pencil, manufactured by TSC Inspections Systems was employed. The pencil probe operated at a frequency of 50 kHz and was driven by a commercial TSC AMIGO instrument. The data obtained were logged using customized software on a PC which incorporated a high-speed data acquisition board. The data acquisition rate during tests was 1 MHz. Initial ACFM measurements were carried out on a 230mm diameter steel rotary test piece containing four spark-eroded notches. Two of the artificial notches were 2mm deep and the other two were 4mm deep. All notches had a surface length of 10mm. The test piece was rotated using a turning lathe between 100-3000 rpm (surface speed of 4km/h-121.5km/h at the centre of the spark eroded slots, see Figure 1). The ACFM probe was placed at various distances (lift-off) from the surface of the rotating sample ranging from 0.8mm to 8mm. As the probe lift-off increases the signal-to-noise ratio decreases.
Figure 1: Steel rotary test. Figure 1 shows the normalised raw ACFM signal obtained at a surface speed of 81km/h (2000 rpm) at two different probe lift-offs (0.8mm and 3mm). It can be seen that the effect of noise increases as the lift-off becomes greater.
3mm Lift-off 0.8mm Lift-off
890 885 880
ACFM Signal Amplitude
875 870 865 860 855 850 845 840 835
2mm
830 825 820
4mm
815 810 0.00
0.01
0.02
0.03
0.04
0.05
Time/s
Figure 2: Normalised ACFM response for two different probe lift-offs. Experiments simulating the actual rail inspection conditions in the field were carried out using a special rotating test rig at the University of Birmingham (Figure 3). The rotating rail rig has a diameter of 3.6m and is capable of rotating at speeds between 180km/h. A special set of eight 1.41m long curved rails containing artificially induced notches were produced, including half-face slots machined normal to the railhead surface, clusters of angled slots, and pocket-shaped defects more typical of actual RCF defects. The depth of the notches varied between 2 and 15mm, while for more realistic representation of RCF cracking certain notches were angled with respect to the surface normal and the rail edge and the railhead surface.
Figure 3: The spinning rail rig at Birmingham University with the special set of test rails in place.
Figure 4 shows a plan view schematic of sample rails and induced notches. The induced artificial pocket shaped defects contained in rail samples designated #7 and #8 are the ones that more closely resemble actual RCF cracks.
Figure 4: Plan view schematic of sample rails and artificially induced surface defects dimensions and angles.
In this second set of experiments the data were collected at speeds ranging from 1km/h up to 48km/h. Due to poor control of the ACFM probe at high speeds the liftoff varied significantly from 1mm up to 8mm depending on the speed test. The photograph sequence in figure 5 shows the experimental configuration and variation in lift-off during testing.
Figure 5: Photograph sequence of the ACFM experimental setup during rail rig tests. To minimise lift-off variation during rotation the probe holder was placed next to the wheel. However, since no suspension was used to avoid putting too much weight on the rig, during tests at speeds above 30km/h substantial lift-off variation could be seen at some points. The nominal lift-off at which the probe was set is 1mm.
Figure 6 shows the ACFM response for rail #4 containing 3 clusters of artificially induced surface defects with different spacings (15mm, 10mm and 5mm). The measurement has been carried out at 3.6km/h. From the signal plot the influence of the different spacing on the ACFM amplitude recorded is clearly visible. The smaller spacing between the artificially induced defects seems to cause a higher signal amplitude. Furthermore, the cluster defects cannot be resolved as individual defects since a single peak is visible. The excessive signal noise is due to the motor of the rig.
Rail #4 3.6km/h - 1mm lift-off
960 940
ACFM Signal Scale
920 900 880 860 840 820
15mm spacing
10mm spacing
800 0.0
0.2
0.4
0.6
0.8
1.0
5mm spacing 1.2
1.4
Time/s
Figure 6: ACFM signal for rail #4 at 3.6km/h. Nominal set probe lift-off is 1mm. Each signal corresponds to a cluster of 3 artificially induced surface defects with spacings 15mm, 10mm and 5mm respectively from left to right. Manual tests using a 5kHz ACFM pencil probe and involving 0mm lift off on rail #4 showed that for a spacing of 15mm it was marginally possible to identify three corresponding indications merged within a single signal trough arising from the threedefect cluster. In the case of the cluster with a 10mm spacing again it is very difficult to resolve more than one indication in the signal trough arising from that particular cluster. Finally, in the case of the cluster with a spacing of 5mm between each of the three artificially induced defects, it is impossible to resolve the presence of the individual defects and only a single indication in the signal is visible. This means that there are limitations in the capability of this particular ACFM probe in resolving defects that are closely spaced to each other. This can also led to underestimation or overestimation of RCF cracks.
Rail 4
850
ACFM Signal Scale
800
750
700
650
10mm spacing
5mm spacing
15mm spacing
600 18
20
22
24
Time / seconds
Figure 7: ACFM plot for rail 4 containing clustered defects at a different order than rail 4. No lift-off is involved in this measurement. Note that the direction of manual inspection is opposite to the one carried out at 3.6km/h.
3. Conclusions ACFM is capable of detecting rail surface defects at high speed. However, when defects are clustered it is very difficult to resolve the individual defects and one single response is observed. Even when 0mm lift-off is involved the capability of resolving individual defects is limited. This is very important since defects can be underestimated or overestimated. High frequency ACFM arrays with smaller sensing elements and multiple inducers may have better capability of resolving defects that are nearly spaced. In real life conditions RCF cracks are usually found very closely spaced, sometimes as close as 1mm to each other.
4. Acknowledgements The authors would like to thank the European Commission for partially funding the results of this work through the INTERAIL project (www.interailproject.eu) under the 7th Framework Programme, contract reference number SCP8-GA-2009-234040. The contribution of Dr Martin Lugg from TSC Inspection Systems is gratefully acknowledged.
References 1. Howitt, M. Bombardier brings ACFM into the rail industry, Insight, 2002, 44 (6). 2. Lugg, M., Topp, D. Recent developments and applications of the ACFM inspection method and ACSM stress measurement method, Proceedings of ECNDT 2006, Berlin, Germany, 2006. 3. Papaelias, M. Ph., Lugg, M., Smith, M., Roberts, C., Davis, C. L. Detection and quantification of rolling contact fatigue cracks in rails using ACFM technology, Proceedings of the BINDT 2007 Conference, Glasgow, UK, 2007. 4. Papaelias, M. Ph., Roberts, C., Davis, C. L., Blakeley, B., Lugg, M. High speed inspection of Rolling Contact Fatigue in Rails using ACFM sensors,
Journal of the British Institute of Non-destructive Testing (Insight), Issue 7, July 2009. 5. Papaelias, M. Ph., Lugg, M., Roberts, C., Davis, C. L. High-Speed inspection of rails using ACFM technology, Journal of NDT&E International, 2009. 42, pp. 328-335. 6. Papaelias, M. Ph. and Lugg, M. Detection and evaluation of rail surface defects using alternating current field measurement techniques, Vol. 226, Issue 5, September 2012, pp. 530-541. 7. Dobmann, G. Defect detection and sizing by eddy-current imaging with electric-current-perturbation (ECM) method, In Proceedings of the 3rd European Conference on Nondestructive testing, Florence, Italy, 15-18 October, 1984. 8. Lewis, A. M., Michael, D. H., Lugg, M. C., Collins, R. Thin-skin electromagnetic fields around surface-breaking cracks in metals, J. Appl. Phys., Vol. 64, No 8, pp. 3777-3784, October 1988. 9. Dover, W. D., Collins, R., Michael, D. H. The use of AC-field measurements for crack detection and sizing in air and underwater, Phil. Trans. R. Soc. Lond., Vol. 320 A, pp. 271-283, 1986. 10. Lugg, M. C. and Collins, R. Proc. 21st Ann. Br. Conf. Non-Destructive Testing, ed. P. J. Emerson and G. Oates, pp. 533-540, 1986. 11. Lugg, M. C., Shang, H. M., Collins, R., Michael, D. H. The measurement of surface crack inclination in metals using AC electric fields, J. Phys. D: Appl. Phys., Vol 21, pp. 1814-1821, 1988.